一种五金冲压折弯模具的制作方法
本技术涉及五金折弯,尤其是涉及到一种五金冲压折弯模具。
背景技术:
1、在现在的五金加工生产中广泛用到金属冲压折弯材料,结构简单的折弯机加工,用冲床冲孔,但加工效率很低,所以会用到折弯模具,在对片状的五金工件进行折弯的时候,将片状五金件放到模具中,再通过模具进行冲压,才能够将片状五金件进行折弯,当所要冲压的五金件数量较多时,将五金件一个一个进行折弯加工所需要时间会较长,且消耗的人力也较多,造成生产效率低下的情况。
技术实现思路
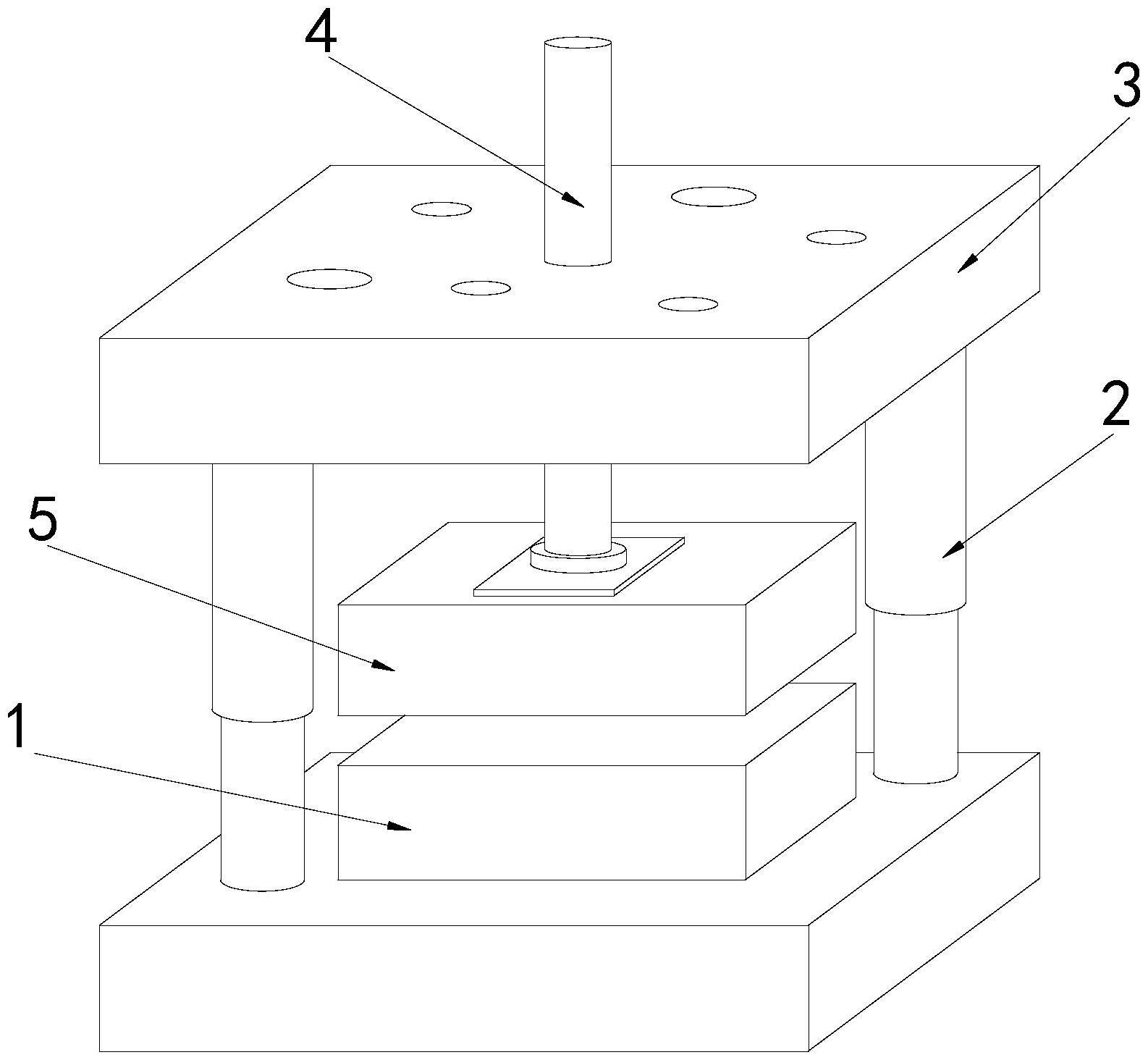
1、针对现有技术的不足,本实用新型是通过如下的技术方案来实现:一种五金冲压折弯模具,其结构包括下模具、支撑柱、顶板、升降柱、上模具,所述下模具的顶部两端设有支撑柱,所述顶板连接于两个支撑柱的顶部端面,所述升降柱贯穿于顶板的正中间位置,所述上模具的顶端连接于升降柱的底部端面,所述下模具包括底板、模体、分离板、折弯槽,所述底板的顶端连接有支撑柱,所述模体设置在底板的顶部正中间位置,所述分离板设有三个,且排列于模体的上端面,所述折弯槽设置在分离板的侧端。
2、作为本技术方案的进一步优化,所述折弯槽包括槽体、流向块、弯曲槽、缓冲块,所述槽体设置在分离板的侧端,所述流向块以两个为一组设置在槽体的两端,所述弯曲槽设置在两个流向块之间,所述缓冲块位于槽体的末端。
3、作为本技术方案的进一步优化,所述缓冲块包括橡胶体、凸块、缓冲槽,所述橡胶体设置在槽体的末端,所述凸块设有六个,且横向排列于橡胶体的端面,所述缓冲槽设有两个,且分别设置在橡胶体的内部两端。
4、作为本技术方案的进一步优化,所述上模具包括上模块、折弯块、切槽、橡胶条,所述上模块的顶部端面连接于升降柱的底部端面,所述折弯块设有四个,且设置在上模块的底部端面,所述切槽位于上模块的侧端,所述橡胶条贴合于切槽的端面。
5、作为本技术方案的进一步优化,所述折弯块与弯曲槽相卡合。
6、有益效果
7、本实用新型一种五金冲压折弯模具与现有技术相比具有以下优点:
8、1.本实用新型将多个五金件分别放入到折弯槽的上端,然后将五金件往槽体的内部推动,使得五金件的位置与所要折弯的位置不会出现偏差。
9、2.本实用新型将多个五金件摆放到折弯槽中,再通过升降柱带动上模块往下移动,使得折弯块对五金件作用力往折弯槽中进行下压,从而能够同时对多个五金件进行下压折弯,加快工作人员对五金件的折弯速度,提高生产效率。
技术特征:
