一种加工三角的快换加工装置的制作方法
【】本技术涉及机械加工领域,具体涉及一种加工三角的快换加工装置。
背景技术
0、
背景技术:
1、三角是针织圆机的关键器材之一,其生产工序较多,其中外形与跑道主要依靠加工中心铣削。目前,行业内多使用板材加工工装,如附图5所示,现有加工工装使用螺钉8将工装板6固定在加工中心工作台5上,并且工件7与工装板6之间的固定也使用螺钉8。这样的生产方式,拆装工件7会占用很大一部分时间,降低了加工工装的开动率。另外,使用螺钉8连接工件7与工装板6,反复拆装会造成工装板6上的螺纹孔滑牙失效,工装板6更换较频繁,成本高。
2、鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现思路
0、
技术实现要素:
1、本实用新型要解决现有技术中三角加工效率慢和工装板更换较频繁的技术问题,在于提供一种三角加工效率高、快换板使用寿命长的加工三角的快换加工装置。
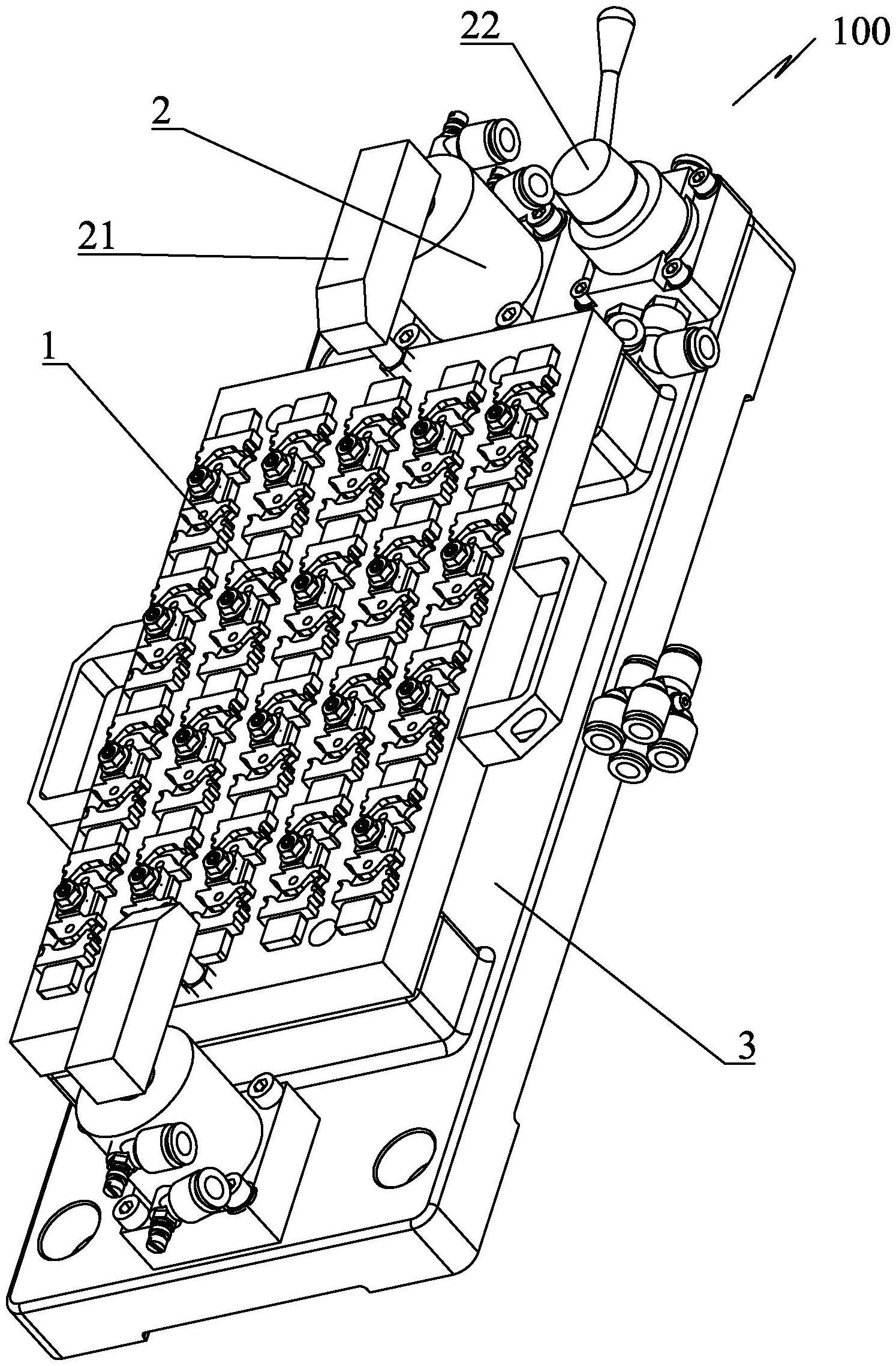
2、本实用新型是这样实现的:一种加工三角的快换加工装置,包括快换机构、压紧机构和加工底座,所述压紧机构安装于加工底座顶面,所述快换机构与加工底座可拆卸连接,加工时快换机构通过压紧机构压紧于加工底座的顶面。
3、进一步的,所述快换机构与加工底座之间通过定位销可拆卸连接;所述定位销包括圆柱定位销和菱形定位销,快换机构与加工底座的一端通过圆柱定位销相连接,快换机构与加工底座的另一端通过菱形定位销相连接。
4、进一步的,所述快换机构包括快换板和导套,所述快换板的底面形成有安装孔,所述导套装配于安装孔内;所述加工底座包括底板、第一安装座和第二安装座;所述第一安装座和第二安装座均固定安装于底板顶面,所述第一安装座和第二安装座相对设置;所述第一安装座的顶面形成有第一销孔,所述圆柱定位销的底部装配于第一销孔内;所述第二安装座的顶面形成有第二销孔,所述菱形定位销的底部装配于第二销孔内;快换机构压紧于加工底座顶面时,所述圆柱定位销和菱形定位销的顶部均装配于导套内部。
5、进一步的,所述压紧机构包括压紧组件和手动换向阀,所述手动换向阀与压紧组件相连接,所述手动换向阀驱使压紧组件转动。
6、进一步的,所述压紧组件包括伸缩气缸和压紧部,所述伸缩气缸的输出端和压紧部相连接;所述压紧部包括转动块和压紧块,所述压紧块的顶部和转动块的底面相连接。
