一种冲裁级进模的制作方法
1.本实用新型涉及冲压模具技术领域,尤其涉及一种汽车五金件生产用的冲裁级进模。
背景技术:
2.在实际冲压裁剪过程中会根据不同的冲裁件来设置或制作模具,一般分为上下两层、凹凸两种,根据冲裁件的形状所需的冲裁步骤会有所不同,但是单一进行冲压裁剪,耗时长效率低,所以一般会采用级进模,级进模是指压力机在一次行程中,依次在几个不同的位置上,同时完成多道工序的冲模。冲裁件在连续模中是逐步成形的,连续成形是工序集中的工艺方法,可使切边、切口、切槽、冲孔、塑性变形、落料等多种工序在一副模具上完成。在一些结构较为复杂的汽车五金件冲压生产中,需要设置多个冲压工序进行连续冲压,生产效率较低,且设备因工序排布较多而占空较大。现需一种能优化该类五金件生产的冲裁级进模。
技术实现要素:
3.针对现有技术中的缺陷,本实用新型提供一种冲裁级进模,以生产效率,节省空间,提升安全性。
4.一种冲裁级进模,包括上模座、下模座、凸模、凹模、凸模固定板、导向柱以及模柄,所述上模座、下模座通过所述导向柱连接,所述模柄设置在所述上模座的上端,所述凸模固定板设置在所述上模座下端,所述凸模与所述凸模固定板活动连接,所述凹模设置在所述下模座上端;其中,所述凸模下端依次设置有圆孔冲模、方孔冲模、压花冲模、第一裁切冲模、第二裁切冲模、刚性落料模,所述凹模上端依次设置有形状匹配且位置对应所述圆孔冲模、方孔冲模、压花冲模、第一裁切冲模、第二裁切冲模、刚性落料模的凹槽。
5.本实用新型一种冲裁级进模通过在所述凸模下端依次设置的各个冲模来实现多级冲压的工序,缩减的工期,提高了工作效率。
6.进一步的,所述的一种冲裁级进模,还包括弹性落料模,该弹性落料模设置在所述凸模的下端,所述弹性落料模的下端设置有圆形橡胶垫,所述凹模上设置有形状匹配且位置对应所述弹性落料模的凹槽。通过设置弹性落料模可以提高落料效率,防止落料的连贯性不足等问题。
7.进一步的,所述圆孔冲模包括小孔冲刀和大孔冲刀。
8.进一步的,所述压花冲模下端设置有形状匹配所述大孔冲刀所形成贯通孔的压花头。
9.进一步的,所述方孔冲模包括第一方形冲头、第二方形冲头以及第三方形冲头。
10.进一步的,所述的一种冲裁级进模,还包括若干导销,所述凸模通过该导销与凸模固定板活动连接。
11.进一步的,所述模柄中套设有顶出杆。
12.进一步的,所述凹模的尾部设置有斜角,为了方便落料不堆积。
13.本实用新型的有益效果体现在:
14.本实用新型一种冲裁级进模通过多级冲孔、落料等设置,提高了冲压工序的连贯性,减少了工序步骤,缩短时间,并且节省了设备的占用空间,大大的提高了工作效率。
附图说明
15.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
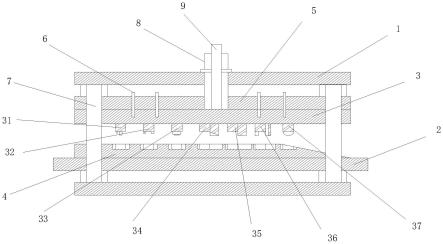
16.图1为本实用新型主体的结构示意图;
17.图2为本实用新型圆孔冲模的结构示意图;
18.图3为本实用新型方孔冲模的结构示意图;
19.图4为本实用新型实施例提供的工件排样的结构示意图。
具体实施方式
20.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
21.需要注意的是,除非另有说明,本申请使用的技术术语或者科学术语应当为本实用新型所属领域技术人员所理解的通常意义。
22.实施例
23.如图1所示,一种冲裁级进模,包括上模座1、下模座2、凸模3、凹模4、凸模固定板5、导向柱7以及模柄8,所述上模座1、下模座2通过所述导向柱7连接,所述模柄8设置在所述上模座1的上端,所述凸模固定板5设置在所述上模座1下端,所述凸模3与所述凸模固定板5活动连接,所述凹模4设置在所述下模座2上端;其中,所述凸模3下端依次设置有圆孔冲模31、方孔冲模32、压花冲模33、第一裁切冲模34、第二裁切冲模35以及刚性落料模36,所述凹模4上端依次设置有形状匹配且位置对应所述圆孔冲模31、方孔冲模32、压花冲模33、第一裁切冲模34、第二裁切冲模35、刚性落料模36的凹槽。
24.本实用新型一种冲裁级进模通过在所述凸模3下端依次设置的各个冲模来实现多级冲压的工序,缩减的工期,提高了工作效率。如图4所示,整个级进模的冲压过程包括a-冲孔、b-冲孔、c-压花、d-切边、e-切边、f-废料落料,共7个步骤,依次通过圆孔冲模31、方孔冲模32、压花冲模33、第一裁切冲模34、第二裁切冲模35以及刚性落料模36来实现。其中对应刚性落料模36的凹槽可以改用通道,直接将废料排除,防止堆积,实际使用可视具体情况选择。
