一种金属钣件冲孔用定位工装的制作方法
本技术涉及钣金件加工,一种金属钣件冲孔用定位工装。
背景技术:
1、冲孔是金属件生产过程中应用较多的方式,冲孔一般通过冲床来进行。一般冲床包括上冲床、冲头、下冲床及下模座,冲头设置于上冲床上,下模座设置于下冲床上,下模座上开设有模孔。冲孔时,金属钣件放置于下模座上,上冲床下落后上冲床的冲头与下冲床的下模座的模孔配合,将金属钣件打穿并形成穿孔。
2、参照图1,为相关技术中的一种金属钣件1,金属钣件1上开设有穿孔11及插接槽12。然而,申请人发现,当需要对金属钣件1进行打穿并形成穿孔11时,金属钣件1的一端通过插接槽12被固定,但是如果金属钣件1的另一端在长度方向上得不到有效支撑,一旦金属钣件出现位移,金属钣件1上的穿孔11位置将出现偏差。
技术实现思路
1、为了解决冲孔时中空的长的金属钣件在长度方向上得不到有效支撑导致冲孔偏差的问题,本技术提供一种金属钣件冲孔用定位工装。
2、本技术提供的一种金属钣件冲孔用定位工装,采用如下的技术方案:
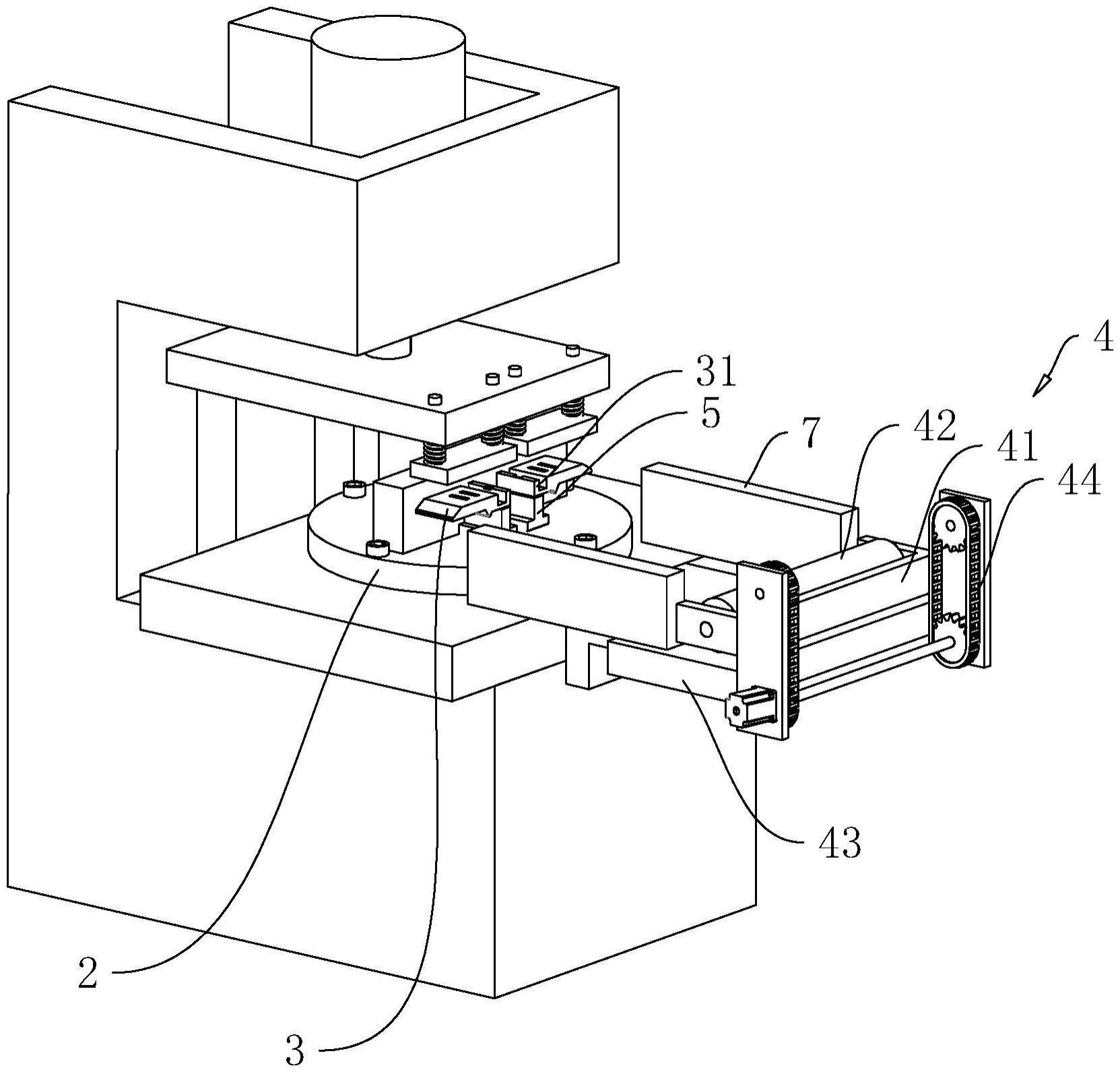
3、一种金属钣件冲孔用定位工装包括设置有模孔的下模具及支撑辊组件,所述下模具设置于冲床冲头的下方的下模座上,所述下模具用于对金属钣件的一端进行支撑,所述支撑辊组件用于对金属钣件的另一端进行支撑;
4、所述支撑辊组件包括支撑辊支架、支撑辊及支撑辊连接板,所述支撑辊连接板设置于冲床上,所述支撑辊支架设置于支撑辊连接板上,所述支撑辊设置于支撑辊支架上,所述支撑辊用于对金属钣件远离下模具的一端进行支撑。
5、通过采用上述技术方案,金属钣件插接于下模具时,下模具的外表面抵接于金属钣件的内腔表面,下模具对金属钣件进行定位;同时金属钣件远离下模具的一端抵接于支撑辊的上表面,对金属钣件在长度方向上远离下模具的一端进行定位。通过下模具及支撑辊对金属钣件进行定位,使得定位工装可以对长的金属钣件进行定位,上冲床的冲头与下模具的模孔配合冲孔时,减少金属钣件的移动,进而增加冲孔的精度。
6、可选的,所述支撑辊转动于支撑辊支架上。
7、通过采用上述技术方案,支撑辊转动设置于支撑辊支架上,在金属钣件插接于下模具的过程中,金属钣件与支撑辊接触及滑移的时候,支撑辊转动连接可以减少支撑辊对金属钣件的摩擦,进而减少支撑辊对金属钣件表面的擦伤。
