一种幕墙铝板连续加工用成型装置的制作方法
本技术涉及幕墙铝板生产,尤其涉及一种幕墙铝板连续加工用成型装置。
背景技术:
1、幕墙是建筑的外墙围护,不承重,像幕布一样挂上去,故又称为“帷幕墙”,是现代大型和高层建筑常用的带有装饰效果的轻质墙体。铝板幕墙是幕墙的一种形式,随着新型建筑外墙的发展,铝板幕墙因其具有的刚性好、重量轻、强度高、耐腐蚀性能好、便于清洁等优点,热度逐渐赶超石材幕墙和玻璃幕墙。随着人们审美水平逐渐提高,建筑外墙的造型也逐渐多变,一些铝板幕墙采用具有曲面的流线性外观,对铝板幕墙的发展也提出了新的考验。
2、现有用于生产弧形幕墙铝板的成型装置在使用过程中存在不足之处,一是其上模和下模的成型面为弧面,弧面的弧度与弧形幕墙铝板的弧度相配合,无法满足不同弧度幕墙铝板的加工需求;二是由于上模和下模的成型面为弧面,其不能实现自动上下料,需要人工操作,加工效率较为低下。
3、因此,需要对现有的幕墙铝板加工用成型装置进行优化改进。
技术实现思路
1、本实用新型的目的在于克服传统技术中存在的上述问题,提供一种幕墙铝板连续加工用成型装置。
2、为实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现:
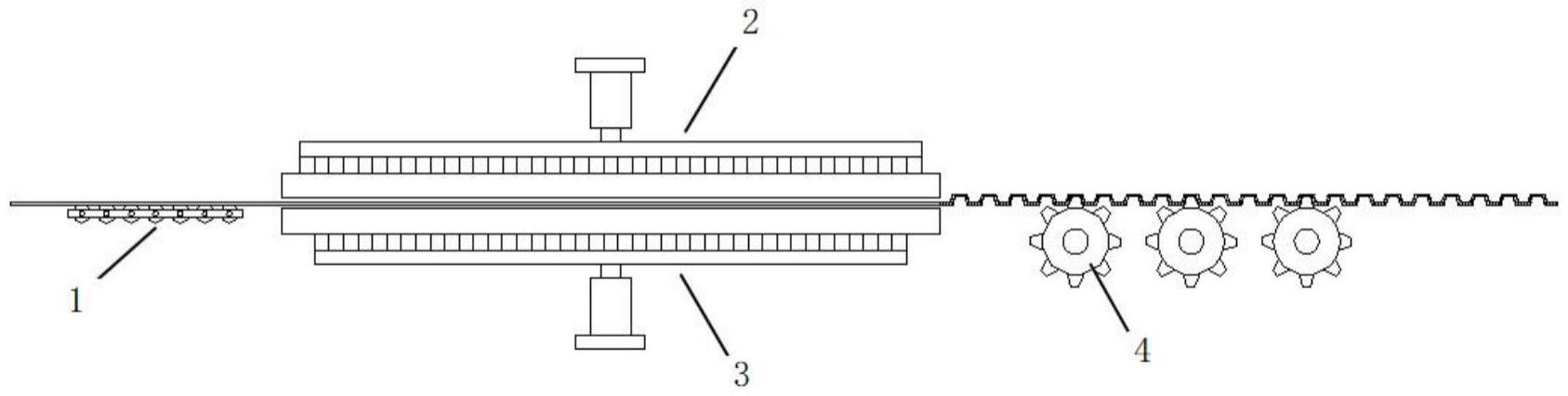
3、一种幕墙铝板连续加工用成型装置,包括由前往后依次设置的带料输送轮、对压组合模具和冲压料输送轮,所述对压组合模具包括上模组件和下模组件;所述上模组件包括第一基座和第二基座,所述第二基座安装有第一液压推杆,所述第一液压推杆的活动端安装有第一推板,所述第一推板的下侧等距安装有一排贯穿第一基座的第一冲压块,所述第一冲压块的底端设有第一冲压头;所述下模组件包括第三基座和第四基座,所述第四基座安装有第二液压推杆,所述第二液压推杆的活动端安装有第二推板,所述第二推板的上侧等距安装有一排贯穿第三基座的第二冲压块,所述第二冲压块的顶端设有第二冲压头;所述第一基座和第三基座之间的区域作为冲压区,铝板带料经所述带料输送轮进入冲压区,在第一冲压头和第二冲压头的共同作用下形成瓦楞形冲压料。
4、进一步地,上述幕墙铝板连续加工用成型装置中,所述第一冲压块和第二冲压块的位置交错分布。
5、进一步地,上述幕墙铝板连续加工用成型装置中,所述第一冲压头和第二冲压头的横截面均为等腰梯形。
6、进一步地,上述幕墙铝板连续加工用成型装置中,所述上模组件位于最靠近带料输送轮的第一冲压头上设有便于将带料切断的切刃,所述第三基座位于切刃的下方嵌入安装有切槽块。
7、进一步地,上述幕墙铝板连续加工用成型装置中,所述冲压料输送轮的辊轮外侧设有与瓦楞形冲压料形状配合的齿棱。
8、本实用新型的有益效果是:
