一种较厚U型产品的大R角折弯结构的制作方法
本技术涉及冲压模具,尤其是一种较厚产品的大r角折弯结构。
背景技术:
1、现有技术中的较厚产品的大r角折弯结构,如图1,包括上模座、上公、下公和下模座,上模座下方设置有上公,下模座上方设置有下公,下公上设置有下模r角,上公上设置有与下模r角对应配合的凹槽,这种结构设计的折弯结构在对产品进行折弯时,由于产品较厚,导致产品90度折弯时回弹很大,折弯合格率较低。
技术实现思路
1、本实用新型的目的是提供一种能够控制产品回弹,折弯稳定性好、折弯合格率高的较厚u型产品的大r角折弯结构。
2、本实用新型所采用的技术方案是:
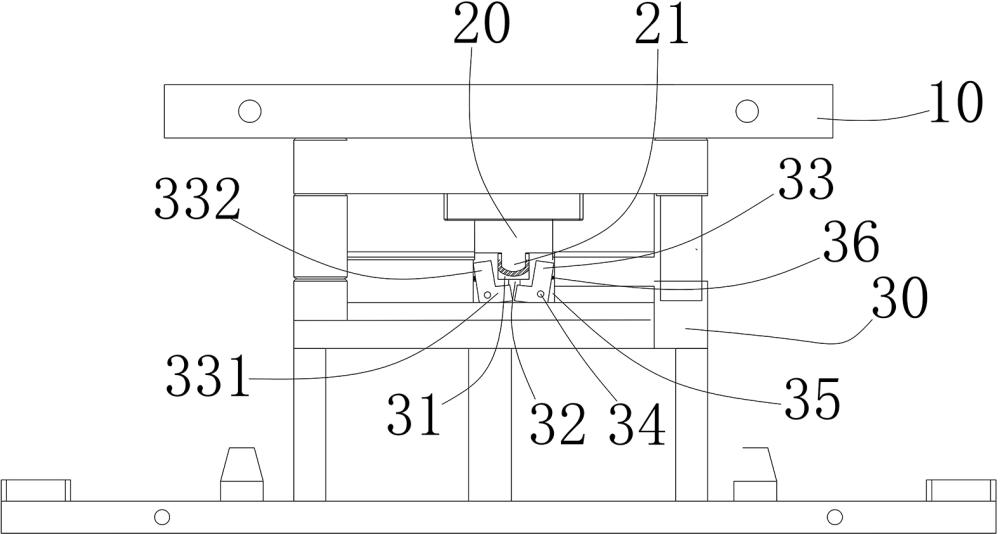
3、一种较厚u型产品的大r角折弯结构,包括一上模座、一上公和一下模座,该上公的下端设置有一上模r角入块,该下模座上方设置有一与该上模r角入块相配合的一下模r角浮块,该下模r角浮块与该下模座之间设置有一浮升弹簧,该下模r角浮块的两侧相对设置有两转动块,该两转动块转动安装于该下模座上,该两转动块与该上模r角入块相配合。
4、进一步的,该转动块通过转动销安装于该下模座上。
5、进一步的,该转动块包括一垂直部以及一与该垂直部一体设计的一水平部,该垂直部的内侧壁与该上模r角入块相配合,该水平部的上表面与该下模r角浮块相配合。
6、进一步的,该些转动块转动安装于该下模座设置的一凹槽中,该垂直部的上部与该凹槽的侧壁之间设置有一复位弹簧。
7、与现有技术相比,本实用新型的有益效果是:
8、由于采用上述的结构设计,即上公的上模r角入块与设置于下模座上的下模r角浮块和转动块完成较厚u型产品的折弯成型作业,克服产品的回弹,提高产品的折弯稳定性以及折弯合格率。
技术特征:
1.一种较厚u型产品的大r角折弯结构,包括一上模座(10)、一上公(20)和一下模座(30),其特征在于:该上公(20)的下端设置有一上模r角入块(21),该下模座(30)上方设置有一与该上模r角入块(21)相配合的一下模r角浮块(31),该下模r角浮块(31)与该下模座(30)之间设置有一浮升弹簧(32),该下模r角浮块(31)的两侧相对设置有两转动块(33),该两转动块(33)转动安装于该下模座(30)上,该两转动块(33)与该上模r角入块(21)相配合;该些转动块(33)转动安装于该下模座(30)设置的一凹槽(35)中,该转动块(33)的垂直部(331)的上部与该凹槽(35)的侧壁之间设置有一复位弹簧(36)。
2.根据权利要求1所述的较厚u型产品的大r角折弯结构,其特征在于:该转动块(33)通过转动销(34)安装于该下模座(30)上。
3.根据权利要求1或2所述的较厚u型产品的大r角折弯结构,其特征在于:该转动块(33)包括一垂直部(331)以及一与该垂直部(331)一体设计的一水平部(332),该垂直部(331)的内侧壁与该上模r角入块(21)相配合,该水平部(332)的上表面与该下模r角浮块(31)相配合。
技术总结
一种较厚U型产品的大R角折弯结构,包括一上模座(10)、一上公(20)和一下模座(30),该上公(20)的下端设置有一上模R角入块(21),该下模座(30)上方设置有一与该上模R角入块(21)相配合的一下模R角浮块(31),该下模R角浮块(31)与该下模座(30)之间设置有一浮升弹簧(32),该下模R角浮块(31)的两侧相对设置有两转动块(33),该两转动块(33)转动安装于该下模座(30)上,该两转动块(33)与该上模R角入块(21)相配合。本技术上公的上模R角入块与设置于下模座上的下模R角浮块和转动块完成较厚U型产品的折弯成型作业,克服产品的回弹,提高产品的折弯稳定性以及折弯合格率。
技术研发人员:陈荣,马欢,欧阳勇辉
受保护的技术使用者:祥鑫(东莞)新能源科技有限公司
技术研发日:20221220
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!