一种用于挤压高强度铝合金型材的无直边工作带模具的制作方法
本技术涉及型材挤压,具体地说是一种用于挤压高强度铝合金型材的无直边工作带模具。
背景技术:
1、在高强度铝合金型材技术中,采用的模具一般为上下模结构设计,且模具的进料口和出料口的中轴线一般设置在模具的中轴线上。现有的模具有一个最大的缺点,就是他对型材的宽厚比有要求,宽厚比需要小于10,否则会无法成行。
技术实现思路
1、本实用新型的目的是针对现有技术存在的问题,提供一种
2、本实用新型的目的是通过以下技术方案解决的:
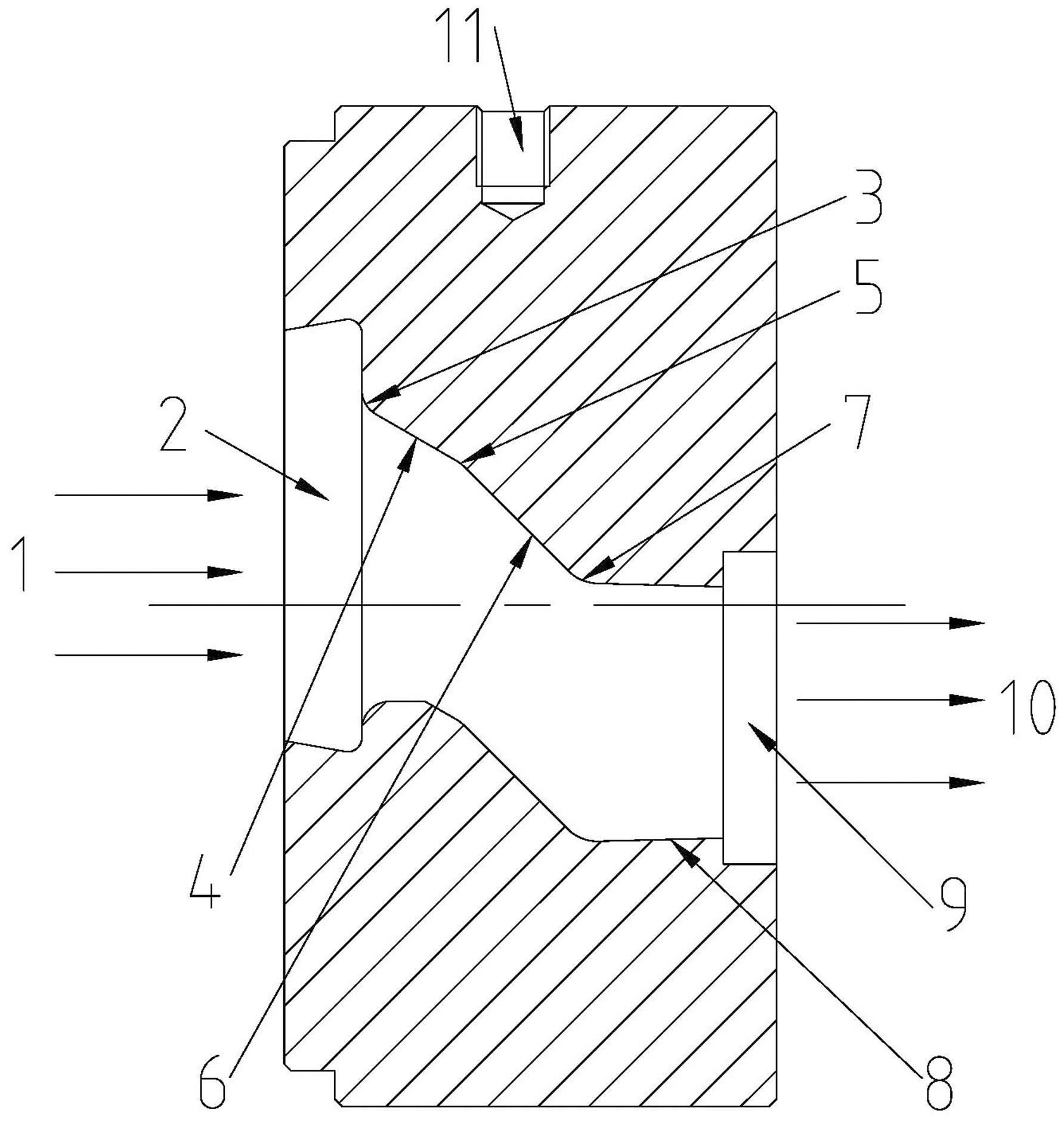
3、一种用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:该模具包括中轴线上下错位设置的进料口和出料口,在进料口处设有导流腔且出料口处设有后空刀,沿着物料流动方向的导流腔和后空刀之间依次设置有第一挤压变形区、第二挤压变形区和出料区,第一挤压变形区和第二挤压变形区皆沿着物料流动方向向下倾斜设置且第二挤压变形区的倾斜角度大于第一挤压变形区。
4、所述的出料区相对于模具的中轴线平行设置且出料区的内径沿着物料流动方向渐缩。
5、所述出料区的出口内径相比出料区的进口内径缩小了2%~5%。
6、沿着模具的中轴线方向,第一挤压变形区的宽度小于第二挤压变形区的宽度且第二挤压变形区的宽度小于出料区的宽度。
7、沿着模具的中轴线方向,所述第一挤压变形区的宽度不超过第二挤压变形区的宽度的80%,第二挤压变形区的宽度不超过出料区的宽度85%。
8、所述第一挤压变形区的流道长度比第一挤压变形区沿着模具的中轴线方向的宽度长12%~25%。
9、所述第二挤压变形区的流道长度比第二挤压变形区沿着模具的中轴线方向的宽度长35%~55%。
10、所述第一挤压变形区的入口内径小于导流腔的内径,且所述的导流腔与所述的第一挤压变形区之间设有衔接过渡的第一衔接区,该第一衔接区的内壁面为渐缩弧面。
11、所述的第一挤压变形区和所述的第二挤压变形区之间设有衔接过渡的第二衔接区,所述第二衔接区的倾斜角度大于第一挤压变形区的倾斜角度且小于第二挤压变形区的倾斜角度。
12、所述的第二挤压变形区和出料区之间设有衔接过渡的第三衔接区,所述的第三衔接区为弧形衔接段;所述出料区的内径小于后空刀的内径。
13、该无直边工作带模具所挤压的高强度铝合金型材的抗拉强度≥400mpa、宽厚比能够达到20,使得产品可以挤压的新断面就会丰富很多。
14、本实用新型相比现有技术有如下优点:
15、本实用新型的无直边工作带模具的整体模结构改变了传统的上下模设计方案,该整体模集成了导流腔、挤压变形区、出料区、后空刀四个部分,并且设计成了进料口和出料口的中轴线位置不同,和传统的模具结构相比,能够增加变形区的长度,让产品在变形区变形更充分,出料区的倾斜出口就是最终产品的形状,有利于降低高强度铝合金的挤出压力,通过增压、减压的设计来保证压力的平衡,具有挤压效果好、产品质量佳的特点,适宜推广使用。
技术特征:
1.一种用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:该模具包括中轴线上下错位设置的进料口(1)和出料口(10),在进料口(1)处设有导流腔(2)且出料口(10)处设有后空刀(9),沿着物料流动方向的导流腔(2)和后空刀(9)之间依次设置有第一挤压变形区(4)、第二挤压变形区(6)和出料区(8),第一挤压变形区(4)和第二挤压变形区(6)皆沿着物料流动方向向下倾斜设置且第二挤压变形区(6)的倾斜角度大于第一挤压变形区(4)。
