一种罐体焊接装置的制作方法
本技术涉及焊接设备,具体为一种罐体焊接装置。
背景技术:
1、一种压力罐的罐体由两部分罐身焊接对接而成,焊接前需要对两部分罐身均进行定位,然后对环缝进行焊接,采用人工焊接的方式对工人的熟练度要求较高,难以保证焊接质量,效率也较为低下。
技术实现思路
1、为解决上述技术问题,本实用新型涉及了一种罐体焊接装置,该结构简单、可靠,有效解决了上述技术问题,适合推广使用,为了实现上述目的,本实用新型通过以下技术方案来实现:
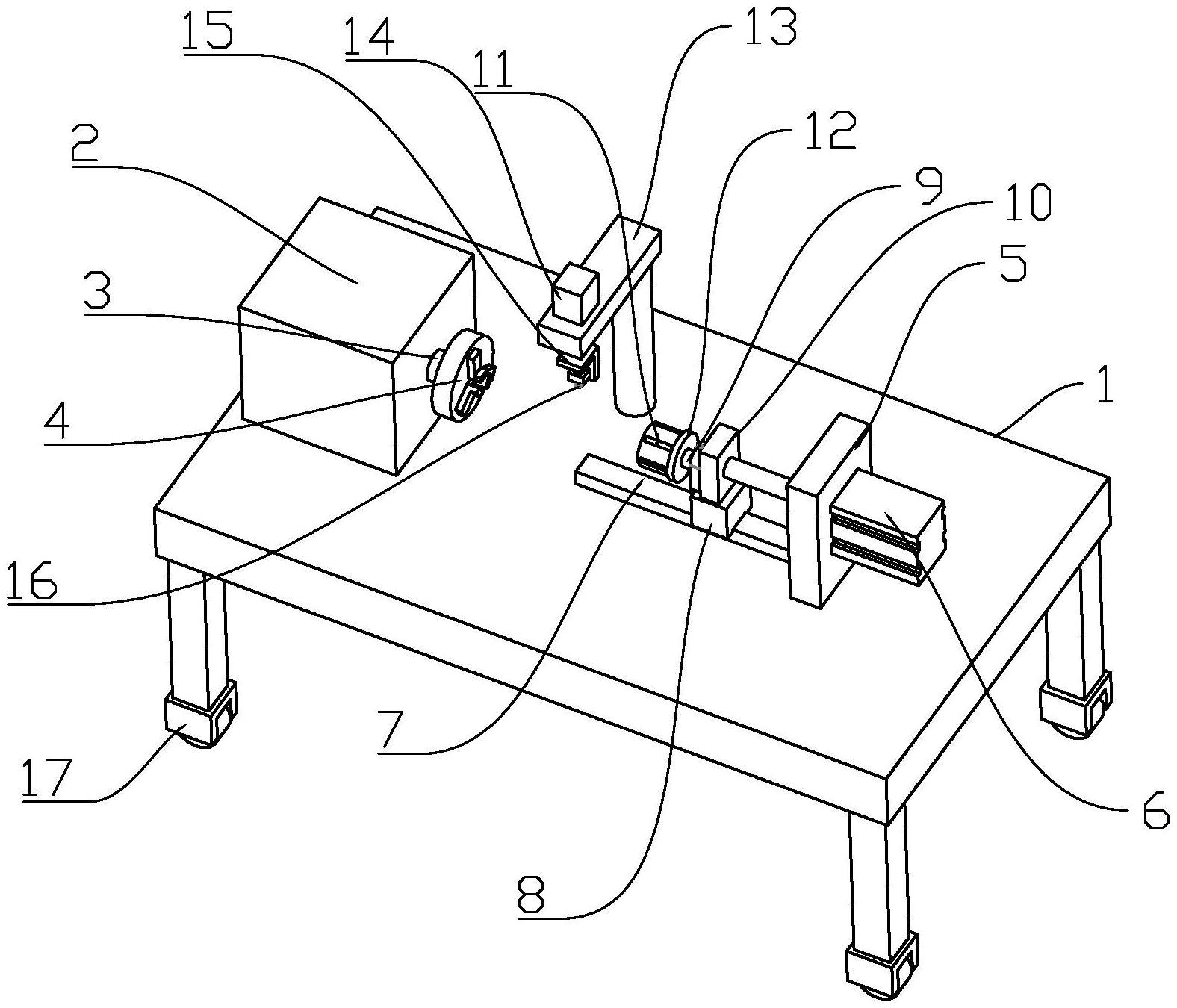
2、一种罐体焊接装置,包括机床工作台,所述机床工作台上设有机箱,所述机箱的一侧设有驱动轴,所述驱动轴的一端连接有三爪卡盘,所述机床工作台上还设有直线驱动机构,所述直线驱动机构的输出端连接有支撑座,所述支撑座靠近三爪卡盘的一端设有转轴,所述转轴连接有限位筒,所述转轴与所述驱动轴的轴线重合,所述直线驱动机构用于驱动限位筒靠近或者远离三爪卡盘,所述机床加工台上还设有架体,所述架体连接有焊接机构。
3、在上述方案的基础上并作为上述方案的优选方案:所述直线驱动机构包括固定座、直线气缸、导轨、滑块,所述固定座固设于机床工作台上,所述直线气缸与固定座相连接,所述直线气缸的活塞杆穿过固定座与支撑座相连接,所述导轨固定在机床工作台上,所述滑块安装在所述支撑座下方,所述滑块与所述导轨滑动连接。
4、在上述方案的基础上并作为上述方案的优选方案:所述焊接机构包括升降气缸、安装座、焊枪头,所述升降气缸安装在架体上,所述升降气缸的活塞杆朝下并与安装座连接,所述焊枪头设置在安装座上且喷口朝下。
5、在上述方案的基础上并作为上述方案的优选方案:所述限位筒的一端设有限位板,所述限位板的直径大于所述限位筒的外径。
6、在上述方案的基础上并作为上述方案的优选方案:所述机床工作台的底部四角处各设有一个支柱,所述支柱的下方设有滚轮。
7、本实用新型相比现有技术突出且有益的技术效果是:一部分罐身通过三爪卡盘卡紧内孔,另一部分罐身套设在限位筒上,直线气缸驱动支撑座移动从而使得两部分罐身对接接触,升降气缸降下焊枪对接缝进行焊接,驱动轴带动罐身进行转动从而完成环缝焊接,该焊接过程自动化进行,工人主要需要完成上下料操作即可,操作便利,节省人工的同时提高了加工精度,也提高了加工效率。
