一种适用于传感器波纹膜片焊接的夹具的制作方法
1.本实用新型涉及压力传感器领域,尤其涉及一种适用于传感器波纹膜片焊接的夹具。
背景技术:
2.在使用半导体压力芯片(mems)封装压力传感器的诸多种类中,有一种常用的适用于测量腐蚀性介质的封装方案,是通过激光焊接或氩弧焊接技术将不锈钢波纹膜片、膜片保护环以及内置压力芯片的不锈钢基座焊接成一体,然后内注高洁净度的硅油,再使用电阻焊封死充油孔,从而形成一个对测量压力敏感且强度可靠的整体结构。在焊接过程中,保持不锈钢波纹膜片、膜片保护环和不锈钢基座三者的同心度对焊接的外观和强度都是极其重要的,因此,焊接过程中任何两个零件出现错位现象都是不允许的。
3.上述三个零件的外形尺寸相同,内部均没有设置定位槽,为保证三个零件的同心度,通常是通过操作者进行肉眼观察判断的,操作的精确度较低,而不锈钢波纹膜片的厚度通常非常薄(0.02~0.05mm),及其容易变形,在对位过程中很容易造成膜片变形,导致零件发生错位,最终导致产品的报废,降低产品良率,增加生产成本。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型的目的是克服现有技术的不足,提供一种适用于传感器波纹膜片焊接的夹具,解决现有技术中,无法保证三个零件的同心度,无法实现精准对位,导致产品易报废,降低产品良率的问题。
6.本实用新型的技术方案如下:一种适用于传感器波纹膜片焊接的夹具,包括:焊接夹具、套在所述焊接夹具上的定位环体,所述焊接夹具内设置有容纳腔,所述定位环体内设置有定位腔,所述容纳腔与所述定位腔相连通;所述定位环体套在待焊接不锈钢基座上,所述定位腔用于放置待焊接不锈钢波纹膜片和待焊接膜片保护环,且待焊接不锈钢波纹膜片和待焊接膜片保护环放入定位腔后与所述定位腔的内壁抵接。
7.进一步地,所述焊接夹具的外侧面上设置有固定体,所述固定体内对称设置有两个磁铁。
8.进一步地,所述固定体设置在所述定位环体的上侧。
9.进一步地,所述焊接夹具的一端插入至所述定位腔内,且所述焊接夹具的内侧面与所述定位腔的内壁抵接。
10.进一步地,所述容纳腔包括:固定腔、与所述固定腔相连通的过渡腔、与所述过渡腔相连通的连接腔,所述容纳腔的内径小于所述定位腔的内径。
11.进一步地,所述焊接夹具、定位环体的材料均为不锈钢。
12.采用上述方案,本实用新型提供一种适用于传感器波纹膜片焊接的夹具,具有以下有益效果:
13.1、在定位环体的作用下,前期在进行待焊接不锈钢波纹膜片、待焊接膜片保护环、待焊接不锈钢基座的位置对准操作时,可保证三个零件的完全对齐,而在焊接时,在焊接夹具上侧设置顶针,可保证焊接过程中的稳定性,三个零件不会发生错位,保证焊接后效果好,提高产品良率,有效节省生产成本;
14.2、结构简单,方便操作,实用性强。
附图说明
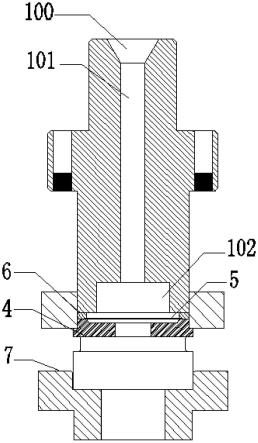
15.图1为本实用新型的结构示意图;
16.图2为本实用新型的定位环体与待焊接不锈钢基座、待焊接不锈钢波纹膜片、待焊接膜片保护环组装状态下的结构示意图;
17.图3为本实用新型焊接夹具、定位环体与焊接不锈钢底座、待焊接不锈钢波纹膜片、待焊接膜片保护环组装状态下的结构示意图;
18.图4为本实用新型的磁铁吸附住定位环体状态下的结构示意图。
19.其中:焊接夹具1、容纳腔10、固定腔100、过渡腔101、连接腔102、定位环体2、定位腔20、固定体3、磁铁30、待焊接不锈钢基座4、待焊接不锈钢波纹膜片5、待焊接膜片保护环6、旋转底座7、顶针8。
具体实施方式
20.以下结合附图和具体实施例,对本实用新型进行详细说明。
21.请参照图1-图4,本实用新型提供一种适用于传感器波纹膜片焊接的夹具,包括:焊接夹具1、套在所述焊接夹具1上的定位环体2,所述焊接夹具1的外径尺寸与定位环体2的内径相匹配,保证定位环体2可套在其上;所述焊接夹具1内设置有容纳腔10,所述定位环体2内设置有定位腔20,所述容纳腔10与所述定位腔20相连通,因此,用于固定的气动顶针8可通过容纳腔10伸入至定位腔20内;所述定位环体2套在待焊接不锈钢基座4上,所述定位腔20用于放置待焊接不锈钢波纹膜片5和待焊接膜片保护环6,且待焊接不锈钢波纹膜片5和待焊接膜片保护环6放入定位腔20后与所述定位腔20的内壁抵接。
