一种舵机和空气舵角度定位加工夹具的制作方法
本技术涉及夹具,尤其涉及一种舵机和空气舵角度定位加工夹具。
背景技术:
1、目前空气舵和舵机加工时,要求空气舵和舵机放在一起配做,往往先由钳工划线找正,然后用l型直板固定,加工锥销柱。在加工过程当中,一方面对孔到直边的尺寸精度要求非常高,另一方面要求一次性加工完成,再者空气舵要和舵机成角度关系,角度精度要求也非常高。现有的加工过程存在需要两次装夹且装夹时夹紧力不好掌握、空气舵上下两个面成一定角度难放平、装夹容易变形等问题,不能保证定位精度也不能确保加工尺寸准确。
技术实现思路
1、本实用新型旨在解决现有技术的不足,而提供一种舵机和空气舵角度定位加工夹具。
2、本实用新型为实现上述目的,采用以下技术方案:
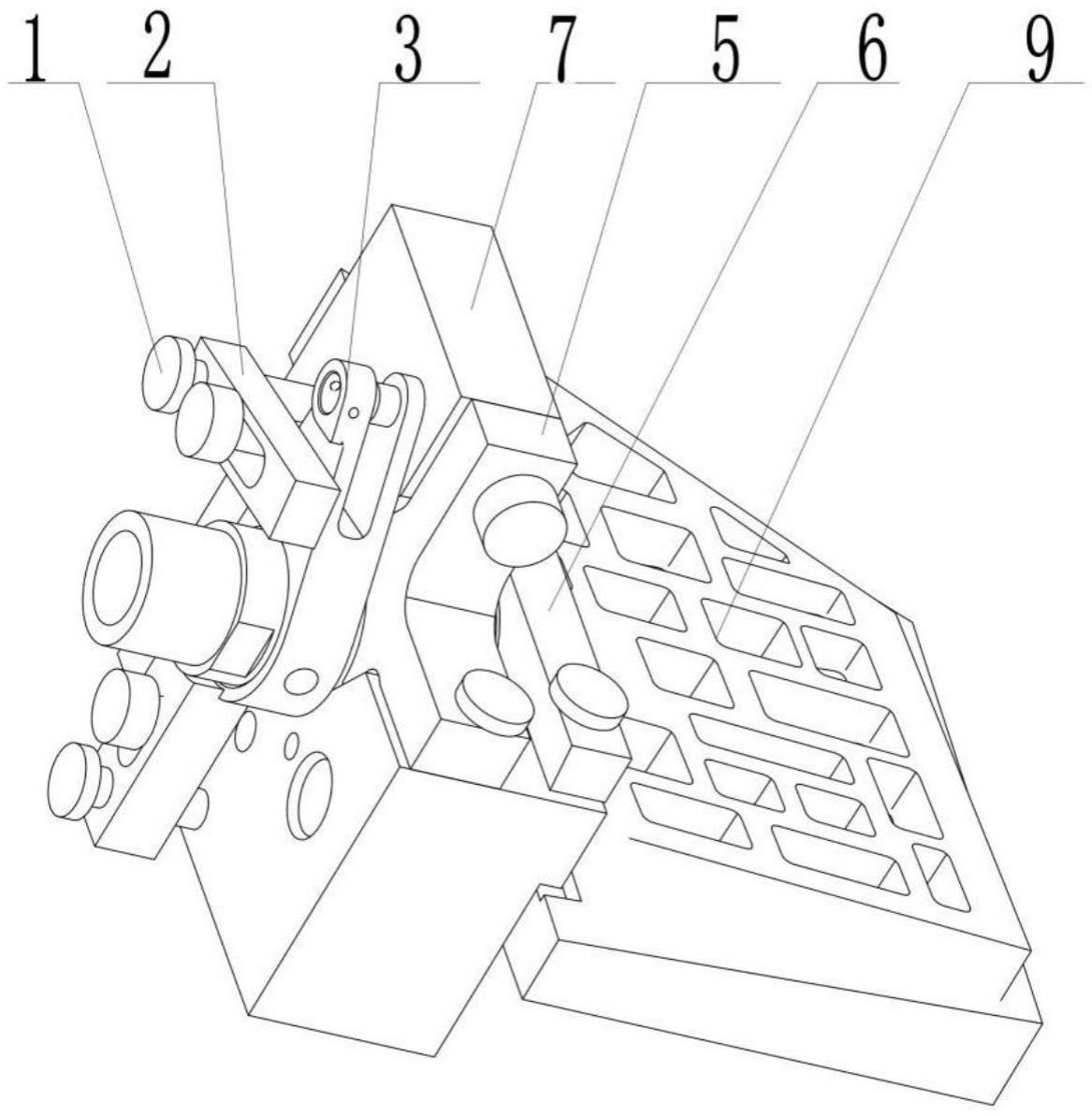
3、一种舵机和空气舵角度定位加工夹具,包括螺栓、压板、销钉、压紧块、梯形压板、固定块和底板,所述的固定块用螺栓连接在底板的一侧,所述的固定块两侧分别连接舵机和空气舵,所述的固定块上设有用于定位空气舵的定位口,所述的空气舵用压紧块定位,所述的空气舵用梯形压板压紧,所述的固定块与舵机通过销钉连接,所述的舵机用压板压紧。
4、所述的压紧块用螺栓连接到固定块的定位口上方,所述的梯形压板位于压紧块内侧,用螺栓连接在固定块上。
5、所述的舵机上的销孔与固定块的销孔配合。
6、所述的压板有两个,所述的压板用螺栓连接在固定块上。
7、本实用新型的有益效果是:
8、与现有技术相比,本实用新型能快速定位,安装方便,每次安装定位点都在一个位置,角度得到保障;减少工件装夹次数,提高了加工精准度;可以有效减少工件在加工过程中出现变形,提高了工件的质量和生产效率。
技术特征:
