一种多叶阀叶片加工系统的制作方法
本技术涉及多叶阀领域,具体而言,涉及一种多叶阀叶片加工系统。
背景技术:
1、多叶阀的叶片上分别设置有凸筋及折边,凸筋沿叶片长度方向延伸,用来提升强度。两个折边分别设置于叶片在宽度方向上的相对两侧,用来与相邻的叶片的紧密配合。
2、对于叶片的生产,市面上缺乏自动化的成型系统,需要操作人员利用折弯机对叶片进行多次折弯,从而依次成型凸筋及折边,生产效率低,人力成本较大。
技术实现思路
1、本实用新型的目的在于提供一种多叶阀叶片加工系统,其能够提升多叶阀的叶片的生产效率,降低人力成本。
2、本实用新型的实施例提供一种技术方案:
3、一种多叶阀叶片加工系统,包括第一辊压装置及第二辊压装置,所述第一辊压装置用于在叶片上辊压成型凸筋,并在辊压过程中将所述叶片向所述第二辊压装置输送,所述第二辊压装置用于在所述叶片上辊压成型折边。
4、本实用新型实施例提供的多叶阀叶片加工系统,通过配置第一辊压装置与第二辊压装置实现对叶片上凸筋与折边的辊压成型,代替现有技术中利用折弯机的人为手动折弯成型,降低了人力成本,且加工效率大大提升。
5、在可选的实施方式中,所述多叶阀叶片加工系统还包括控制器,所述控制器分别与所述第一辊压装置及所述第二辊压装置电连接,所述控制器用于控制所述第一辊压装置及所述第二辊压装置分别对所述叶片进行辊压。
6、通过控制器对第一辊压装置及第二辊压装置的自动控制,进一步降低人为工作量,提升自动化程度。
7、在可选的实施方式中,所述多叶阀叶片加工系统还包括上料装置,所述上料装置设置于所述第一辊压装置的上游并与所述控制器电连接,所述上料装置用于在所述控制器的控制下将所述叶片输送至所述第一辊压装置。
8、上料装置在控制器的控制下将叶片自动输送至第一辊压装置,代替人为上料,上料效率大大提升。
9、在可选的实施方式中,所述第一辊压装置上间隔设置有多个凹凸对辊,多个所述凹凸对辊用于对所述叶片的中间区域沿长度方向同步辊压,以在所述叶片的中间区域同步成型多个并列排布的所述凸筋,所述控制器还用于调节多个所述凹凸对辊相互之间的距离。
10、第一辊压装置上配置的多个凹凸对辊能够实现在叶片上同步成型多个凸筋,生产效率大大提升,并且,在控制器的控制下自动调节多个凹凸对辊相互之间的距离,使得第一辊压装置能够满足多种加工需求,成型出多种型号的叶片。
11、在可选的实施方式中,所述凹凸对辊包括相互配合的凹辊与凸辊,所述第一辊压装置上并列设置有第一转轴及第二转轴,多个所述凹凸对辊各自的所述凹辊同轴设置在所述第一转轴上,多个所述凹凸对辊各自的所述凸辊同轴设置在所述第二转轴上。
12、第一转轴与第二转轴的其中之一与动力装置连接,从而在动力装置的驱动下转动,带动凹辊与凸辊转动,从而实现对叶片的辊压成型。
13、在可选的实施方式中,所述第二辊压装置上间隔设置有两个台阶对辊,两个所述台阶对辊用于对所述叶片在宽度方向上的两侧沿长度方向同步辊压,以在所述叶片宽度方向上的两侧同步成型两个所述折边,所述控制器还用于调节两个所述台阶对辊之间的距离。
