一种便于替代扩散焊锡焊的工装的制作方法
本技术涉及焊接工装领域,具体为一种便于替代扩散焊锡焊的工装。
背景技术:
1、原本铜排和铜排之间焊接,需要放入锡焊片,通过石墨电极上下接触,产生过电流生热,在压力作用下,是锡焊片融化,从而达到焊接效果。此种方式焊接效率低下,并且由于产品平面度的问题,产品本身产生的热量不均,因此焊接的一致性较差,并且焊接拉拔力由于焊料融化不均匀,上下浮动较大。
2、例如公开号为cn215356684u的中国专利公开了一种扩散焊焊接工装,包括底板、上压头和一套或多套焊接小块组件,其中:所述底板上开设方形凹槽,所述方形凹槽设置有顶部开口,所述上压头可匹配盖合于所述顶部开口,所述焊接小块组件位于所述方形凹槽内,所述焊接小块组件在水平方向的x轴和/或y轴方向挤压被焊接工件,每一套焊接小块组件包括一个长柱状的压块和两个长柱状的滑块,每一套焊接小块组件中两个滑块分别位于所述压块两侧,且滑块与压块之间通过斜面配合接触。
3、上述扩散焊焊接工装在使用时利用上压头对被焊工件进行按压,但是在对被压工件进行按压的过程中,上压头对被焊工件的按压力不具有自我调节性,在焊料融化时压力不变,会导致焊料融化不均匀,使得焊材上下浮动,焊接一致性差。
4、鉴于此,有必要提供一种便于替代扩散焊锡焊的工装。
技术实现思路
1、本实用新型提供的一种便于替代扩散焊锡焊的工装,有效的解决了现有扩散焊工装在对焊材固定时焊接一致性差的问题。
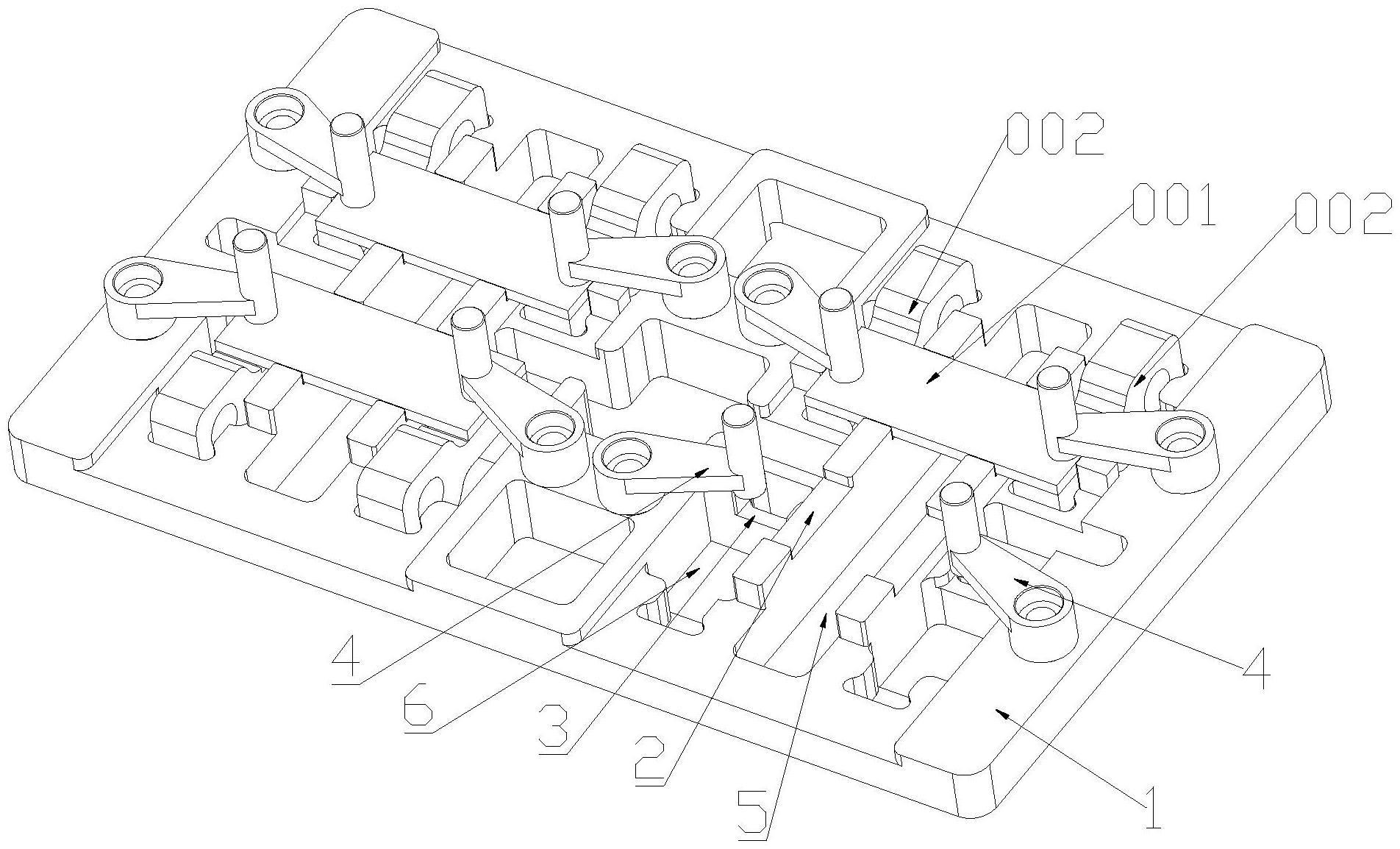
2、本实用新型所采用的技术方案是:一种便于替代扩散焊锡焊的工装,包括底板,还包括若干拉簧,所述底板上设置有若干要用于放置一号焊材的一号仿形槽,每个所述一号仿形槽两端均设置有一个用于放置二号焊材的二号仿形槽,所述二号仿形槽的深度大于一号仿形槽的深度,使得二号焊材的上端面与一号焊材的下端面相抵,每个所述二号仿形槽远离一号仿形槽一端的底板上均竖向设置有圆柱槽,所述圆柱槽包括底壁以及侧壁,所述圆柱槽内转动连接有压料块,所述拉簧两端分别与底壁和压料块固定连接,使得压料块压在一号焊材的上端面。
3、进一步的是:所述底板上还设置有与一号仿形槽导通的一号贯通孔,所述一号贯通孔的尺寸大于与一号贯通孔对应的一号仿形槽的尺寸,所述一号贯通孔与二号仿形槽不导通。
4、进一步的是:所述压料块为陶瓷压料块,所述陶瓷压料块包括连接板、按压柱和设置圆柱槽上的一号柱,所述连接板两端分别和按压柱和一号柱连接,所述按压柱的下端凸出连接板的下端。
5、进一步的是:所述连接板、一号柱与按压柱一体成型,所述按压柱与一号焊材的接触面积范围为焊口面积的45%-55%。
6、进一步的是:所述二号仿形槽的厚度为二号焊材厚度的0.35-0.45倍,所述二号仿形槽的四角均设置有用于抓取二号焊材的圆弧槽,所述底板上还设置有与二号仿形槽导通的二号贯通孔和三号贯通孔,所述三号贯通孔设置在二号仿形槽靠近一号仿形槽一端,所述二号贯通孔与三号贯通孔之间设置宽度为焊口的长度的0.1-0.15倍的棱边,所述棱边位于焊口下方,所述二号贯通孔的尺寸大于与二号贯通孔对应的二号仿形槽的尺寸。
7、实用新型的有益效果:通过设置的多个一号仿形槽和二号仿形槽,能够一次性产出多模的焊接产品,减少焊接次数,提高焊接效率;通过设置一号通过设置拉簧对压力块向下的力,使得焊料在足够的压力下融化,使得焊材温度均匀,避免焊料的溢出,使得焊接一致性更好。