1.一种五金冲压折弯模具,其结构包括下模具(1)、支撑柱(2)、顶板(3)、升降柱(4)、上模具(5),所述下模具(1)的顶部两端设有支撑柱(2),所述顶板(3)连接于两个支撑柱(2)的顶部端面,所述升降柱(4)贯穿于顶板(3)的正中间位置,所述上模具(5)的顶端连接于升降柱(4)的底部端面,其特征在于:
2.根据权利要求1所述的一种五金冲压折弯模具,其特征在于:所述折弯槽(14)包括槽体(141)、流向块(142)、弯曲槽(143)、缓冲块(144),所述槽体(141)设置在分离板(13)的侧端,所述流向块(142)以两个为一组设置在槽体(141)的两端,所述弯曲槽(143)设置在两个流向块(142)之间,所述缓冲块(144)位于槽体(141)的末端。
3.根据权利要求2所述的一种五金冲压折弯模具,其特征在于:所述缓冲块(144)包括橡胶体(a1)、凸块(a2)、缓冲槽(a3),所述橡胶体(a1)设置在槽体(141)的末端,所述凸块(a2)设有六个,且横向排列于橡胶体(a1)的端面,所述缓冲槽(a3)设有两个,且分别设置在橡胶体(a1)的内部两端。
4.根据权利要求1所述的一种五金冲压折弯模具,其特征在于:所述上模具(5)包括上模块(51)、折弯块(52)、切槽(53)、橡胶条(54),所述上模块(51)的顶部端面连接于升降柱(4)的底部端面,所述折弯块(52)设有四个,且设置在上模块(51)的底部端面,所述切槽(53)位于上模块(51)的侧端,所述橡胶条(54)贴合于切槽(53)的端面。
5.根据权利要求4所述的一种五金冲压折弯模具,其特征在于:所述折弯块(52)与弯曲槽(143)相卡合。
技术总结
本技术公开了一种五金冲压折弯模具,其结构包括下模具、支撑柱、顶板、升降柱、上模具,下模具的顶部两端设有支撑柱,顶板连接于两个支撑柱的顶部端面,升降柱贯穿于顶板的正中间位置,上模具的顶端连接于升降柱的底部端面,下模具包括底板、模体、分离板、折弯槽,折弯槽包括槽体、流向块、弯曲槽、缓冲块,本技术将多个五金件摆放到折弯槽中,再通过升降柱带动上模块往下移动,使得折弯块对五金件作用力往折弯槽中进行下压,从而能够同时对多个五金件进行下压折弯,加快工作人员对五金件的折弯速度,提高生产效率。
技术研发人员:崔宽峻
受保护的技术使用者:双牛(厦门)机械有限公司
技术研发日:20221214
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!