一种转盘式自动攻牙机的制作方法
本技术涉及攻牙机,具体涉及一种转盘式自动攻牙机。
背景技术:
1、攻牙是用专用动力头在工件表面或者内部车削出螺纹的操作。攻牙过程要求待攻牙的工件和攻牙动力头相对稳定,同时也能避免废屑的产生。
2、现有技术中,按照驱动方式包括手动攻牙机、电动攻牙机、气动攻牙机和液压攻牙机,采用手动方式费时费力,待攻牙工件和攻牙动力头容易出现摆动,攻牙质量无法保证,且产生的废屑多,其他驱动方式,也仅能一次对单个工件进行攻牙,攻牙完成后,人工换上新的待攻牙的工件,工装固定后,重新启动攻牙开关,这种传统的作业方式加工效率低,生产方式落后,现场物料堆积多,人工手扶工装放入攻牙头处,安全隐患高,现场物料堆积多,其此过程中操作人员要反复搬运工件,劳动强度大。
3、综上,市场亟需一种能提高加工效率的转盘式自动攻牙机,同时保证加工过程的稳定性,提高产品加工质量,降低劳动强度。
技术实现思路
1、为解决上述背景技术中提出的问题。本实用新型提供了一种结构简单设计合理,自动化程度高,加工效率高且操作人员劳动强度小,稳定性好,安全性高,加工质量高的转盘式自动攻牙机。
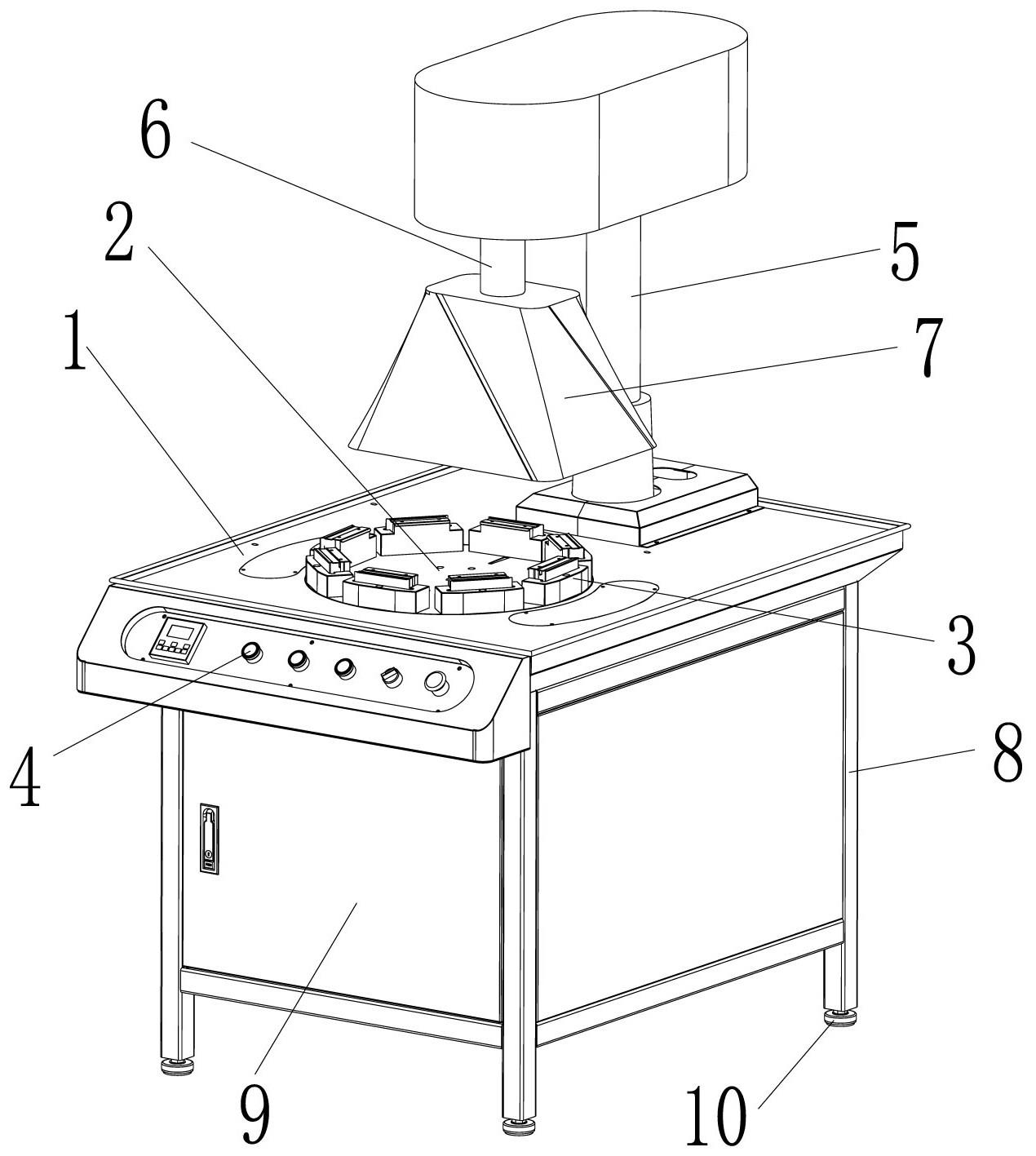
2、为实现上述目的,本实用新型提供如下技术方案:一种转盘式自动攻牙机,包括工作台,安装于工作台上的移送机构、承载机构、攻牙机构和控制机构,所述移送机构设置于工作台的上端中部,包括分度盘和移送电机,移送电机传动分度盘顺时针旋转;所述承载机构安装于分度盘的上端,包括仿形工装,用于承载待攻牙的工件;所述攻牙机构位于分度盘的后端,包括攻牙动力头,所述攻牙动力头位于仿形工装的上端,对待攻牙的工件进行攻牙;所述控制机构位于工作台的前端,与移送机构和攻牙机构电性连接,并控制其运转。
3、作为本技术方案的进一步阐述:
4、优选地,所述移送电机为伺服电机,传动分度盘每转动一次,停滞4s,伺服电机的传动轴上设有光电感应器,实现分度盘精准精确刹车。
5、优选地,所述仿形工装包括4个~8个,多个仿形工装相间隔均匀地分布于分度盘上,每个仿形工装上均设有两个加工工位,可承载两个待攻牙的工件。
6、优选地,所述仿形工装包括工装底座、工装支撑座和仿形座,所述工装底座与分度盘固定连接,工装底座的中部内周设有容置空间,所述工装支撑座可活动地安装于容置空间中,并相对于工装底座向上延伸,所述仿形座横向可活动地安装于工装支撑座的上端,仿形座的形状与待攻牙的工件的形状相匹配,仿形座用于承载待攻牙的工件,两个加工工位分别位于仿形座的上侧两端。
7、优选地,所述攻牙机构还包括攻牙基座和伸缩机构,所述攻牙基座安装于分度盘后端工作台上,伸缩机构安装于攻牙基座的上端前侧,并可相对于工作台向上或向下伸缩,所述攻牙动力头安装于伸缩机构的下端,在伸缩机构的带动作用下相对于仿形工装上待攻牙的工件向下运动对待攻牙的工件进行攻牙或向上运动远离攻牙完成的工件。
8、优选地,所述攻牙动力头包括两个,分别与仿形工装上的两个加工工位相对应,一次可对仿形工装上的两个产品同时进行攻牙。
9、优选地,所述攻牙动力头的外周设有保护罩,保护罩的上端连接于伸缩机构的下端,防止废屑溅出。