22.具体地,本实用新型中的一种适用于传感器波纹膜片焊接的夹具在进行待焊接不锈钢基座4、待焊接不锈钢波纹膜片5、待焊接膜片保护环6的焊接的具体操作过程为:将定位环体2套在待焊接不锈钢基座4的焊接面上,卡紧待焊接不锈钢基座4,将待焊接不锈钢波纹膜片5、待焊接膜片保护环6依次放入至定位环体2的定位腔20内,由于待焊接不锈钢波纹膜片5、待焊接膜片保护环6与定位腔20内壁抵接,且定位环体2套在待焊接不锈钢基座4上,因此可保证三个零件处于完成对准状态,且处于固定状态不会发生移动,此时将焊接夹具1插入至定位环体2的定位腔20内,将上述结构整体放入至一可以旋转的旋转底座7上,将气动顶针8插入至焊接夹具1内,启动气动顶针8,在气动顶针8的作用下,将焊接夹具1、待焊接不锈钢波纹膜片5、待焊接膜片保护环6、待焊接不锈钢基座4紧紧地固定在旋转底座7上,而此时由于焊针距离焊接面较远,无法直接进行焊接操作,而此时三个零件已被顶针8压紧,因此可给定位环体2施加一个外力,将定位环体2轻轻向上提起,将焊针移动到三个零件的结合位置,启动旋转底座7,此时三个零件连通焊接夹具1在旋转底座7的作用下,会一同旋转,启动外接的焊接机,在焊针的作用下,用激光或氩弧产生的高温对三个零件做熔化焊
接;一般焊接时,旋转底座7需带动三个零件旋转至少360
°
,焊接结束后,取下顶针8,取下完成焊接后形成一体结构的三个零件,完成焊接过程,三个零件的焊接位置会形成一条完美的焊缝,不会出现错位的问题。显然,上述过程中,在定位环体2的作用下,前期在进行待焊接不锈钢波纹膜片5、待焊接膜片保护环6、待焊接不锈钢基座4的位置对准操作时,可保证三个零件的完全对齐,而在焊接时,在焊接夹具1上侧设置顶针8,可保证焊接过程中的稳定性,三个零件不会发生错位,保证焊接后效果好,降低产品的报废率,提高产品良率,有效节省生产成本。
23.具体地,在本实施例中,所述焊接夹具1的外侧面上设置有固定体3,所述固定体3内对称设置有两个磁铁30;所述固定体3设置在所述定位环体2的上侧。在给定位环体2施加外力,使其向上移动后,在两个磁铁30的作用下,可吸附住定位环体2,保证焊接旋转过程中,定位环体2不会掉下,同时无需人工手动将其拿住,有效简化操作过程,结构简单,实用性强。
24.具体地,在本实施例中,所述焊接夹具1的一端插入至所述定位腔20内,且所述焊接夹具1的内侧面与所述定位腔20的内壁抵接;所述容纳腔10包括:固定腔100、与所述固定腔100相连通的过渡腔101、与所述过渡腔101相连通的连接腔102,所述容纳腔10的内径小于所述定位腔20的内径;所述固定腔100为圆台状,可方便顶针8的固定;过渡腔101、连接腔102均为圆柱状,方便顶针8的作用,方便其将焊接夹具1、待焊接不锈钢波纹膜片5、待焊接膜片保护环6、待焊接不锈钢基座4紧紧地固定在旋转底座7上,保证作用效果更好。
25.具体地,在本实施例中,所述焊接夹具1、定位环体2的材料均为不锈钢。当然本实用新型中的焊接夹具1、定位环体2也可为现有技术中其它具有磁性的金属材料,例如铁、磁性铝合金等材料,具体可根据实际需求进行选择。
26.综上所述,本实用新型提供一种适用于传感器波纹膜片焊接的夹具,具有以下有益效果:
27.1、在定位环体的作用下,前期在进行待焊接不锈钢波纹膜片、待焊接膜片保护环、待焊接不锈钢基座的位置对准操作时,可保证三个零件的完全对齐,而在焊接时,在焊接夹具上侧设置顶针,可保证焊接过程中的稳定性,三个零件不会发生错位,保证焊接后效果好,提高产品良率,有效节省生产成本;
28.2、结构简单,方便操作,实用性强。
29.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1