一种显示板焊接工装的制作方法
本技术涉及焊接装置的,尤其涉及一种显示板焊接工装。
背景技术:
1、在对工件进行焊接时,采用人工操作或机械操作的方式。采用人工的方式,其焊接质量与师傅的焊接水平有密切关系且费时费力。采用机械焊接的方式,其焊接速度快,满足日益增长的经济发展的需要。但是,现有的机械焊接装置,其结构大型,体积庞大,不适合小型工件的焊接操作;或在焊接时,控制焊机的移动对工件的不同部位进行焊接,在对焊机位置进行控制时,由于焊机质量重,控制不便。
2、尤其是在显示板与控制板主体焊接时,其精度要求高,且工件精密小巧,通常是人工焊接的方式,但是要求显示板紧贴控制板,显示板与控制板垂直,在焊接的时候如果仅靠人工经验来把握,很难保证显示板的焊接位置正确的良率,造成后续返修和整机装配困难。故需要设计一个操作简便且实用的工装来辅助焊接定位。
技术实现思路
1、有鉴于此,本实用新型的实施例提供了一种显示板焊接工装,旨在解决现有显示板焊接垂直定位精度难把握的问题。
2、本实用新型的实施例提供一种显示板焊接工装,包括:
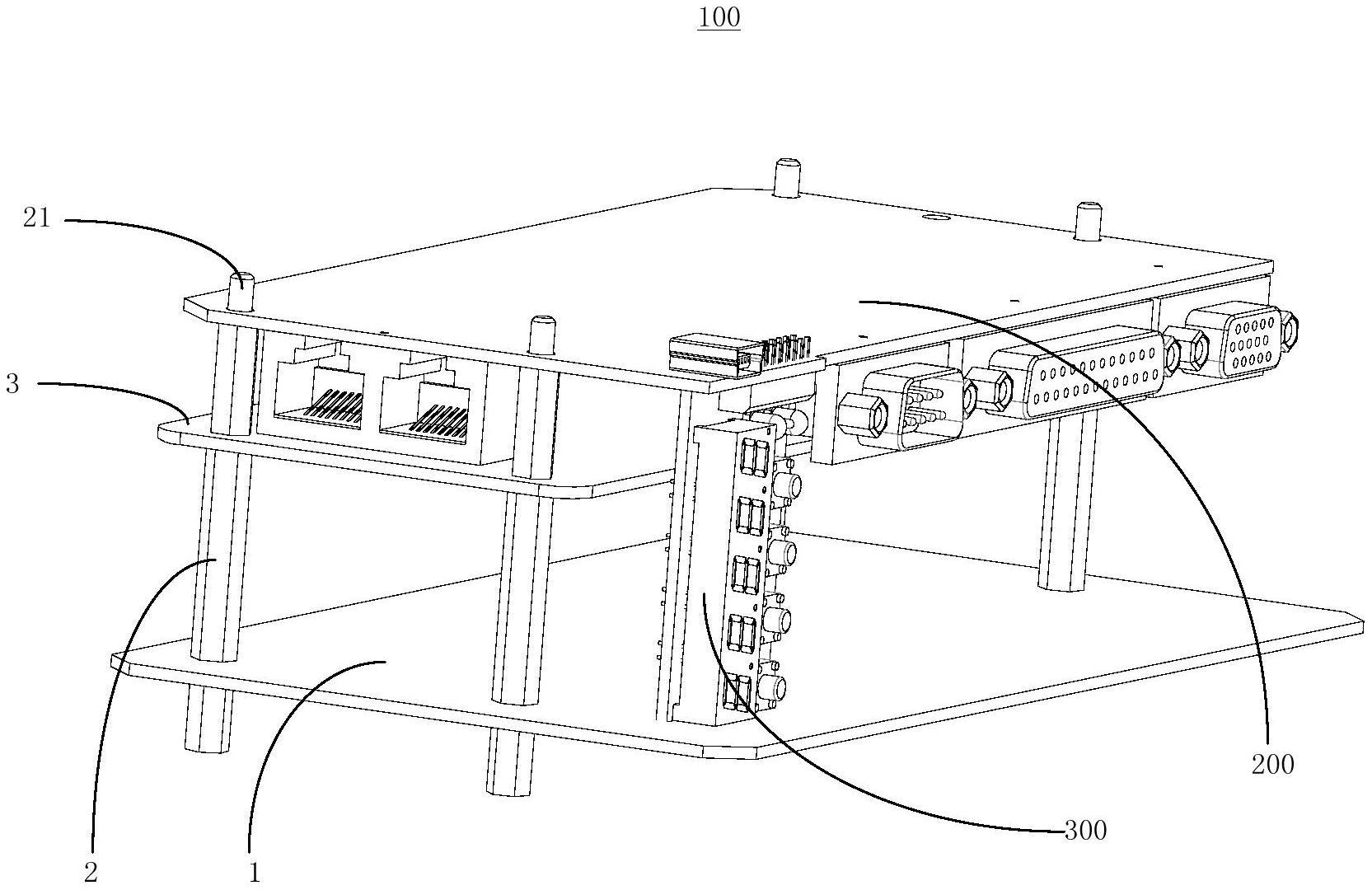
3、基板,所述基板上间隔设有多个定位孔及槽孔,多个所述定位孔与所述控制板上的安装孔一一对应,所述槽孔设于所述基板的一端部,所述槽孔与显示板的板边相适配;
4、多个定位柱,与多个所述定位孔一一对应,每一所述定位柱的一端固定于对应的所述定位孔内,另一端凸设于所述基板并向上延伸,每一所述定位柱的上端均向上凸设有圆柱,所述圆柱的截面尺寸小于所述定位柱的截面尺寸,以在所述定位柱上形成台阶,用以支撑所述控制板;
5、其中,所述定位柱凸设于所述基板上方的长度与所述显示板的长度相适配。
6、进一步地,还包括至少一个固定板,所述固定板并行设于所述基板的上方,所述固定板与多个所述定位柱连接,且所述固定板的尺寸小于所述基板的尺寸。
7、进一步地,所述定位柱包括多个依次连接的螺柱,所述螺柱的一端设有螺纹内孔,另一端为螺纹柱,所述螺柱的螺纹柱与相邻的所述螺柱的螺纹内孔螺纹连接固定。
8、进一步地,所述定位孔为螺纹孔,所述固定板设有一个,所述固定板上设有多个螺纹孔,所述定位柱包括三个依次螺纹连接的螺柱,从下往上依次为第一螺柱、第二螺柱和第三螺柱;
9、其中,所述第一螺柱的螺纹柱穿设所述基板上的螺纹孔与所述第二螺柱螺纹连接,所述第二螺柱的螺纹柱穿设所述固定板上的螺纹孔与所述第三螺柱螺纹连接,所述第三螺柱的的螺纹柱用于定位所述控制板上的安装孔。
10、进一步地,所述螺柱为六角单通铜螺柱。
11、进一步地,所述基板和所述固定板的制成材料为不锈钢。
12、进一步地,所述基板和所述固定板的厚度为1.5mm-2mm。