1.一种舵机和空气舵角度定位加工夹具,其特征在于,包括螺栓(1)、压板(2)、销钉(4)、压紧块(5)、梯形压板(6)、固定块(7)和底板(8),所述的固定块(7)用螺栓(1)连接在底板(8)的一侧,所述的固定块(7)两侧分别连接舵机(3)和空气舵(9),所述的固定块(7)上设有用于定位空气舵(9)的定位口,所述的空气舵(9)用压紧块(5)定位,所述的空气舵(9)用梯形压板(6)压紧,所述的固定块(7)与舵机(3)通过销钉(4)连接,所述的舵机(3)用压板(2)压紧。
2.根据权利要求1所述的舵机和空气舵角度定位加工夹具,其特征在于,所述的压紧块(5)用螺栓(1)连接到固定块(7)的定位口上方,所述的梯形压板(6)位于压紧块(5)内侧,用螺栓(1)连接在固定块(7)上。
3.根据权利要求1所述的舵机和空气舵角度定位加工夹具,其特征在于,所述的舵机(3)上的销孔与固定块(7)的销孔配合。
4.根据权利要求1所述的舵机和空气舵角度定位加工夹具,其特征在于,所述的压板(2)有两个,所述的压板(2)用螺栓(1)连接在固定块(7)上。
技术总结
一种舵机和空气舵角度定位加工夹具,包括螺栓、压板、销钉、压紧块、梯形压板、固定块和底板,所述的固定块用螺栓连接在底板的一侧,所述的固定块两侧分别连接舵机和空气舵,所述的固定块上设有用于定位空气舵的定位口,所述的空气舵用压紧块定位,所述的空气舵用梯形压板压紧,所述的固定块与舵机通过销钉连接,所述的舵机用压板压紧。与现有技术相比,本技术能快速定位,安装方便,每次安装定位点都在一个位置,角度得到保障;减少工件装夹次数,提高了加工精准度;可以有效减少工件在加工过程中出现变形,提高了工件的质量和生产效率。
技术研发人员:赵立佳,汪诗兵,王坤
受保护的技术使用者:天津市航宇嘉瑞科技股份有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!