8、可选的,所述下模座可拆卸连接于下冲床上;所述支撑辊组件还包括上下升降件,所述上下升降件连接于支撑辊连接板上,所述支撑辊支架设置于上下升降件上,所述上下升降件用于对支撑辊进行上下调节。
9、通过采用上述技术方案,可以根据不同的需求,随着上冲床的冲头的更换,可以更换与上冲床的冲头相对应的下模座,使得冲床适用于更多冲孔生产情形;支撑辊可以通过上下升降件调节不同的高度,进而插接于模座上不同的金属钣件进行定位。
10、可选的,所述上下升降件包括主动链轮、从动链轮、链条、连接轴、电机以及链轮支架,所述主动链轮及从动链轮均转动连接于链轮支架上,所述链条啮合于主动链轮及从动链轮;所述连接轴的一端固定连接于电机的输出端,所述连接轴的穿过链轮支架并与主动链轮固定连接,所述连接轴转动于链轮支架;所述支撑辊支架固定设置于链条上,所述链轮支架固定设置于支撑辊连接板上。
11、通过采用上述技术方案,电机通过主动轴促使链轮旋转,链轮促使链条旋转,进而带动支撑辊上下移动,整个调节结构简单高效。
12、可选的,所述下模具上设置有插接条,所述插接条插接于金属钣件的插接槽内,所述插接条用于对插接于下模具上的金属钣件进行定位。
13、通过采用上述技术方案,插接条与插接槽相互配合对金属钣件进行横向定位。
14、可选的,所述金属钣件冲孔用定位工装还包括支撑座,所述支撑座设置于下模座上,所述支撑座用于对插接于下模具上的金属钣件进行支撑。
15、通过采用上述技术方案,支撑座靠近下模具的面插接于金属钣件上,并对金属钣件向上支撑及定位。
16、可选的,所述下模座还包括支撑座,所述支撑座设置于下模座上,所述支撑座用于对插接于下模具上的金属钣件进行定位。
17、可选的,所述参照板的高度高于插接于模具上的金属钣件的高度。
18、通过采用上述技术方案,参照板用于判断金属钣件定位是否准确的一个参照,如果定位不够准确,可以对金属钣件进行调整,直至符合参照标准,进而提升定位工装的定位的精准度。
19、可选的,所述金属钣件冲孔用定位工装还包括侧面定位件,所述侧面定位件包括滑移部及转动部,所述下模座开设有滑移槽及转动槽,所述滑移槽与转动槽开设方向相同且连通,所述滑移部滑移于滑移槽内,所述转动部螺纹连接于转动槽内,所述转动部与滑移部抵接,所述转动部的转动用于促使滑移部向靠近下模具的方向运动,进而促使滑移部与插接于下模具上的金属钣件抵接。
