激光加工设备以及金属板的制作方法
本技术涉及一种激光加工设备,其具有激光切割机、装载和卸载装置以及控制装置。此外,本技术涉及一种金属板。
背景技术:
1、由jph 09300300 a公知了上述类型的方法。
2、在2d激光切割中,通常在切割合格件(工件)之前或之后将剩余网格分成更小的区域,所述区域与作为整体的剩余板相比可以由于更小的重量而手动地或自动地更容易地从工件支承架被卸下。合格件的大的内部区域、所谓的“废料部分”或“余料”也可以被切成更小的部分,以便然后可以更容易地取出所述更小的部分。
3、然而在切开剩余网格时会形成带状的剩余网格区域,当所述剩余网格区域不足够地由工件支承架的支承条支撑时,所述剩余网格区域向下下垂到工件支承架的支承条之间。由此可能导致与取出单元的夹具或耙子碰撞。使卸下所述剩余网格区域变得困难或者甚至不可能。
4、通常不考虑取消剩余网格的弄碎,因为具有金属板的外形尺寸的剩余网格在清除时产生问题。因此整个剩余网格在未弄碎的状态中典型地超过废料的装料尺寸。
5、由开头所述的jph 09300300 a公知的是,在冲压时或在激光切割时剩留的剩余部分设置有微接头,以便可以将剩余部分分成更小的块。微接头可以通过冲压出孔构成。
技术实现思路
1、本实用新型的任务在于,实现过程可靠地取出并且弄碎金属板的在切割出工件之后剩留的剩余部。
2、根据本实用新型,该任务通过根据优选技术方案所述的激光加工设备和根据优选技术方案所述的金属板来解决。进一步技术方案和说明书给出有利的变体或实施方式。
3、本实用新型的一个方面涉及一种激光加工设备,其具有激光切割机、装载和卸载装置以及控制装置,其中,所述激光切割机包括用于接收金属板的支承架,其中,所述激光切割机能够通过所述控制装置控制成使得引入至少一个切割线以在保留剩余部分的情况下将至少一个工件从所述金属板分离并且使得将至少一个分离线引入到所述剩余部分中,其中,在所述分离线的主区域中切断所述剩余部分,其中,在所述分离线的连接区域中在所述剩余部分的彼此邻接的区段之间保留至少一个连接部,所述连接部具有小于所述金属板的厚度d的高度d,其中,所述激光加工设备还包括用于从所述支承架取出整个剩余部分的取出装置。
4、在本实用新型的一个实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得激光功率在所述分离线的连接区域中相对于所述主区域减小。
5、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得小高度的连接部的高度d至多为所述金属板的厚度d的一半、或至多为五分之二、或至多为三分之一。
6、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得小高度的连接部的沿着所述分离线测量的长度l至多为所述金属板的厚度d的一半、或至多为三分之一、或至少为四分之一。
7、在本实用新型的一个另外的实施方式中,在所述激光切割机和所述取出装置之间布置另外的用于将所述至少一个工件从所述支承架取出的取出装置。
8、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得所述分离线的主区域的不间断的分离长度至多为400mm、或至多为300mm。
