一种进油嘴焊接定位机构的制作方法
本技术属于液压缸加工,更具体地说,特别涉及一种进油嘴焊接定位机构。
背景技术:
1、液压油缸对于液压机械来说是非常重要的一个部件,在整个液压机械中扮演一个执行元件的角色,整个过程中液压油缸就是把液压能转换成机械能,需要上升时使液压油经过一个单向阀进入油缸,这时进入油缸的液压油因为单向阀的原因不能再倒退回来,逼迫缸杆向上,然后在做工继续使液压油不断进入液压缸,就这样不断上升,要降的时候就打开液压阀,使液压油回到油箱,为提升液压油缸的伸缩长度,提高液压油缸的支撑强度,延伸出了多级套筒液压油缸等产品,而液压油缸的进油嘴在加工时均需要进行焊接,因此就需要夹紧定位。
2、现在的液压油缸进油嘴在焊接时使用的夹紧定位装置在对工件夹紧时,因为外缸筒的直径存在尺寸公差,吊耳轴头的直径也存在尺寸公差,所以在夹紧时容易出现中心高度误差,无法在水平方向精确定位,进而就难以保证进油嘴与缸筒吊耳轴头中心的平行度和位置度要求。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种进油嘴焊接定位机构,以解决现在的进油嘴定位装置在夹紧时容易出现中心高度误差,无法精确定位,难以保证平行度和位置度要求的问题。
2、本实用新型进油嘴焊接定位机构的目的与功效,由以下具体技术手段所达成:
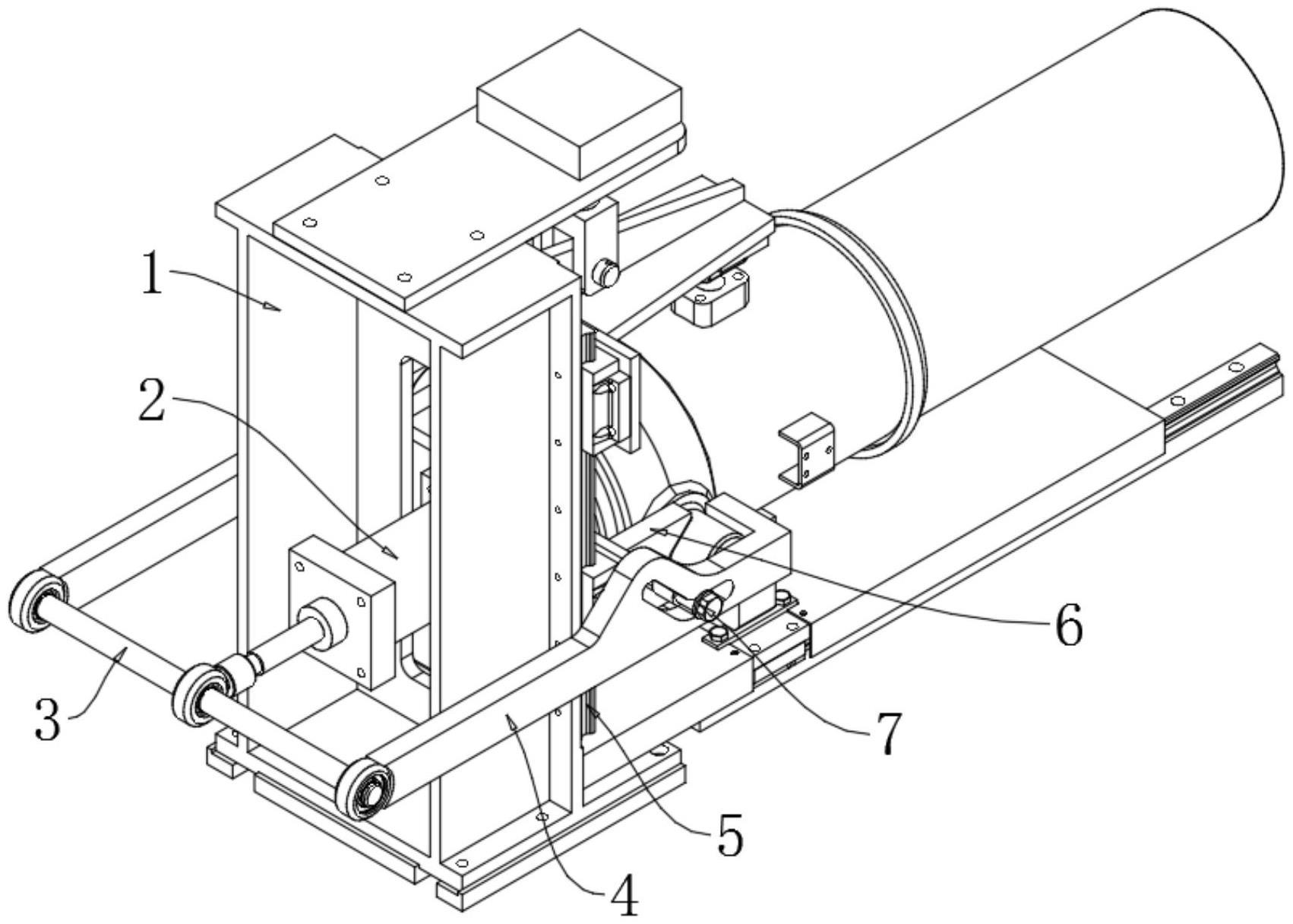
3、一种进油嘴焊接定位机构,包括:机座;所述机座的内侧固定安装有一个气缸;所述气缸的左端通过轴承转动连接有一根浮动连杆;所述浮动连杆的前后端均通过轴承转动连接有一根凸轮拉杆;所述机座的右侧前后方固定设置有共两道线轨;两道所述线轨的右侧滑动安装有一个v型定位滑座;所述v型定位滑座的前后侧均固定设置有一个凸轮轴销;所述机座的底部还设置有一个下支撑座;所述下支撑座的顶部滑动安装有一组v型平移滑座;所述下支撑座上还通过螺纹安装有一根预定位调节螺杆。
4、进一步的,所述凸轮拉杆上均设置有一道弯曲的条形孔,两个凸轮轴销分别嵌入这两道弯曲的条形孔中并能在其内部滑动。
5、进一步的,所述凸轮拉杆上的条形孔均为左侧高右侧低的弯曲条形孔,且气缸收缩后凸轮轴销会滑动到弯曲条形孔的最左侧。
6、进一步的,所述v型定位滑座右侧前后方为两块板状结构,且这两块板的右侧中间位置均设置有一个v形槽。
7、进一步的,所述预定位调节螺杆位于v型定位滑座的中间位置下方,v型定位滑座下滑后其底部面能够与预定位调节螺杆的顶端接触。
8、进一步的,所述凸轮拉杆的右侧均为l形弯折结构,且凸轮拉杆右侧的弯折部分均朝向本装置的中间位置弯折。
9、与现有技术相比,本实用新型具有如下有益效果:
10、本实用新型中的凸轮拉杆在左右移动时,通过其右侧的弯曲条形孔与凸轮轴销配合能够进行上下摆动,在定位前可先通过旋转调整预定位调节螺杆顶端的所处高度,最终使v型定位滑座的中心位置低于缸筒吊耳轴头中心位置1-1.5cm即可,后期在将气缸伸长带动凸轮拉杆将吊耳轴头夹紧时,v型定位滑座能够与预定位调节螺杆的顶端脱离向上浮动,同时工件由于自身重量始终贴合在v型定位滑座右侧,因此便能自动补偿中心高度误差,同时实现精确定位,进而能够保证平行度和位置度要求。
技术特征:
1.一种进油嘴焊接定位机构,其特征在于,包括:机座(1);所述机座(1)的内侧固定安装有一个气缸(2);所述气缸(2)的左端通过轴承转动连接有一根浮动连杆(3);所述浮动连杆(3)的前后端均通过轴承转动连接有一根凸轮拉杆(4);所述机座(1)的右侧前后方固定设置有共两道线轨(5);两道所述线轨(5)的右侧滑动安装有一个v型定位滑座(6);所述v型定位滑座(6)的前后侧均固定设置有一个凸轮轴销(7);所述机座(1)的底部还设置有一个下支撑座(10);所述下支撑座(10)的顶部滑动安装有一组v型平移滑座(9);所述下支撑座(10)上还通过螺纹安装有一根预定位调节螺杆(8)。
2.如权利要求1所述进油嘴焊接定位机构,其特征在于:所述v型定位滑座(6)右侧前后方为两块板状结构,且这两块板的右侧中间位置均设置有一个v形槽。
3.如权利要求1所述进油嘴焊接定位机构,其特征在于:所述凸轮拉杆(4)的右侧均为l形弯折结构,且凸轮拉杆(4)右侧的弯折部分均朝向本装置的中间位置弯折。
4.如权利要求1所述进油嘴焊接定位机构,其特征在于:所述凸轮拉杆(4)上均设置有一道弯曲的条形孔,两个凸轮轴销(7)分别嵌入这两道弯曲的条形孔中并能在其内部滑动。
5.如权利要求1所述进油嘴焊接定位机构,其特征在于:所述凸轮拉杆(4)上的条形孔均为左侧高右侧低的弯曲条形孔,且气缸(2)收缩后凸轮轴销(7)会滑动到弯曲条形孔的最左侧。
6.如权利要求1所述进油嘴焊接定位机构,其特征在于:所述预定位调节螺杆(8)位于v型定位滑座(6)的中间位置下方,v型定位滑座(6)下滑后其底部面能够与预定位调节螺杆(8)的顶端接触。
技术总结
本技术提供一种进油嘴焊接定位机构,涉及液压缸加工技术领域,解决了现在的进油嘴定位装置在夹紧时容易出现中心高度误差,无法精确定位,难以保证平行度和位置度要求的问题;包括机座;所述机座的内侧固定安装有一个气缸;所述气缸的左端通过轴承转动连接有一根浮动连杆;所述浮动连杆的前后端均通过轴承转动连接有一根凸轮拉杆;所述V型定位滑座的前后侧均固定设置有一个凸轮轴销;所述机座的底部还设置有一个下支撑座;所述下支撑座的顶部滑动安装有一组V型平移滑座;所述下支撑座上还通过螺纹安装有一根预定位调节螺杆;本装置在定位时能自动补偿中心高度误差,同时实现精确定位,进而能够保证平行度和位置度要求。
技术研发人员:刘晶,杨杰,王道岁,朱伟
受保护的技术使用者:十堰杰鼎油缸制造有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!