一种锅炉集箱孔加工的定位装置的制作方法
本技术涉及锅炉集箱加工领域,尤其涉及一种锅炉集箱孔加工的定位装置。
背景技术:
1、锅炉集箱管接头装焊时,为满足装焊质量要求,管孔常采用“盆子口”结构,其型面包括平面、台阶面、圆弧面、斜面(坡口面)。原有工艺在摇臂钻床上加工,操作工根据型面磨削出刃口,按工序加工出平面、台阶面、弧面、坡口面,工作量大,对操作工技能要求高;效率低,噪音大,影响职工职业健康。成型面质量的不稳定性,影响后期管接头装焊质量,给生产带来不便。
2、现有背景同类产品或技术的现状及缺点如下:
3、1、加工锅炉集箱“盆子口”时,刀具刃磨需满足型面加工要求,对操作工技能要求高,劳动强度大。
4、2、工艺工序多,有加工平面、台阶面、弧面、坡口面多道工序,工序多,生产效率低。
5、3、锅炉集箱“盆子口”型面加工精度低,型面加工质量不稳定,表面粗糙度无法满足产品要求。
6、4、刀具刃磨现场,有粉尘、烟雾,作业环境差。
技术实现思路
1、本实用新型的一种锅炉集箱孔加工的定位装置,用于解决背景技术中锅炉集箱孔加工时因需要加工的刀具多、工序多、对操作工技能要求高而造成的加工效率低、产品质量不稳定等技术问题。
2、本实用新型提供的技术方案如下:一种锅炉集箱孔加工的定位装置,包括:定位刀体,以及设置在定位刀体一端的凸台,其特征在于,凸台上设置有三个刀条位,各刀条位内各自对应、可拆卸的连接有刮削刀、阶面刀和圆弧坡口刀;刮削刀、阶面刀和圆弧坡口刀的运行切线与所加工的孔型面相匹配。
3、进一步的,刀条位安装面与凸台中心线偏角ɑ为3°~5°,刮削刀、阶面刀和圆弧坡口刀均与各刀条位安装面平行。
4、进一步的,刀条位上开设有螺纹孔,刮削刀、阶面刀和圆弧坡口刀均通过螺钉压紧定位,螺钉螺纹连接在螺纹孔内。
5、进一步的,圆弧坡口刀包括:斜面刃口和弧面刃口,斜面刃口和弧面刃口分别加工坡口面和弧面。
6、进一步的,刮削刀的刀头高于阶面刀的刀头1.5~2mm,圆弧坡口刀的弧面刃口顶点位置与阶面刀的平面刀头等高。
7、进一步的,圆弧坡口刀运行切线的直径比阶面刀的运行切线的直径大,阶面刀的运行切线的直径比刮削刀的运行切线的直径大。