7、进一步的,所述快换机构的顶面设有多个对三角毛坯进行限位的限位组件;所述限位组件包括相对设置的限位凸台和压料部,所述限位凸台和压料部之间设有定位凸台,所述三角毛坯的底面形成有与定位凸台相配合的定位槽。
8、进一步的,所述压料部包括底端旋入快换板的紧定螺钉,所述紧定螺钉的外部从上至下依次装配有螺母、压块和弹性件;所述压块朝向限位凸台的一侧具有驱使三角毛坯顶紧于限位凸台的斜面。
9、进一步的,所述弹性件为弹簧。
10、进一步的,多个所述限位组件成矩阵式排列设于快换机构的顶面。
11、进一步的,所述快换板的两侧还分别设有把手。
12、本实用新型的优点在于:
13、1、本实用新型的加工三角的快换加工装置将多个三角毛坯统一装配于快换板上,加工完后压紧机构松开快换板,可直接取出快换板并将另外一块已装好三角毛坯的快换板换上即可立即加工;节约了拆装三角毛坯的等待时间,提高了加工效率;另外通过机外拆装三角毛坯,也能减轻操作人员劳动强度。
14、2、快换板装配于加工底座上时,通过定位销进行定位,圆柱定位销和菱形定位销相配合实现“一面两孔”组合完全定位,不仅是增加快换板两安装孔连心线方向上的间隙并减小转角位误差的有效措施,而且还能保证加工时快换板不发生水平方向的转动;即不仅保证快换板能够顺利装卸,而且使得快换板定位精度得到提高,从而保证三角毛坯的加工精度。
15、3、快换板上的压料部可以避免紧定螺钉与快换板上螺纹孔的反复拆装,提高快换板上螺纹孔寿命,避免频繁更换快换板,进而加工成本。
技术特征:
1.一种加工三角的快换加工装置,其特征在于:包括快换机构、压紧机构和加工底座,所述压紧机构安装于加工底座顶面,所述快换机构与加工底座可拆卸连接,加工时通过压紧机构将快换机构压紧于加工底座的顶面。
2.如权利要求1所述的加工三角的快换加工装置,其特征在于:所述快换机构与加工底座之间通过定位销可拆卸连接;所述定位销包括圆柱定位销和菱形定位销,快换机构与加工底座的一端通过圆柱定位销相连接,快换机构与加工底座的另一端通过菱形定位销相连接。