14、两个台阶对辊分别对应叶片在宽度方向上的两侧,在叶片穿过两个台阶对辊的过程中,两个台阶对辊在叶片的宽度方向上的两侧辊压成型两个折边,代替现有的折弯工艺,效率显著提升。
15、在可选的实施方式中,所述台阶对辊包括第一配合辊与第二配合辊,所述第一配合辊上同轴环设有第一台阶,所述第二配合辊上同轴环设有第二台阶,所述第一台阶与所述第二台阶嵌合。
16、在可选的实施方式中,所述多叶阀叶片加工系统还包括剪切装置,所述剪切装置设置于所述第二辊压装置的下游,所述第二辊压装置用于在辊压所述叶片的同时将所述叶片输送至所述剪切装置,所述剪切装置与所述控制器电连接,用于在所述控制器的控制下在所述叶片的长度方向上的两端分别冲切成型凹口。
17、剪切装置在控制器的控制下实现对辊压成型后的叶片的自动冲切,从而在叶片的长度方向上的两端分别成型凹口,以便叶片在阀体上的安装。
18、在可选的实施方式中,所述多叶阀叶片加工系统还包括校平装置,所述校平装置设置于所述第二辊压装置与所述剪切装置之间并与所述控制器电连接,所述校平装置用于在所述控制器的控制下调整所述叶片的平整度。
19、校平装置实现对叶片的自动化校平,保证叶片质量。
20、在可选的实施方式中,所述多叶阀叶片加工系统还包括下料装置,所述下料装置设置于所述剪切装置的下游并与所述控制器电连接,所述下料装置用于在所述控制器的控制下将所述叶片送离所述剪切装置。
21、下料装置在控制器的控制下代替手动下料,下料效率大大提升,并且显著降低人力成本。
技术特征:
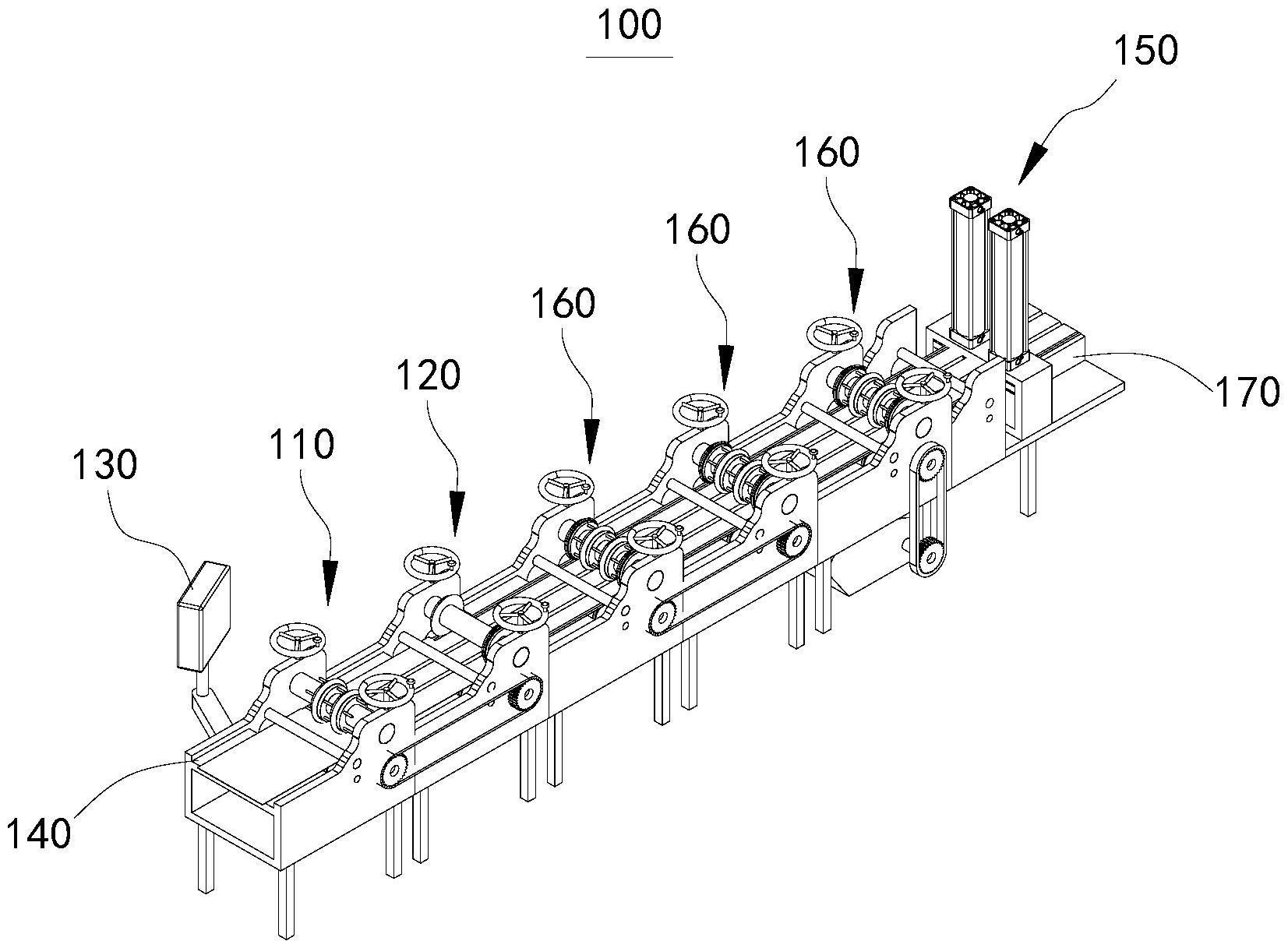
1.一种多叶阀叶片加工系统,其特征在于,包括第一辊压装置(110)及第二辊压装置(120),所述第一辊压装置(110)用于在叶片(200)上辊压成型凸筋(210),并在辊压过程中将所述叶片(200)向所述第二辊压装置(120)输送,所述第二辊压装置(120)用于在所述叶片(200)上辊压成型折边(220)。
2.根据权利要求1所述的多叶阀叶片加工系统,其特征在于,所述多叶阀叶片加工系统(100)还包括控制器(130),所述控制器(130)分别与所述第一辊压装置(110)及所述第二辊压装置(120)电连接,所述控制器(130)用于控制所述第一辊压装置(110)及所述第二辊压装置(120)分别对所述叶片(200)进行辊压。
3.根据权利要求2所述的多叶阀叶片加工系统,其特征在于,所述多叶阀叶片加工系统(100)还包括上料装置(140),所述上料装置(140)设置于所述第一辊压装置(110)的上游并与所述控制器(130)电连接,所述上料装置(140)用于在所述控制器(130)的控制下将所述叶片(200)输送至所述第一辊压装置(110)。
4.根据权利要求2所述的多叶阀叶片加工系统,其特征在于,所述第一辊压装置(110)上间隔设置有多个凹凸对辊(111),多个所述凹凸对辊(111)用于对所述叶片(200)的中间区域沿长度方向同步辊压,以在所述叶片(200)的中间区域同步成型多个并列排布的所述凸筋(210),所述控制器(130)还用于调节多个所述凹凸对辊(111)相互之间的距离。