2.根据权利要求1所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述的出料区(8)相对于模具的中轴线平行设置且出料区(8)的内径沿着物料流动方向渐缩。
3.根据权利要求2所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述出料区(8)的出口内径相比出料区(8)的进口内径缩小了2%~5%。
4.根据权利要求1-3任一所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:沿着模具的中轴线方向,第一挤压变形区(4)的宽度小于第二挤压变形区(6)的宽度且第二挤压变形区(6)的宽度小于出料区(8)的宽度。
5.根据权利要求4所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:沿着模具的中轴线方向,所述第一挤压变形区(4)的宽度不超过第二挤压变形区(6)的宽度的80%,第二挤压变形区(6)的宽度不超过出料区(8)的宽度85%。
6.根据权利要求1-3任一所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述第一挤压变形区(4)的流道长度比第一挤压变形区(4)沿着模具的中轴线方向的宽度长12%~25%。
7.根据权利要求1-3任一所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述第二挤压变形区(6)的流道长度比第二挤压变形区(6)沿着模具的中轴线方向的宽度长35%~55%。
8.根据权利要求1-3任一所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述第一挤压变形区(4)的入口内径小于导流腔(2)的内径,且所述的导流腔(2)与所述的第一挤压变形区(4)之间设有衔接过渡的第一衔接区(3),该第一衔接区(3)的内壁面为渐缩弧面。
9.根据权利要求1-3任一所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述的第一挤压变形区(4)和所述的第二挤压变形区(6)之间设有衔接过渡的第二衔接区(5),所述第二衔接区(5)的倾斜角度大于第一挤压变形区(4)的倾斜角度且小于第二挤压变形区(6)的倾斜角度。
10.根据权利要求1-3任一所述的用于挤压高强度铝合金型材的无直边工作带模具,其特征在于:所述的第二挤压变形区(6)和出料区(8)之间设有衔接过渡的第三衔接区(7),所述的第三衔接区(7)为弧形衔接段;所述出料区(8)的内径小于后空刀(9)的内径。
技术总结
本技术公开了一种用于挤压高强度铝合金型材的无直边工作带模具,该模具包括中轴线上下错位设置的进料口(1)和出料口(10),在进料口(1)处设有导流腔(2)且出料口(10)处设有后空刀(9),沿着物料流动方向的导流腔(2)和后空刀(9)之间依次设置有第一挤压变形区(4)、第二挤压变形区(6)和出料区(8),第一挤压变形区(4)和第二挤压变形区(6)皆沿着物料流动方向向下倾斜设置且第二挤压变形区(6)的倾斜角度大于第一挤压变形区(4)。本技术的整体模结构集成了导流腔、挤压变形区、出料区、后空刀四个部分以及中轴线位置不同的进料口和出料口,增加了变形区的长度,让产品在变形区变形更充分。
技术研发人员:梅泽锋,董春泉,梅益峰
受保护的技术使用者:江苏江南创佳型材有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!