8、进一步的,刮削刀和阶面刀为正方形结构。
9、与现有技术相比,本实用新型的有益效果是:
10、(1)本实用新型锅炉集箱孔加工的定位装置,通过设置加工不同部位的刀具,将锅炉集箱孔“盆子口”分步加工工序改进为一次加工成型工艺,极大提高了刮削加工效率和加工质量的稳定性,降本增效显著;一次加工成型,锅炉集箱孔“盆子口”型面内壁光滑,避免了多道工序加工带来的质量问题。
11、(2)刀条位中心线与凸台中心线有一定偏角,确保刮削刀、阶面刀、圆弧坡口刀运行切线与集箱孔“盆子口”型面相匹配,有效减少了刀片切削角度的磨损,同时保证切屑从定位刀体与凸台的空隙流出而不损伤集箱母材。
12、(3)刮削刀、阶面刀、圆弧坡口刀分别设定有三种结构切削刀片,安装位置有差异,逐步完成了集箱“盆子口”的平面加工、台阶面加工、弧面加工、坡口面加工,定位刀体整体刚性高,不易断刀。
13、(4)本实用新型锅炉集箱孔加工的定位装置,通过调整刮削刀、阶面刀、圆弧坡口刀的位置,保证其运行切线与集箱孔“盆子口”型面相匹配,可以适应多尺寸孔位的加工,适应性强,目前已涉及φ42、φ51等多个品种。
14、(5)采用本实用新型锅炉集箱孔加工的定位装置在数控钻床上使用,只需要编辑好数控程序即可加工,对操作工技能水平要求低、加工效率提高,适合推广应用。
15、(6)本实用新型锅炉集箱孔加工的定位装置,重复利用率高,在满足装夹条件下刮削刀、阶面刀、圆弧坡口刀可根据使用磨损情况更换,定位刀体可重复使用,通用性强。
16、(7)本实用新型锅炉集箱孔加工的定位装置中的刮削刀、阶面刀采用正方形结构,正方形结构四边都可用于加工,有效提高刀片利用率,降本增效。
技术特征:
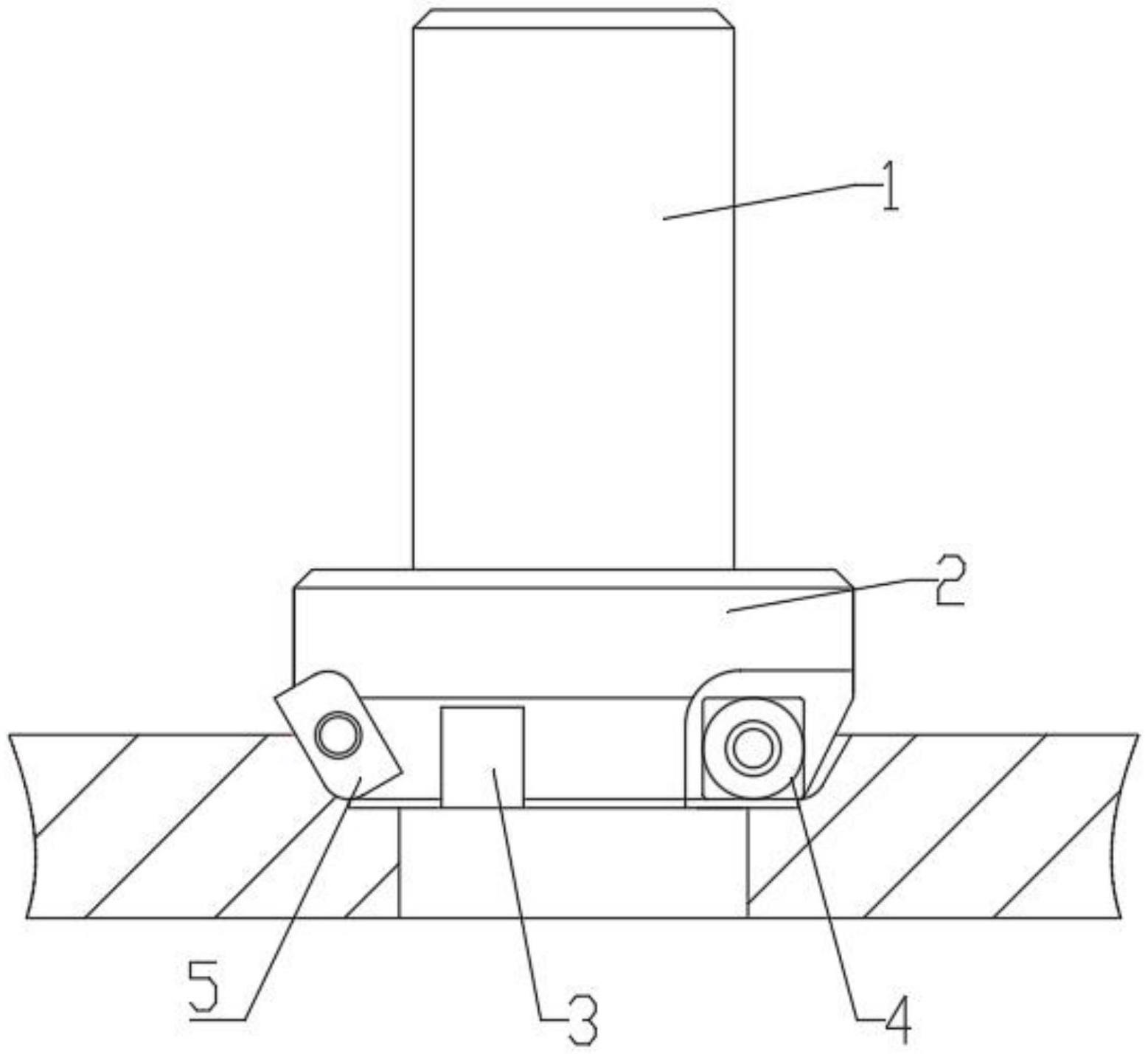
1.一种锅炉集箱孔加工的定位装置,包括:定位刀体(1),以及设置在所述定位刀体(1)一端的凸台(2),其特征在于,所述凸台(2)上设置有三个刀条位,各所述刀条位内各自对应、可拆卸的连接有刮削刀(3)、阶面刀(4)和圆弧坡口刀(5);所述刮削刀(3)、所述阶面刀(4)和所述圆弧坡口刀(5)的运行切线与所加工的孔型面相匹配。