3.如权利要求2所述的加工三角的快换加工装置,其特征在于:所述快换机构包括快换板和导套,所述快换板的底面形成有安装孔,所述导套装配于安装孔内;所述加工底座包括底板、第一安装座和第二安装座;所述第一安装座和第二安装座均固定安装于底板顶面,所述第一安装座和第二安装座相对设置;所述第一安装座的顶面形成有第一销孔,所述圆柱定位销的底部装配于第一销孔内;所述第二安装座的顶面形成有第二销孔,所述菱形定位销的底部装配于第二销孔内;快换机构压紧于加工底座顶面时,所述圆柱定位销和菱形定位销的顶部均装配于导套内部。
4.如权利要求3所述的加工三角的快换加工装置,其特征在于:所述压紧机构包括压紧组件和手动换向阀,所述手动换向阀与压紧组件相连接,所述手动换向阀驱使压紧组件转动。
5.如权利要求4所述的加工三角的快换加工装置,其特征在于:所述压紧组件包括伸缩气缸和压紧部,所述伸缩气缸的输出端和压紧部相连接;所述压紧部包括转动块和压紧块,所述压紧块的顶部和转动块的底面相连接。
6.如权利要求1-5任意一项所述的加工三角的快换加工装置,其特征在于:所述快换机构的顶面设有多个对三角毛坯进行限位的限位组件;所述限位组件包括相对设置的限位凸台和压料部,所述限位凸台和压料部之间设有定位凸台,所述三角毛坯的底面形成有与定位凸台相配合的定位槽。
7.如权利要求6所述的加工三角的快换加工装置,其特征在于:所述压料部包括底端旋入快换板的紧定螺钉,所述紧定螺钉的外部从上至下依次装配有螺母、压块和弹性件;所述压块朝向限位凸台的一侧具有驱使三角毛坯顶紧于限位凸台的斜面。
8.如权利要求7所述的加工三角的快换加工装置,其特征在于:所述弹性件为弹簧。
9.如权利要求6所述的加工三角的快换加工装置,其特征在于:多个所述限位组件成矩阵式排列设于快换机构的顶面。
10.如权利要求5所述的加工三角的快换加工装置,其特征在于:所述快换板的两侧还分别设有把手。
技术总结
本技术提供了一种加工三角的快换加工装置,包括快换机构、压紧机构和加工底座,所述压紧机构安装于加工底座顶面,所述快换机构与加工底座可拆卸连接,加工时通过压紧机构将快换机构压紧于加工底座的顶面。本技术的优点:通过将多个三角毛坯统一装配于快换板上,加工完后压紧机构松开快换板,可直接取出快换板并将另外一块已装好三角毛坯的快换板换上即可立即加工;节约了拆装三角毛坯的等待时间,提高了加工效率;另外通过机外拆装三角毛坯,也能减轻操作人员劳动强度。
技术研发人员:许鸿捷,杨圭寅
受保护的技术使用者:石狮市汇星机械有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!