一种用于加工桥梁锚具夹片的丝锥的制作方法
本技术涉及丝锥加工,具体为一种用于加工桥梁锚具夹片的丝锥。
背景技术:
1、目前在对桥梁锚具夹片进行加工生产时,对于夹片的牙型需要承载更大的拉力,以保证桥面的稳固,传统丝锥牙型角度为60°,且是对称牙型,另外现有的国家标准丝锥采用丝锥磨床及多线生产,其制作出来的丝锥牙底和牙尖带有圆弧(如图3所示),与预应力夹片相咬合的时候容易打滑。
2、因此我们提出了一种用于加工桥梁锚具夹片的丝锥。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种用于加工桥梁锚具夹片的丝锥,用于最大程度上增加丝锥单边方向的拉力承载,让丝锥加工出来的预应力夹片能承载更大的拉力。
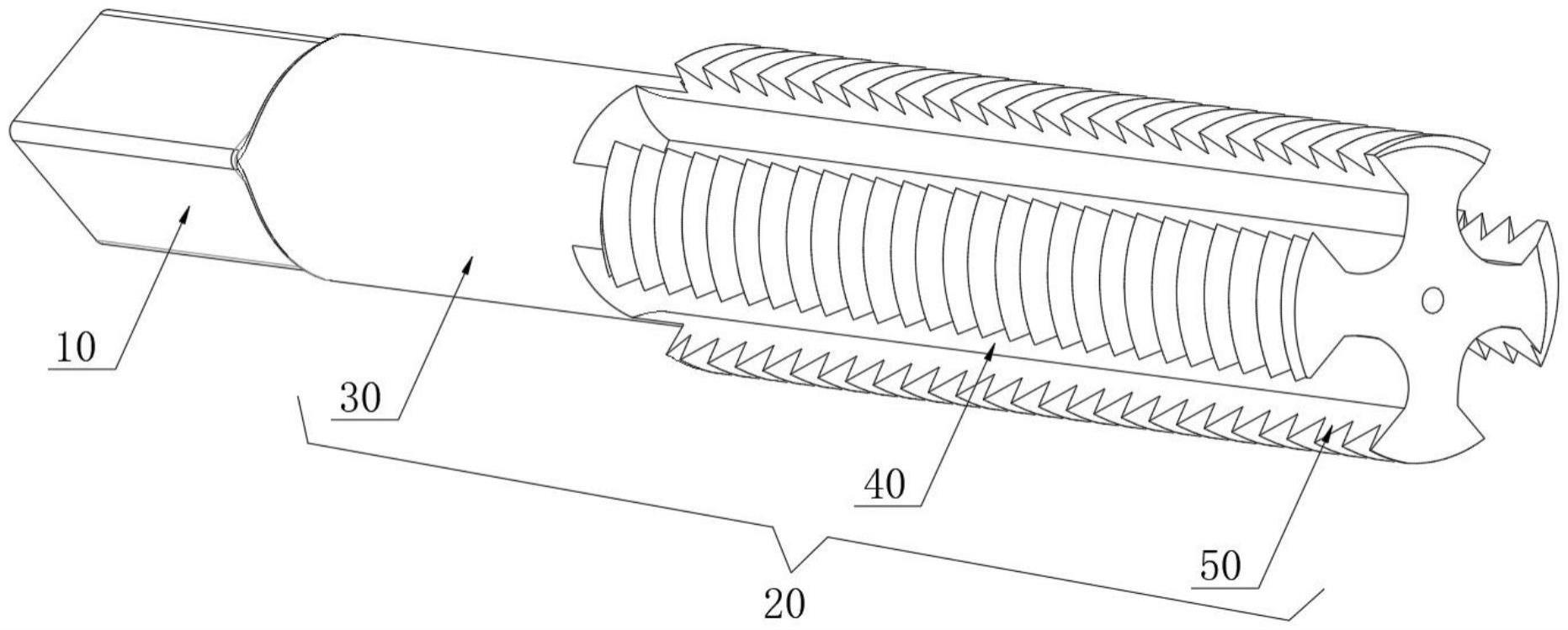
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种用于加工桥梁锚具夹片的丝锥,包括锥柄和加工部,所述锥柄的一端与加工部的一端为一体式结构,所述加工部包括轴芯,所述轴芯的一端与锥柄的一端为一体式构件,且轴芯成圆柱状,所述轴芯的圆柱面上开设有四条直槽,且四条直槽关于轴芯的中心轴线呈等角度分布设置,所述轴芯的圆柱面且位于相邻的两个直槽之间设置有加工刃,且加工刃位于轴芯的表面设置有四个,所述轴芯的外径为15.7mm,加工刃螺距为1.25mm,牙型角度为60°,牙高为0.45-0.52mm。
3、优选的,所述锥柄呈正四棱柱状,且锥柄的四个侧边均设置有倒角。
4、优选的,所述轴芯的外径为12.9-13.5mm,加工刃的螺距为1mm,牙型角度为20°至35°和45°至60°,牙高为0.45-0.52mm。
5、优选的,所述轴芯的外径为17.9-18.3mm,加工刃的螺距为1.25mm,牙型角度为20°至35°和45°至60°,牙高为0.45-0.52mm。
6、优选的,所述轴芯的外径为28.9-29.59mm,加工刃的螺距为1.25mm,牙型角度为20°至35°和45°至60°,牙高为0.45-0.52mm。
7、优选的,四个所述加工刃表面的粗糙度统一为0.4ra。
8、有益效果
9、本实用新型提供了一种用于加工桥梁锚具夹片的丝锥。与现有技术相比具备以下有益效果:
10、通过对丝锥加工刃的牙型角度进行改变,通过改变原丝锥牙型的角度为单边60°的结构,让丝锥的牙型变成不对称形状,进而显著提高了牙型的单向承载力量,保证丝锥加工出来的预应力夹片能承载更大的拉力,另外通过针对不同外径的丝锥对丝锥的牙型角度和螺距之间的配合度进行相应调整,最大程度上提高了丝锥在对桥梁锚具夹片进行加工时与预应力夹片咬合的稳定性。
技术特征:
1.一种用于加工桥梁锚具夹片的丝锥,包括锥柄(10)和加工部(20),所述锥柄(10)的一端与加工部(20)的一端为一体式结构,其特征在于:所述加工部(20)包括轴芯(30),所述轴芯(30)的一端与锥柄(10)的一端为一体式构件,且轴芯(30)成圆柱状,所述轴芯(30)的圆柱面上开设有四条直槽(40),且四条直槽(40)关于轴芯(30)的中心轴线呈等角度分布设置,所述轴芯(30)的圆柱面且位于相邻的两个直槽(40)之间设置有加工刃(50),且加工刃(50)位于轴芯(30)的表面设置有四个,所述轴芯(30)的外径为15.7mm,加工刃(50)螺距为1.25mm,牙型角度为60°,牙高为0.45mm。
2.根据权利要求1所述的一种用于加工桥梁锚具夹片的丝锥,其特征在于:所述锥柄(10)呈正四棱柱状,且锥柄(10)的四个侧边均设置有倒角。
3.根据权利要求1所述的一种用于加工桥梁锚具夹片的丝锥,其特征在于:所述轴芯(30)的外径为12.9-13.5mm,加工刃(50)的螺距为1mm,牙型角度为20°至35°和45°至60°,牙高为0.45-0.52mm。
4.根据权利要求1所述的一种用于加工桥梁锚具夹片的丝锥,其特征在于:所述轴芯(30)的外径为17.9-18.3mm,加工刃(50)的螺距为1.25mm,牙型角度为20°至35°和45°至60°,牙高为0.45-0.52mm。
5.根据权利要求1所述的一种用于加工桥梁锚具夹片的丝锥,其特征在于:所述轴芯(30)的外径为28.9-29.59mm,加工刃(50)的螺距为1.25mm,牙型角度为20°至35°和45°至60°,牙高为0.45-0.52mm。
6.根据权利要求1所述的一种用于加工桥梁锚具夹片的丝锥,其特征在于:四个所述加工刃(50)表面的粗糙度统一为0.4ra。
技术总结
本技术涉及丝锥加工技术领域,具体为一种用于加工桥梁锚具夹片的丝锥,包括锥柄和加工部,所述锥柄的一端与加工部的一端为一体式结构。本发明通过对丝锥加工刃的牙型角度进行改变,通过改变原丝锥牙型的角度为单边60°的结构,让丝锥的牙型变成不对称形状,进而显著提高了牙型的单向承载力量,保证丝锥加工出来的预应力夹片能承载更大的拉力,另外通过针对不同外径的丝锥对丝锥的牙型角度和螺距之间的配合度进行相应调整,最大程度上提高了丝锥在对桥梁锚具夹片进行加工时与预应力夹片咬合的稳定性;通过对砂轮进行及时修正,实现对丝锥上螺纹的一次加工成型,让丝锥螺纹的精度等级更加精确,光度更好。
技术研发人员:张善语,杨巧满
受保护的技术使用者:贵州鼎善精密机械有限公司
技术研发日:20221214
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!