9、本实用新型结构设计合理,其对压组合模具由上模组件和下模组件组成,上模组件和下模组件各自设有能够升降且位置错开的冲压块,在冲压结束后可复位,配合带料输送轮和冲压料输送轮可实现连续自动上下料,冲压得到的瓦楞形冲压料便于弯曲制备不同弧度的弧形幕墙铝板。
10、当然,实施本实用新型的任一产品并不一定需要同时达到以上的所有优点。
技术特征:
1.一种幕墙铝板连续加工用成型装置,其特征在于,包括由前往后依次设置的带料输送轮、对压组合模具和冲压料输送轮,所述对压组合模具包括上模组件和下模组件;所述上模组件包括第一基座和第二基座,所述第二基座安装有第一液压推杆,所述第一液压推杆的活动端安装有第一推板,所述第一推板的下侧等距安装有一排贯穿第一基座的第一冲压块,所述第一冲压块的底端设有第一冲压头;所述下模组件包括第三基座和第四基座,所述第四基座安装有第二液压推杆,所述第二液压推杆的活动端安装有第二推板,所述第二推板的上侧等距安装有一排贯穿第三基座的第二冲压块,所述第二冲压块的顶端设有第二冲压头;所述第一基座和第三基座之间的区域作为冲压区,铝板带料经所述带料输送轮进入冲压区,在第一冲压头和第二冲压头的共同作用下形成瓦楞形冲压料。
2.根据权利要求1所述的幕墙铝板连续加工用成型装置,其特征在于:所述第一冲压块和第二冲压块的位置交错分布。
3.根据权利要求1所述的幕墙铝板连续加工用成型装置,其特征在于:所述第一冲压头和第二冲压头的横截面均为等腰梯形。
4.根据权利要求1所述的幕墙铝板连续加工用成型装置,其特征在于:所述上模组件位于最靠近带料输送轮的第一冲压头上设有便于将带料切断的切刃,所述第三基座位于切刃的下方嵌入安装有切槽块。
5.根据权利要求1所述的幕墙铝板连续加工用成型装置,其特征在于:所述冲压料输送轮的辊轮外侧设有与瓦楞形冲压料形状配合的齿棱。
技术总结
本技术涉及幕墙铝板生产技术领域,尤其涉及一种幕墙铝板连续加工用成型装置,包括由前往后依次设置的带料输送轮、对压组合模具和冲压料输送轮,对压组合模具包括上模组件和下模组件;上模组件和下模组件之间的区域作为冲压区,铝板带料经所述带料输送轮进入冲压区,在第一冲压头和第二冲压头的共同作用下形成瓦楞形冲压料。本技术结构设计合理,其对压组合模具由上模组件和下模组件组成,上模组件和下模组件各自设有能够升降且位置错开的冲压块,在冲压结束后可复位,配合带料输送轮和冲压料输送轮可实现连续自动上下料,冲压得到的瓦楞形冲压料便于弯曲制备不同弧度的弧形幕墙铝板。
技术研发人员:廖毅
受保护的技术使用者:常州毅联幕墙材料有限公司
技术研发日:20221221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!