10、优选地,所述攻牙动力头对应的分度盘下端的工作台上设有牛眼支撑轴承,所述牛眼支撑轴承与分度盘相接触,用于攻牙过程中支撑分度盘防止分度盘凹陷变形。
11、优选地,所述控制机构为plc控制机构。
12、优选地,所述工作台的下端设有支架,工作台安装于支架的上端,所述机架的四周设有挡板,所述机架四周的下端设有稳定支撑脚。
13、与现有技术相比,本实用新型的有益效果是:
14、其一、本实用新型包括工作台,安装于工作台上的移送机构、承载机构、攻牙机构和控制机构,承载机构安装于分度盘的上端,包括仿形工装,用于承载待攻牙的工件,仿形工装包括4个~8个,多个仿形工装相间隔均匀地分布于分度盘上,每个仿形工装上均设有两个加工工位,可承载两个待攻牙的工件,攻牙动力头包括两个,分别与仿形工装上的两个加工工位相对应,一次可对仿形工装上的两个产品同时进行攻牙,本实用新型设计大大提高了加工效率,克服了现有技术仅能一次对单个工件进行攻牙的缺陷。
15、其二、本实用新型攻牙动力头对应的分度盘下端的工作台上设有牛眼支撑轴承,所述牛眼支撑轴承与分度盘相接触,用于攻牙过程中支撑分度盘防止分度盘凹陷变形,攻牙动力头的外周设有保护罩,保护罩的上端连接于伸缩机构的下端,防止废屑溅出,工作台的下端设有支架,工作台安装于支架的上端,所述机架的四周设有挡板,所述机架四周的下端设有稳定支撑脚,整个加工过程稳定性好,加工质量高,避免了待攻牙工件和攻牙动力头容易出现摆动,攻牙质量无法保证,且产生的废屑多的缺陷,同时无需人工手扶工装放入攻牙头处,整体安全性高,也较低了操作人员的劳动强度。
16、其三、本实用新型仿形工装包括工装底座、工装支撑座和仿形座,所述工装底座与分度盘固定连接,工装底座的中部内周设有容置空间,所述工装支撑座可活动地安装于容置空间中,并相对于工装底座向上延伸,所述仿形座横向可活动地安装于工装支撑座的上端,仿形座的形状与待攻牙的工件的形状相匹配,仿形座用于承载待攻牙的工件,承载稳定,且在攻牙过程中,工装支撑座和仿形座共同进行支撑待攻牙的工件,其大大提高了待攻牙工件的稳定性,防止其晃动,进一步提高了加工质量。
17、其四、本实用新型攻牙机构包括攻牙动力头、攻牙基座和伸缩机构,所述攻牙基座安装于分度盘后端工作台上,伸缩机构安装于攻牙基座的上端前侧,并可相对于工作台向上或向下伸缩,所述攻牙动力头安装于伸缩机构的下端,在伸缩机构的带动作用下相对于仿形工装上待攻牙的工件向下运动对待攻牙的工件进行攻牙或向上运动远离攻牙完成的工件,移送电机为伺服电机,传动分度盘每转动一次,停滞4s,伺服电机的传动轴上设有光电感应器,实现分度盘精准精确刹车,控制机构为plc控制机构,其整体自动化程度高,结构简单设计合理,加工质量高。
技术特征:
1.一种转盘式自动攻牙机,其特征在于:包括工作台,安装于工作台上的移送机构、承载机构、攻牙机构和控制机构,所述移送机构设置于工作台的上端中部,包括分度盘和移送电机,移送电机传动分度盘顺时针旋转;所述承载机构安装于分度盘的上端,包括仿形工装,用于承载待攻牙的工件;所述攻牙机构位于分度盘的后端,包括攻牙动力头,所述攻牙动力头位于仿形工装的上端,对待攻牙的工件进行攻牙;所述控制机构位于工作台的前端,与移送机构和攻牙机构电性连接,并控制其运转。
