一种双头平行铣削机床的制作方法
本技术涉及机床领域,具体是一种双头平行铣削机床。
背景技术:
1、轴类零件铣两端平行扁,无论是加工中心、立式与卧式铣,或者专用铣床,其加工方法通常为:a:一次装夹,先加工一端,先后或同时完成扁位的一边或两边加工,然后换头装夹加工另一端.b:一次装夹,先加工零件两端同一侧边,然后换面加工零件对边的另两面;如图1所示。
2、这种加工方法,一个零件需要两次装夹,两端四个面平行度易出现偏差,不适应大批量、高效率、高精度生产需求。
3、有些专用设备,采用锯片铣刀沿零件轴向进给,没有沿径向进给情况下,扁根部会留有等于刀具半径的弧形槽(如图2所示),影响零件的装配配合与美观。
4、因此,本领域技术人员提供了一种双头平行铣削机床,以解决上述背景技术中提出的问题。
技术实现思路
1、本实用新型的目的在于提供一种双头平行铣削机床,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种双头平行铣削机床,包括安装基板,所述安装基板上设置有主轴总成,主轴总成上端设置有主轴油缸,所述主轴总成一侧设置有主轴上下运动滑板;所述主轴总成的后侧设置有夹具油缸;所述主轴上下运动滑板连接有夹具总成,所述夹具总成上设置有杠杆式夹具和模块化夹头,所述主轴总成一侧设置有送料总成,所述送料总成一侧设置有送料油缸,所述送料油缸上设置有零件导向槽,所述零件导向槽上放置有加工零件。
4、作为本实用新型进一步的方案:所述主轴总成前侧设置有右铣削总成和左铣削总成,所述右铣削总成上设置有右铣削动力头左右运动微调滑板、右铣削动力头前后运动微调滑板、右铣削动力头和右侧铣削刀具;所述左铣削总成上设置有左铣削动力头左右运动微调滑板、左铣削动力头前后运动微调滑板、左铣削动力头和左侧铣削刀具;所述安装基板上端左侧设置有退料总成。
5、进一步的,铣削刀具可改为斜齿铣削刀具用以加工对应类型零件。
6、与现有技术相比,本实用新型的有益效果是:
7、本申请通过结构上的设计,提供双头平行铣削机床,同时加工零件两端,一次完成加工不需要多次拿取零件多次定位,满足加工过程中不需要人工取下工件来完成加工,而是通过改变刀具位置,工件与夹具不产生位移的方式,以更高的效率以及更精确的加工,且可以安装不同的刀盘实现不同的切面。
技术特征:
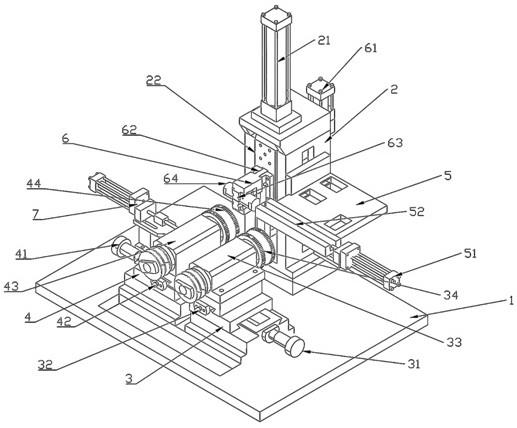
1.一种双头平行铣削机床,包括安装基板(1),其特征在于,所述安装基板(1)上设置有主轴总成(2),主轴总成(2)上端设置有主轴油缸(21),所述主轴总成(2)一侧设置有主轴上下运动滑板(22);所述主轴总成(2)的后侧设置有夹具油缸(61)。
2.根据权利要求1所述的一种双头平行铣削机床,其特征在于,所述主轴上下运动滑板(22)连接有夹具总成(6),所述夹具总成(6)上设置有杠杆式夹具(62)和模块化夹头(63),所述主轴总成(2)一侧设置有送料总成(5),所述送料总成(5)一侧设置有送料油缸(51),所述送料油缸(51)上设置有零件导向槽(52),所述零件导向槽(52)上放置有加工零件(64)。
3.根据权利要求1所述的一种双头平行铣削机床,其特征在于,所述主轴总成(2)前侧设置有右铣削总成(3)和左铣削总成(4),所述右铣削总成(3)上设置有右铣削动力头左右运动微调滑板(31)、右铣削动力头前后运动微调滑板(32)、右铣削动力头(33)和右侧铣削刀具(34);所述左铣削总成(4)上设置有左铣削动力头左右运动微调滑板(41)、左铣削动力头前后运动微调滑板(42)、左铣削动力头(43)和左侧铣削刀具(44)。
4.根据权利要求1所述的一种双头平行铣削机床,其特征在于,所述安装基板(1)上端左侧设置有退料总成(7)。
5.根据权利要求3所述的一种双头平行铣削机床,其特征在于,所述右侧铣削刀具(34)和左侧铣削刀具(44)可安装一至多个刀具。
技术总结
本技术涉及机床领域,具体涉及一种双头平行铣削机床,包括安装基板,所述安装基板上设置有主轴总成,主轴总成上端设置有主轴油缸,所述主轴总成一侧设置有主轴上下运动滑板;所述主轴总成的后侧设置有夹具油缸;本申请通过结构上的设计,提供双头平行铣削机床,一次完成零件的一端或两端加工单边、双边、槽的单一或组合加工,不需要多次装夹零件多次定位,通过改变刀具位置或组合形式,同时加工零件两端平行面,多个面同时加工保证了良好的平行度,提高了加工效率。
技术研发人员:汪广琦
受保护的技术使用者:千方快铣切削技术(苏州)有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!