9、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得引入两个交叉的分离线,并且在所述分离线的交叉点处在每个分离线中保留至少一个小高度的连接部、或保留两个小高度的连接部。
10、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得所述分离线到达所述金属板的外边缘并且与另外的分离线或所述至少一个切割线在交叉点处交叉,并且在所述交叉点和所述金属板的外边缘之间保留至少一个小高度的连接部。
11、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得在引入所述至少一个切割线和所述至少一个分离线时始终在所述金属板的外边缘处或者在所述金属板的已切断的部位处开始切割。
12、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得所述分离线延伸到所述切割线上。
13、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得所述切割线的引入和所述分离线的引入在连续的切割过程中进行。
14、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得小高度的连接部邻近于所述切割线构造。
15、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得在两个工件之间引入具有小高度的连接部的分离线,所述两个工件彼此隔开至多10mm、或至多5mm、或至多3mm的间距。在本实用新型的一个另外的实施方式中,所述金属板的厚度d为至少4mm、或至少10mm、或至少20mm、或至少40mm。
16、在本实用新型的一个另外的实施方式中,所述激光切割机配置为能够通过所述控制装置控制成使得所述剩余部分的区段通过纳米接头固定在彼此上。
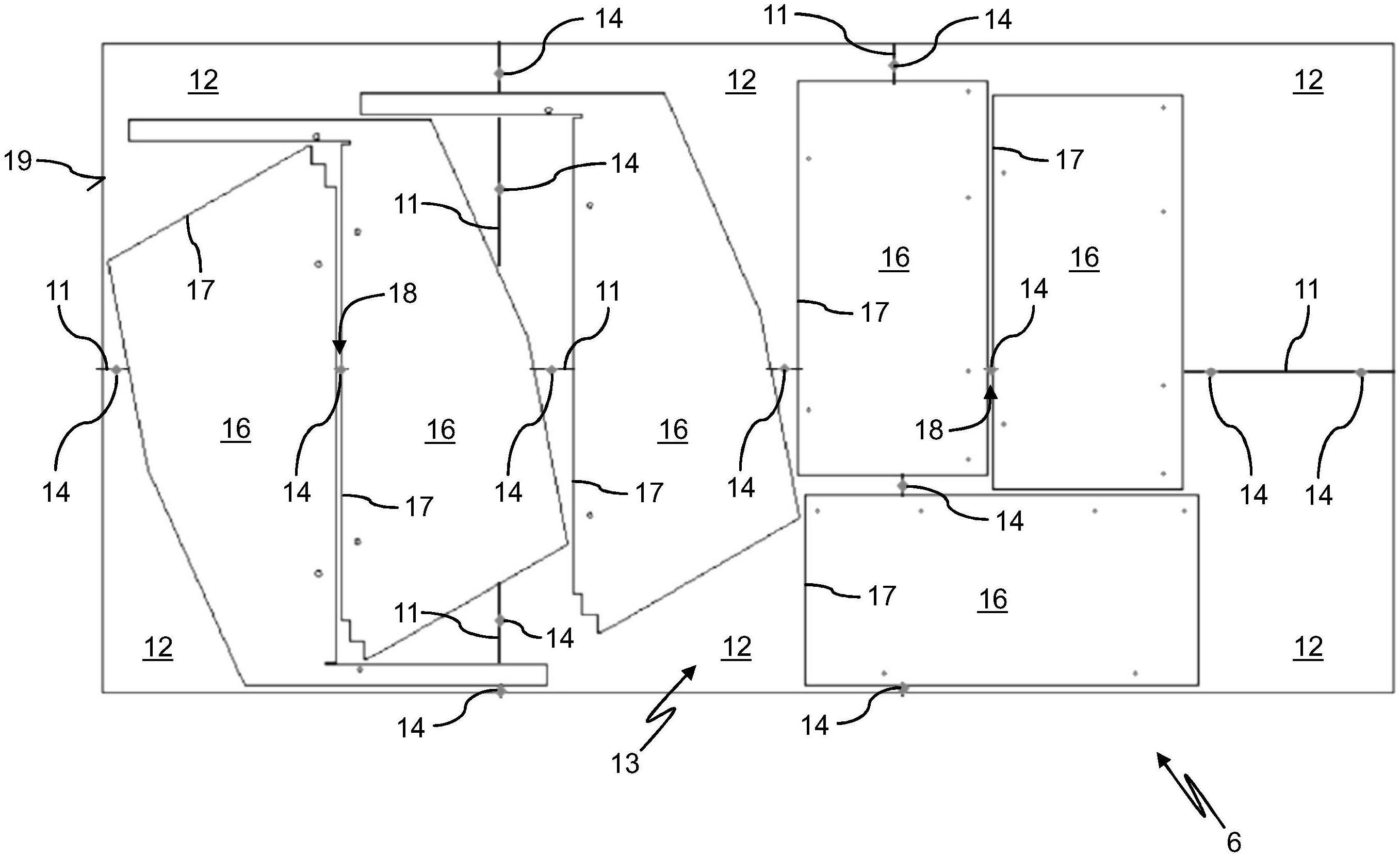
17、本实用新型的一个另外的方面涉及一种金属板,其具有厚度d,所述金属板包括:剩余部分,所述剩余部分包括通过分离线彼此间隔开的区段,其中,所述剩余部分的两个彼此邻接的区段分别通过至少一个小高度的连接部彼此连接,其中,小高度的连接部分别具有小于所述金属板的厚度d的高度d;和至少一个工件或者与所述至少一个工件或所述至少一个工件的外轮廓相应的至少一个凹口,所述至少一个工件或所述至少一个凹口由剩余部分至少部分地围绕,其中,所述至少一个工件通过切割线与所述剩余部分间隔开。
18、在本实用新型的一个另外的实施方式中,小高度的连接部的高度d至多为所述金属板的厚度d的一半、或至多为五分之二、或至多为三分之一。
19、在本实用新型的一个另外的实施方式中,小高度的连接部的沿着所述分离线测量的长度l至多为所述金属板的厚度d的一半、或至多为三分之一、或至少为四分之一。
20、在本实用新型的一个另外的实施方式中,所述分离线的主区域的不间断的分离长度至多为400mm、或至多为300mm。