20、通过采用上述技术方案,转动部转动促使滑移部与插接于下模具上的金属钣件抵接,对金属钣件从不同的方向上进行定位,进而使金属钣件冲孔用定位工装对金属钣件定位更精准。
21、可选的,所述滑移部包括滑移块、限位块及支撑弹簧;所述滑移块滑移于滑移槽内;所述限位块连接于滑移块的一端,所述限位块用于对插接于下模具的金属钣件进行定位;
22、所述支撑弹簧的一端抵接于转动槽的底部,另一端抵接于滑移块的一面;所述转动部抵接于滑移块的另一面,所述支撑弹簧用于促使滑移块抵接于转动部。
23、通过采用上述技术方案,旋转转动部促使滑移块向靠近下模具的一侧移动,限位块滑移于连接块的表面上并与插接于下模具上的金属钣件抵接,对金属钣件从不同方向上进行定位,进而使定位工装对金属钣件定位更精准。
24、通过设置支撑弹簧使得滑移块始终抵接转动部,使下模具与限位块之间保持一定间隙,方便金属钣件插接到下模具上。
25、可选的,所述侧面定位件还包括固定部,所述固定部包括固定块和固定槽,所述固定槽开设于下模座上,所述固定槽与滑移槽开设方向相同且连通;所述固定块连接于滑移块远离限位块的一面,所述固定块滑移于固定槽内,所述固定块用于对滑移块进行限位。
26、通过采用上述技术方案,设置固定块及固定槽使得滑移块及限位块的结构更稳定,进而使得限位块对金属钣件的定位更稳定。
27、综上,本技术包括以下至少一种有益技术效果:
28、1.一种金属钣件冲孔用定位工装通过金属钣件插接于下模具上,对金属钣件进行支撑及减少金属钣件的横向移动;设置支撑辊对金属钣件远离下模具的一端进行支撑,使得金属钣件冲孔用定位工装可以对长的金属钣件进行定位,进而增加冲孔的精度。
29、2.下模具上设置有插接条,插接条插接于金属钣件的插接槽内,插接条用于对插接于下模具上的金属钣件进行定位,插接条与插接槽相互配合对金属钣件进行横向定位。
30、3.金属钣件冲孔用定位工装还包括参照板,参照板设置于支撑辊连接板上,参照板作为判断金属钣件定位是否准确的参照,符合参照标准进行冲孔,进一步提升冲孔定位的准确率。
- 还没有人留言评论。精彩留言会获得点赞!