技术特征:
1.一种罐体焊接装置,其特征在于:包括机床工作台,所述机床工作台上设有机箱,所述机箱的一侧设有驱动轴,所述驱动轴的一端连接有三爪卡盘,所述机床工作台上还设有直线驱动机构,所述直线驱动机构的输出端连接有支撑座,所述支撑座靠近三爪卡盘的一端设有转轴,所述转轴连接有限位筒,所述转轴与所述驱动轴的轴线重合,所述直线驱动机构用于驱动限位筒靠近或者远离三爪卡盘,所述机床加工台上还设有架体,所述架体连接有焊接机构。
2.根据权利要求1所述的一种罐体焊接装置,其特征在于:所述直线驱动机构包括固定座、直线气缸、导轨、滑块,所述固定座固设于机床工作台上,所述直线气缸与固定座相连接,所述直线气缸的活塞杆穿过固定座与支撑座相连接,所述导轨固定在机床工作台上,所述滑块安装在所述支撑座下方,所述滑块与所述导轨滑动连接。
3.根据权利要求1所述的一种罐体焊接装置,其特征在于:所述焊接机构包括升降气缸、安装座、焊枪头,所述升降气缸安装在架体上,所述升降气缸的活塞杆朝下并与安装座连接,所述焊枪头设置在安装座上且喷口朝下。
4.根据权利要求1所述的一种罐体焊接装置,其特征在于:所述限位筒的一端设有限位板,所述限位板的直径大于所述限位筒的外径。
5.根据权利要求1所述的一种罐体焊接装置,其特征在于:所述机床工作台的底部四角处各设有一个支柱,所述支柱的下方设有滚轮。
技术总结
本技术公开了一种罐体焊接装置,包括机床工作台,所述机床工作台上设有机箱,所述机箱的一侧设有驱动轴,所述驱动轴的一端连接有三爪卡盘,所述机床工作台上还设有直线驱动机构,所述直线驱动机构的输出端连接有支撑座,所述支撑座靠近三爪卡盘的一端设有转轴,所述转轴连接有限位筒,所述转轴与所述驱动轴的轴线重合,所述直线驱动机构用于驱动限位筒靠近或者远离三爪卡盘,所述机床加工台上还设有架体,所述架体连接有焊接机构,焊接过程自动化进行,工人主要需要完成上下料操作即可,操作便利,节省人工的同时提高了加工精度,也提高了加工效率。
技术研发人员:谢建新
受保护的技术使用者:唯赛勃环保设备有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!