2.如权利要求1所述的一种锅炉集箱孔加工的定位装置,其特征在于,所述刀条位安装面与凸台中心线偏角ɑ为3°~5°,所述刮削刀(3)、所述阶面刀(4)和所述圆弧坡口刀(5)均与各所述刀条位安装面平行。
3.如权利要求1所述的一种锅炉集箱孔加工的定位装置,其特征在于,所述刀条位上开设有螺纹孔,所述刮削刀(3)、所述阶面刀(4)和所述圆弧坡口刀(5)均通过螺钉压紧定位,所述螺钉螺纹连接在螺纹孔内。
4.如权利要求1所述的一种锅炉集箱孔加工的定位装置,其特征在于,所述圆弧坡口刀(5)包括:斜面刃口和弧面刃口,所述斜面刃口和所述弧面刃口分别加工坡口面和弧面。
5.如权利要求4所述的一种锅炉集箱孔加工的定位装置,其特征在于,所述刮削刀(3)的刀头高于所述阶面刀(4)的刀头1.5~2mm,所述圆弧坡口刀(5)的弧面刃口顶点位置与所述阶面刀(4)的平面刀头等高。
6.如权利要求1所述的一种锅炉集箱孔加工的定位装置,其特征在于,所述圆弧坡口刀(5)运行切线的直径比所述阶面刀(4)的运行切线的直径大,所述阶面刀(4)的运行切线的直径比所述刮削刀(3)的运行切线的直径大。
7.如权利要求1所述的一种锅炉集箱孔加工的定位装置,其特征在于,所述刮削刀(3)和所述阶面刀(4)为正方形结构。
技术总结
本技术提供了一种锅炉集箱孔加工的定位装置,包括:定位刀体,以及设置在定位刀体一端的凸台,其特征在于,凸台上设置有三个刀条位,各刀条位内各自对应、可拆卸的连接有刮削刀、阶面刀和圆弧坡口刀;刮削刀、阶面刀和圆弧坡口刀的运行切线与所加工的孔型面相匹配。本技术的一种锅炉集箱孔加工的定位装置,用于解决锅炉集箱孔加工时因需要加工的刀具多、工序多、对操作工技能要求高而造成的加工效率低、产品质量不稳定等技术问题。
技术研发人员:钱磊,陆红星,李双双,施金铜,张佳,孙锷,陈全,黄国权,程斌
受保护的技术使用者:南通万达能源动力科技有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!