25.在本实施例中,如图4所示,在f-废料落料步骤中可能出现前后两个冲裁件有毛刺连接的情况,所以可以采用弹性落料模37,该弹性落料模37设置在所述凸模3的下端,所述弹性落料模37的下端设置有圆形橡胶垫,所述凹模4上设置有形状匹配且位置对应所述弹性落料模37的凹槽。通过设置弹性落料模37可以提高落料效率,防止落料的连贯性不足等
问题。
26.如图2所示,在本实施例中,所述圆孔冲模31包括小孔冲刀31a和大孔冲刀31b。
27.在本实施例中,所述压花冲模33下端设置有形状匹配所述大孔冲刀31b所形成贯通孔的压花头。如图4所示,该压花头用于对a-冲孔步骤形成的大圆孔进行压花。
28.如图3所示,在本实施例中,所述方孔冲模32包括第一方形冲头32a、第二方形冲头32b以及第三方形冲头32c。
29.在本实施例中,所述的一种冲裁级进模,还包括若干导销6,所述凸模3通过该导销6与凸模固定板5活动连接。
30.在本实施例中,所述模柄8中套设有顶出杆9。
31.在本实施例中,所述凹模4的尾部设置有斜角,为了方便落料不堆积。
32.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。
技术特征:
1.一种冲裁级进模,其特征在于,包括上模座(1)、下模座(2)、凸模(3)、凹模(4)、凸模固定板(5)、导向柱(7)以及模柄(8),所述上模座(1)、下模座(2)通过所述导向柱(7)连接,所述模柄(8)设置在所述上模座(1)的上端,所述凸模固定板(5)设置在所述上模座(1)下端,所述凸模(3)与所述凸模固定板(5)活动连接,所述凹模(4)设置在所述下模座(2)上端;其中,所述凸模(3)下端依次设置有圆孔冲模(31)、方孔冲模(32)、压花冲模(33)、第一裁切冲模(34)、第二裁切冲模(35)以及刚性落料模(36),所述凹模(4)上端依次设置有形状匹配且位置对应所述圆孔冲模(31)、方孔冲模(32)、压花冲模(33)、第一裁切冲模(34)、第二裁切冲模(35)以及刚性落料模(36)的凹槽。2.根据权利要求1所述的一种冲裁级进模,其特征在于,还包括弹性落料模(37),该弹性落料模(37)设置在所述凸模(3)的下端,所述弹性落料模(37)的下端设置有圆形橡胶垫,所述凹模(4)上设置有形状匹配且位置对应所述弹性落料模(37)的凹槽。3.根据权利要求1所述的一种冲裁级进模,其特征在于,所述圆孔冲模(31)包括小孔冲刀(31a)和大孔冲刀(31b)。4.根据权利要求3所述的一种冲裁级进模,其特征在于,所述压花冲模(33)下端设置有形状匹配所述大孔冲刀(31b)所形成贯通孔的压花头。5.根据权利要求1所述的一种冲裁级进模,其特征在于,所述方孔冲模(32)包括第一方形冲头(32a)、第二方形冲头(32b)以及第三方形冲头(32c)。6.根据权利要求1所述的一种冲裁级进模,其特征在于,还包括若干导销(6),所述凸模(3)通过该导销(6)与凸模固定板(5)活动连接。7.根据权利要求1所述的一种冲裁级进模,其特征在于,所述模柄(8)中套设有顶出杆(9)。8.根据权利要求1所述的一种冲裁级进模,其特征在于,所述凹模(4)的尾部设置有斜角。
技术总结
本实用新型公开了一种冲裁级进模,包括上模座、下模座、凸模、凹模、凸模固定板、导向柱以及模柄,所述上模座、下模座通过所述导向柱连接,所述模柄设置在所述上模座的上端,所述凸模固定板设置在所述上模座下端,所述凸模与所述凸模固定板活动连接,所述凹模设置在所述下模座上端;其中,所述凸模下端依次设置有圆孔冲模、方孔冲模、压花冲模、第一裁切冲模、第二裁切冲模、刚性落料模,所述凹模上端依次设置有形状匹配且位置对应所述圆孔冲模、方孔冲模、压花冲模、第一裁切冲模、第二裁切冲模、刚性落料模的凹槽。性落料模的凹槽。性落料模的凹槽。
技术研发人员:汪红燕
受保护的技术使用者:东莞市斯浦昊模具有限公司
技术研发日:2022.12.19
技术公布日:2023/3/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1