21、在本实用新型的一个另外的实施方式中,所述金属板的厚度d为至少4mm、或至少10mm、或至少20mm、或至少40mm。
22、根据本实用新型设置一种激光切割方法。在所述方法的框架内,将至少一个工件从金属板切割出,其中,剩留至少一个剩余部分。
23、金属板典型地由金属构成。金属板可以特别是由钢构成。金属板的厚度可以为至少4mm、优选地至少10mm、特别优选地至少20mm、更加优选地至少40mm。金属板的厚度可以为至多150mm、特别是至多120mm。金属板的边缘长度、特别是最大边缘长度可以为至少1m、优选地至少2m、特别优选地至少3m、特别优选地至少5m。
24、所述方法包括以下步骤:
25、a)将金属板布置在激光切割机的支承架上;
26、b)引入至少一个切割线用于将至少一个工件与剩余部分分离,并且
27、将至少一个分离线引入到剩余部分中,其中,在分离线的主区域中切断剩余部分,其中,在分离线的连接区域中在剩余部分的彼此邻接的区段之间保留至少一个连接部,所述连接部具有小于金属板的厚度的高度;
28、c)将整个剩余部分从支承架取出;
29、d)将剩余部分的区段彼此分离。
30、步骤a)至d)以给出的顺序实施。至少一个切割线和至少一个分离线可以在步骤b)内以任意的顺序或者也区段地交替地被引入。
31、在步骤a)中,将金属板放置到激光切割机的支承架上。金属板可以被固定在支承架上。支承架具有典型地不连续的支承件、例如彼此平行地并且彼此隔开间距地延伸的条用于局部限制地支承金属板。激光切割机可以是2d平台机器。
32、在步骤b)中,激光束指向金属板。激光束可以由激光切割机的加工头射出。激光束在金属板上的入射点沿着切割线和分离线运动。为此可以将加工头相对于支承架移动。
33、切割气体射流、例如氮气和/或氧气可以与激光束一起指向金属板。激光束和切割气体射流可以共同从加工头的切割气体喷嘴射出。
34、至少一个切割线限定至少一个工件的形状、特别是外部轮廓和必要时内部轮廓。剩余部分或所述剩余部分之一可以是在至少一个工件外侧形成的剩余网格。替换地或附加地,剩余部分或所述剩余部分之一可以是在工件内部形成的废料部分(所谓的余料)。
35、金属板在至少一个切割线的总长度上典型地完全被分离。然而也可以设置,工件首先点式地与剩余部分保持连接。
36、在分离线的主区域中切断剩余部分或金属板。主区域包括典型地是分离线的长度的大于90%、优选地大于95%、特别优选地大于98%。在分离线的至少一个连接区域中在剩余部分的相邻的区段之间保留至少一个连接部,所述连接部具有小于金属板的厚度的高度。所述连接在下文中也称为“纳米接头”或“小高度的连接部”。在沿着分离线的区段运动时激光束原则上不中断。在分离线的每个部位处去除材料。所述连接原则上在剩余部分或金属板的背离激光束的入射点的一侧上建立。换句话说,剩余部分的区段保持彼此连接,其中,所述连接不在金属板或剩余部分的总厚度上延伸。通过彼此邻接的区段的连接可以防止剩余部分的各个区段翻转。
37、优选地,在分离线的连接区域中减小激光功率,以获得小高度的连接部。替换地或附加地,可以增大切割速度,或者可以增大切割气体喷嘴之间的间距,通过所述切割气体喷嘴将激光束和切割气体射流指向金属板或工件。通过所述参数改变来局部限制地避免完全切断金属板。用于产生小高度的连接部的参数改变的实施可以如同在wo 2019/025327 a2中描述的那样进行。在这方面参考wo 2019/025327 a2中的描述,其中,在此称为小高度的连接部或“纳米接头”的连接在wo 2019/025327 a2中称为“微型接头”。