2.根据权利要求1所述的转盘式自动攻牙机,其特征在于:所述移送电机为伺服电机,传动分度盘每转动一次,停滞4s,伺服电机的传动轴上设有光电感应器,实现分度盘精准精确刹车。
3.根据权利要求2所述的转盘式自动攻牙机,其特征在于:所述仿形工装包括4个~8个,多个仿形工装相间隔均匀地分布于分度盘上,每个仿形工装上均设有两个加工工位,可承载两个待攻牙的工件。
4.根据权利要求3所述的转盘式自动攻牙机,其特征在于:所述仿形工装包括工装底座、工装支撑座和仿形座,所述工装底座与分度盘固定连接,工装底座的中部内周设有容置空间,所述工装支撑座可活动地安装于容置空间中,并相对于工装底座向上延伸,所述仿形座横向可活动地安装于工装支撑座的上端,仿形座的形状与待攻牙的工件的形状相匹配,仿形座用于承载待攻牙的工件,两个加工工位分别位于仿形座的上侧两端。
5.根据权利要求4所述的转盘式自动攻牙机,其特征在于:所述攻牙机构还包括攻牙基座和伸缩机构,所述攻牙基座安装于分度盘后端工作台上,伸缩机构安装于攻牙基座的上端前侧,并可相对于工作台向上或向下伸缩,所述攻牙动力头安装于伸缩机构的下端,在伸缩机构的带动作用下相对于仿形工装上待攻牙的工件向下运动对待攻牙的工件进行攻牙或向上运动远离攻牙完成的工件。
6.根据权利要求5所述的转盘式自动攻牙机,其特征在于:所述攻牙动力头包括两个,分别与仿形工装上的两个加工工位相对应,一次可对仿形工装上的两个产品同时进行攻牙。
7.根据权利要求6所述的转盘式自动攻牙机,其特征在于:所述攻牙动力头的外周设有保护罩,保护罩的上端连接于伸缩机构的下端,防止废屑溅出。
8.根据权利要求7所述的转盘式自动攻牙机,其特征在于:所述攻牙动力头对应的分度盘下端的工作台上设有牛眼支撑轴承,所述牛眼支撑轴承与分度盘相接触,用于攻牙过程中支撑分度盘防止分度盘凹陷变形。
9.根据权利要求8所述的转盘式自动攻牙机,其特征在于:所述控制机构为plc控制机构。
10.根据权利要求1~9任意一项所述的转盘式自动攻牙机,其特征在于:所述工作台的下端设有支架,工作台安装于支架的上端,所述支架的四周设有挡板,所述支架四周的下端设有稳定支撑脚。
技术总结
本技术为一种转盘式自动攻牙机,包括工作台,安装于工作台上的移送机构、承载机构、攻牙机构和控制机构,所述移送机构设置于工作台的上端中部,包括分度盘和移送电机,移送电机传动分度盘顺时针旋转;所述承载机构安装于分度盘的上端,包括仿形工装,用于承载待攻牙的工件;所述攻牙机构位于分度盘的后端,包括攻牙动力头,所述攻牙动力头位于仿形工装的上端,对待攻牙的工件进行攻牙;所述控制机构位于工作台的前端,与移送机构和攻牙机构电性连接,并控制其运转。本技术结构简单设计合理,自动化程度高,加工效率高且操作人员劳动强度小,稳定性好,安全性高,加工质量高。
技术研发人员:张志磷,杨应根
受保护的技术使用者:东莞市中电爱华电子有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!