5.根据权利要求4所述的多叶阀叶片加工系统,其特征在于,所述凹凸对辊(111)包括相互配合的凹辊(1111)与凸辊(1112),所述第一辊压装置(110)上并列设置有第一转轴(1113)及第二转轴(1114),多个所述凹凸对辊(111)各自的所述凹辊(1111)同轴设置在所述第一转轴(1113)上,多个所述凹凸对辊(111)各自的所述凸辊(1112)同轴设置在所述第二转轴(1114)上。
6.根据权利要求2所述的多叶阀叶片加工系统,其特征在于,所述第二辊压装置(120)上间隔设置有两个台阶对辊(121),两个所述台阶对辊(121)用于对所述叶片(200)在宽度方向上的两侧沿长度方向同步辊压,以在所述叶片(200)宽度方向上的两侧同步成型两个所述折边(220),所述控制器(130)还用于调节两个所述台阶对辊(121)之间的距离。
7.根据权利要求6所述的多叶阀叶片加工系统,其特征在于,所述台阶对辊(121)包括第一配合辊(1211)与第二配合辊(1212),所述第一配合辊(1211)上同轴环设有第一台阶,所述第二配合辊(1212)的上同轴环设有第二台阶,所述第一台阶与所述第二台阶嵌合。
8.根据权利要求2所述的多叶阀叶片加工系统,其特征在于,所述多叶阀叶片加工系统(100)还包括剪切装置(150),所述剪切装置(150)设置于所述第二辊压装置(120)的下游,所述第二辊压装置(120)用于在辊压所述叶片(200)的同时将所述叶片(200)输送至所述剪切装置(150),所述剪切装置(150)与所述控制器(130)电连接,用于在所述控制器(130)的控制下在所述叶片(200)的长度方向上的两端分别冲切成型凹口(230)。
9.根据权利要求8所述的多叶阀叶片加工系统,其特征在于,所述多叶阀叶片加工系统(100)还包括校平装置(160),所述校平装置(160)设置于所述第二辊压装置(120)与所述剪切装置(150)之间并与所述控制器(130)电连接,所述校平装置(160)用于在所述控制器(130)的控制下调整所述叶片(200)的平整度。
10.根据权利要求8所述的多叶阀叶片加工系统,其特征在于,所述多叶阀叶片加工系统(100)还包括下料装置(170),所述下料装置(170)设置于所述剪切装置(150)的下游并与所述控制器(130)电连接,所述下料装置(170)用于在所述控制器(130)的控制下将所述叶片(200)送离所述剪切装置(150)。
技术总结
本技术公开了一种多叶阀叶片加工系统,涉及多叶阀领域。该多叶阀叶片加工系统包括第一辊压装置及第二辊压装置,第一辊压装置用于在叶片上辊压成型凸筋,并在辊压过程中将叶片向第二辊压装置输送,第二辊压装置用于在叶片上辊压成型折边。本技术提供的多叶阀叶片加工系统能够降低人力成本,并显著提升叶片的生产效率。
技术研发人员:张伟明,孙龙,汪鑫,李恒
受保护的技术使用者:江苏盛剑环境设备有限公司
技术研发日:20221221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!