38、在步骤c)中将整个剩余部分从支承架取出。换句话说,将剩余部分的彼此连接的区段的总体作为整体从支承架取出。这基于区段的连接可以特别容易地实现。取出装置不需要在每个单个区段处起作用,而是仅仅在连接部的一个或者必要时多个适合的部位上起作用。所述取出可以优选地通过机械夹具进行。夹具的尖齿、叉子或钩子可以移动到剩余部分下方,从而所述剩余部分可以整体被提起并且从支承架被去除。夹具能够以耙子的形式构造。可理解的是,也可以使用另外的夹具例如真空夹具或磁性夹具。手动的取出也是可能的。
39、然后在步骤d)中将剩余部分的区段彼此分离。换句话说,将剩余部分的区段分开。基于连接的小高度可以将分离特别容易地、特别是以低的力消耗实现。所述分离可以手动地、例如通过将区段相对彼此翻转进行。替换地,所述分离可以自动地、例如通过破碎机进行。对剩余部分的区段彼此的分离可以通过用于废料的收集容器进行。剩余部分的各个区段的最大延伸可以为至多1.5m、优选地至多1m。前述的措施简化了清除。
40、根据本实用新型的方法首先确保,在支承架上的剩余部分的各个区段不能翻转,因为所述区段彼此连接。由此避免工作过程中的干扰。剩余部分的区段的连接还实现特别容易地取出整个剩余部分。小高度的连接部的稳定性是足够大的,以使得整个剩余部分可以作为整体被操作。同时,小高度的连接部是足够弱的,从而在将剩余部分从激光切割机取出之后可以将剩余部分的区段容易地彼此分离。此外可以经济地产生小高度的连接部。与在金属板的总厚度上延伸的连接相比,在小高度的连接部中在建立连接之后不需要特别的切槽和投入生产。与剩余部分的具有在金属板的总厚度上延伸的连接的区段的连接相比,生产率可以通过设置小高度的连接部提高3%以上。
41、小高度的连接部的高度可以至多为金属板的厚度的一半、优选地至多为五分之二、特别优选地至多为三分之一。连接部的高度尤其可以为至多10mm、优选地至多5mm。连接部的高度典型地至少为金属板的厚度的十分之一、优选地至少为四分之一。连接部的高度尤其可以为至少1mm、优选地至少2mm。小高度的连接部的沿着分离线测量的长度至多为金属板的厚度的一半、优选地至多为三分之一和/或至少为四分之一。通过如此测定的连接部可以一方面将剩余部分的区段可靠地保持在彼此上。另一方面可以将剩余部分容易地弄碎。
42、优选地,在步骤b)和c)之间将至少一个工件从支承架取出。在这种情况中,切割线原则上在其整个长度上将金属板分离。工件和剩余部分的单独的取出可以简化另外的操作。
43、分离线的主区域的不间断的分离长度可以至多为400mm、优选地至多为300mm。换句话说,全部400mm、优选地全部300mm只保留至少一个小高度的连接部。两个小高度的连接部的最大间距由此为至多400mm、优选地至多300mm,只要分离线的区段超过该长度。相应地,小高度的连接部与金属板的外边缘的间距也为至多400mm、优选地至多300mm。由此可以获得剩余部分的区段的连接部的足够的稳定性。