13、进一步地,所述基板和所述固定板的边角设有倒圆角或钝角。
14、本实用新型的实施例提供的技术方案带来的有益效果是:本实用新型的显示板焊接工装中通过圆柱穿插在控制板上的安装孔内实现控制板的定位,控制板放置在定位柱上的台阶面上,显示板的一端与放置在槽孔内,相对位置固定,另一端与控制板对接进行焊接,如此一来,可以轻松保证显示板相对控制板的位置固定,可以确保焊接时的垂直度。在操作时,可以先将显示板上的排针插到控制板上对应的焊接孔内,然后将预组装的控制板整体正确放到工装对应的定位柱和槽孔内,再牢固焊接显示板上的排针,则顺利保证了显示板的相对位置的正确性。
技术特征:
1.一种显示板焊接工装,其特征在于,包括:
2.如权利要求1所述的显示板焊接工装,其特征在于,还包括至少一个固定板,所述固定板并行设于所述基板的上方,所述固定板与多个所述定位柱连接,且所述固定板的尺寸小于所述基板的尺寸。
3.如权利要求2所述的显示板焊接工装,其特征在于,所述定位柱包括多个依次连接的螺柱,所述螺柱的一端设有螺纹内孔,另一端为螺纹柱,所述螺柱的螺纹柱与相邻的所述螺柱的螺纹内孔螺纹连接固定。
4.如权利要求3所述的显示板焊接工装,其特征在于,所述定位孔为螺纹孔,所述固定板设有一个,所述固定板上设有多个螺纹孔,所述定位柱包括三个依次螺纹连接的螺柱,从下往上依次为第一螺柱、第二螺柱和第三螺柱;
5.如权利要求3所述的显示板焊接工装,其特征在于,所述螺柱为六角单通铜螺柱。
6.如权利要求2所述的显示板焊接工装,其特征在于,所述基板和所述固定板的制成材料为不锈钢。
7.如权利要求2所述的显示板焊接工装,其特征在于,所述基板和所述固定板的厚度为1.5mm-2mm。
8.如权利要求2所述的显示板焊接工装,其特征在于,所述基板和所述固定板的边角设有倒圆角或钝角。
技术总结
本技术提供一种显示板焊接工装,包括基板和多个定位柱,基板上间隔设有多个定位孔及槽孔,多个定位孔与控制板上的安装孔一一对应,槽孔设于基板的一端部,槽孔与显示板的板边相适配;多个定位柱与多个定位孔一一对应,每一定位柱的一端固定于对应的定位孔内,另一端凸设于基板并向上延伸,每一定位柱的上端均向上凸设有圆柱,圆柱的截面尺寸小于定位柱的截面尺寸,以在定位柱上形成台阶。通过圆柱穿插在控制板上的安装孔内实现控制板的定位,控制板放置在定位柱上的台阶面上,显示板的一端与放置在槽孔内,相对位置固定,另一端与控制板对接进行焊接,可以保证显示板相对控制板的位置固定,确保焊接时的垂直度。
技术研发人员:黎发扬,古城,刘缵阁,史丽春
受保护的技术使用者:武汉迈信电气技术有限公司
技术研发日:20221212
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!