技术特征:
1.一种便于替代扩散焊锡焊的工装,包括底板(1),其特征在于:还包括若干拉簧,所述底板(1)上设置有若干要用于放置一号焊材(001)的一号仿形槽(2),每个所述一号仿形槽(2)两端均设置有一个用于放置二号焊材(002)的二号仿形槽(3),所述二号仿形槽(3)的深度大于一号仿形槽(2)的深度,使得二号焊材(002)的上端面与一号焊材(001)的下端面相抵,每个所述二号仿形槽(3)远离一号仿形槽(2)一端的底板(1)上均竖向设置有圆柱槽,所述圆柱槽包括底壁以及侧壁,所述圆柱槽内转动连接有压料块(4),所述拉簧两端分别与底壁和压料块(4)固定连接,使得压料块(4)压在一号焊材(001)的上端面。
2.根据权利要求1所述的替代扩散焊锡焊的工装,其特征在于:所述底板(1)上还设置有与一号仿形槽(2)导通的一号贯通孔(5),所述一号贯通孔(5)的尺寸大于与一号贯通孔(5)对应的一号仿形槽(2)的尺寸,所述一号贯通孔(5)与二号仿形槽(3)不导通。
3.根据权利要求1所述的替代扩散焊锡焊的工装,其特征在于:所述压料块(4)为陶瓷压料块(4),所述陶瓷压料块(4)包括连接板(42)、按压柱(43)和设置圆柱槽上的一号柱(41),所述连接板(42)两端分别和按压柱(43)和一号柱(41)连接,所述按压柱(43)的下端凸出连接板(42)的下端。
4.根据权利要求3所述的替代扩散焊锡焊的工装,其特征在于:所述连接板(42)、一号柱(41)与按压柱(43)一体成型,所述按压柱(43)与一号焊材的接触面积范围为焊口面积的45%-55%。
5.根据权利要求1所述的替代扩散焊锡焊的工装,其特征在于:所述二号仿形槽(3)的厚度为二号焊材(002)厚度的0.35-0.45倍,所述二号仿形槽(3)的四角均设置有用于抓取二号焊材(002)的圆弧槽(31),所述底板(1)上还设置有与二号仿形槽(3)导通的二号贯通孔(6)和三号贯通孔(32),所述三号贯通孔(32)设置在二号仿形槽(3)靠近一号仿形槽(2)一端,所述二号贯通孔(6)与三号贯通孔(32)之间设置宽度为焊口的长度的0.1-0.15倍的棱边(33),所述棱边(33)位于焊口下方,所述二号贯通孔(6)的尺寸大于与二号贯通孔(6)对应的二号仿形槽(3)的尺寸。
技术总结
本技术公开了一种便于替代扩散焊锡焊的工装,包括底板,还包括若干拉簧,所述底板上设置有若干要用于放置一号焊材的一号仿形槽,每个所述一号仿形槽两端均设置有一个用于放置二号焊材的二号仿形槽,所述二号仿形槽的深度大于一号仿形槽的深度,使得二号焊材的上端面与一号焊材的下端面相抵,每个所述二号仿形槽远离一号仿形槽一端的底板上均竖向设置有圆柱槽,所述圆柱槽包括底壁以及侧壁,所述圆柱槽内转动连接有压料块,所述拉簧两端分别与底壁和压料块固定连接,使得压料块压在一号焊材的上端面。优点:焊材温度均匀,避免焊料的溢出,使得焊接一致性更好。
技术研发人员:张尧,何新武,袁家卫
受保护的技术使用者:苏州科伦特电源科技有限公司
技术研发日:20221213
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!