44、在步骤b)中可以引入两个交叉的分离线。优选地,在分离线的交叉点处在每个分离线中保留至少一个小高度的连接部。特别优选地,在交叉点处在每个分离线中保留两个小高度的连接部。这样可以获得特别稳定的剩余部分,然而所述剩余部分可以容易地被弄碎。小高度的连接部与交叉点的间距尤其可以为至多5cm、优选地至多3cm、特别优选地至多2cm。
45、至少一个分离线可以到达金属板的外边缘并且与另外的分离线或至少一个切割线在交叉点处交叉。优选地,在这种情况中在交叉点和金属板的外边缘之间保留至少一个小高度的连接部。剩余部分的外部区段由此被固定在彼此上。尤其当取出装置从外部作用于剩余部分时,可以通过剩余部分的足够的稳定性来确保。
46、特别优选地,在引入至少一个切割线和至少一个分离线时,始终在金属板的外边缘处或者在金属板的已切断的部位处开始切割。金属板的已被分离的部位可以位于切割线上或者位于已产生的分离线的主区域中。由此可以避免借助激光束在金属板中耗时的切槽。由此显著地加快金属板的加工。此外避免在切槽时产生的飞溅物溅出危险,所述飞溅物会到达工件上。
47、分离线可以延伸到切割线上。换句话说,至少一个分离线可以直接延伸至工件。由此可以减小分离线的用于分离剩余部分所需的长度。这增大了生产率。
48、优选地,切割线的引入和分离线的引入在连续的切割过程中进行。激光束可以为此不中断地沿着分离线和切割线被引导。分离线和切割线可以由此在不中断切割过程的情况下被产生。特别是不需要再次的切槽。
49、小高度的连接部可以邻近于切割线构造。由此可以避免损坏工件或者避免在切割分离线直至工件上时干扰所述工件的轮廓。切割过程可以在构造小高度的连接部的情况下从分离线过渡到切割线中或者反之亦然,而激光束不被中断。与此相反地,在建立在总高度上延伸的连接时而需要具有落到工件上的飞溅物的危险的耗费的切槽。
50、从金属板可以切割出两个工件,所述两个工件彼此隔开至多10mm、优选地至多5mm、特别优选地至多3mm的间距。由此改善金属板的充分利用。在这两个工件之间可以引入具有小高度的连接部的分离线。特别是小高度的连接部在此也位于下述区域中,在该区域中这两个工件具有前述的小的间距。这样也可以在所述部位处获得剩余部分的区段的连接部,特别是其中,分离线从一个工件的切割线延伸到另一个工件的切割线。在金属板的总高度上延伸的连接不能在这样彼此邻近地布置的工件中被产生,因为所需的切槽过程带来损坏工件的危险。
51、在本实用新型的框架内此外涉及一种激光加工设备,其具有激光切割机、装载和卸载装置以及控制装置。控制装置被编程用于控制激光切割机以及装载和卸载装置以实施前述的根据本实用新型的方法的步骤a)至c)。装载和卸载装置用于实施步骤a)和c)。激光切割机用于实施步骤b)。激光加工设备可以还具有分离装置。分离装置用于实施步骤d)。控制装置有利地被编程用于控制分离装置以实施步骤d)。
52、本实用新型的另外的特征和优点由说明书、优选技术方案和附图得出。根据本实用新型,前述的和还进一步实施的特征可以分别单独地或者多个以任意的、符合目的的组合被使用。所示出的和所描述的实施方式不理解为最终的列举,而是确切地说具有用于阐述本实用新型的示例性的特征。
- 还没有人留言评论。精彩留言会获得点赞!