钣金冲压自动化生产线的制作方法
本技术涉及自动化加工,尤其涉及一种钣金冲压自动化生产线。
背景技术:
1、钣金是一种针对金属薄板(通常在6mm以下)的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工艺加工出的产品叫做钣金件。不同行业所指的钣金件一般不同,多用于组配时的称呼。
2、目前,市面上常规的钣金冲压通常都是通过冲压机完成的,这种方式的缺陷在于需要人工方式进行操作的,人工操作时需要先将板料置于冲压机的工作台上,然后启动冲压机冲压,冲压完成后再取出置入到相应的料箱中,整个过程耗费的时间多,造成工作效率降低,生产效率降低,并且人工操作易出现失误,造成产品合格率降低,容易误伤工人,实际应用效果不理想。
技术实现思路
1、本实用新型要解决上述现有技术存在的问题,提供一种钣金冲压自动化生产线,能够实现钣金的自动化冲压工作,提高了工作效率,提高了生产效率,降低了生产成本,提高了产品合格率,减少了工伤的发生。
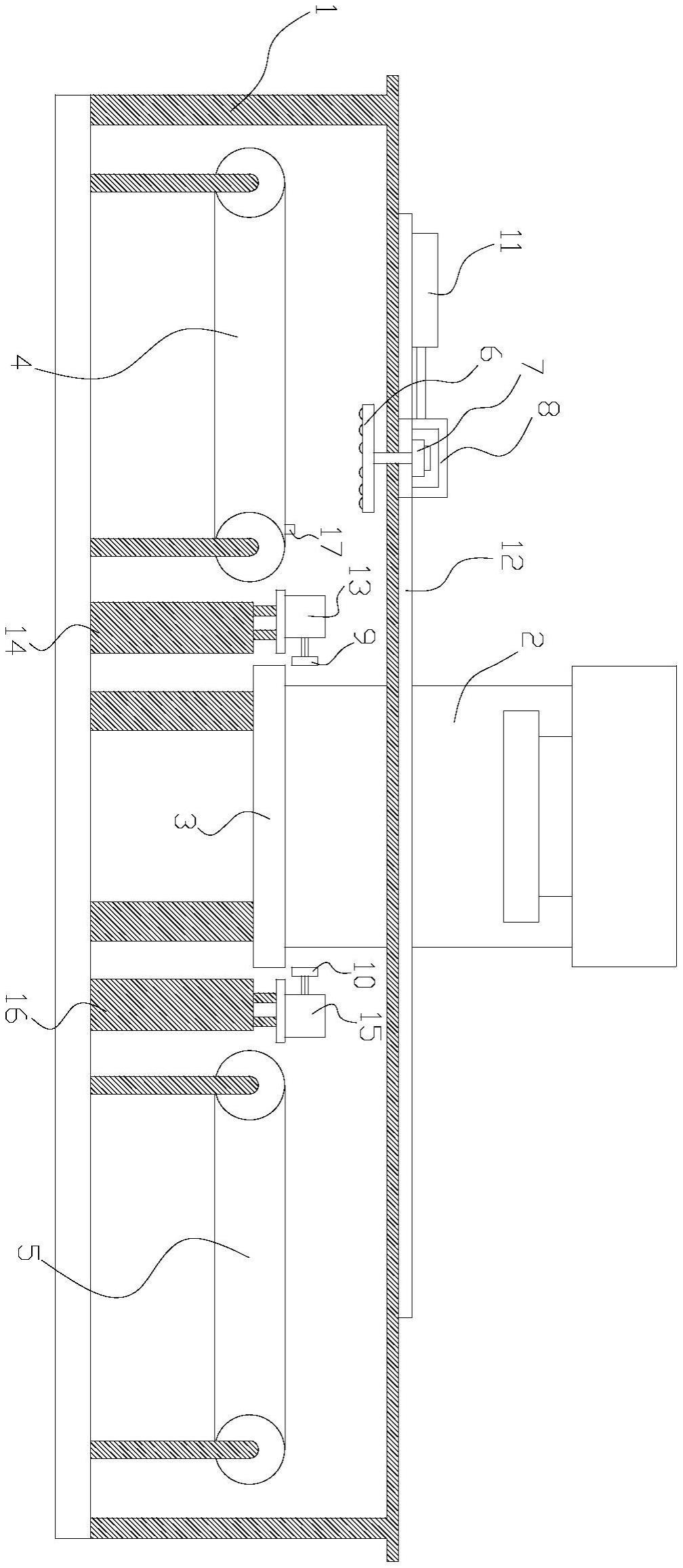
2、本实用新型解决其技术问题采用的技术方案:这种钣金冲压自动化生产线,包括机架,机架上设置有冲压机,冲压机上设置有工作台,工作台的一侧设置有用于板料输入的输送带一,工作台的另一侧设置有用于冲压完成的板料输出的输送带二,输送带一、输送带二均安装在机架上,输送带一的上方设置有用于吸住板料的吸盘,吸盘上连接有驱动吸盘上下移动的气缸一,气缸一上连接有用于将气缸一输送至工作台上方的活动架,工作台与输送带一之间设置有用于板料位置调整的推板一,工作台与输送带二之间设置有用于板料位置调整的推板二,推板一、推板二均设置在机架上。
3、进一步的,活动架上连接有气缸二,气缸二设置在机架上,机架上设置有滑轨,活动架可在滑轨上滑动。
4、进一步的,推板一上连接有气缸三,机架上设置有支架一,气缸三安装在支架一上。
5、进一步的,推板二上连接有气缸四,机架上设置有支架二,气缸四安装在支架二上。
6、进一步的,输送带一的侧面上设置有红外传感器,红外传感器位于输送带一的输出端。
7、本实用新型有益的效果是:本实用新型的钣金冲压自动化生产线,结构合理,能够实现钣金的自动化冲压工作,实现了全自动钣金加工的效果,提高了工作效率,提高了生产效率,降低了生产成本,并且通过推板一、推板二对板料进行定位,避免误差,提高了产品合格率,还能减少工伤的发生,使用效果好,利于推广。
技术特征:
1.一种钣金冲压自动化生产线,其特征在于:包括机架(1),所述机架(1)上设置有冲压机(2),所述冲压机(2)上设置有工作台(3),所述工作台(3)的一侧设置有用于板料输入的输送带一(4),所述工作台(3)的另一侧设置有用于冲压完成的板料输出的输送带二(5),所述输送带一(4)、输送带二(5)均安装在机架(1)上,所述输送带一(4)的上方设置有用于吸住板料的吸盘(6),所述吸盘(6)上连接有驱动吸盘(6)上下移动的气缸一(7),所述气缸一(7)上连接有用于将气缸一(7)输送至工作台(3)上方的活动架(8),所述工作台(3)与输送带一(4)之间设置有用于板料位置调整的推板一(9),所述工作台(3)与输送带二(5)之间设置有用于板料位置调整的推板二(10),所述推板一(9)、推板二(10)均设置在机架(1)上。
2.根据权利要求1所述的钣金冲压自动化生产线,其特征在于:所述活动架(8)上连接有气缸二(11),所述气缸二(11)设置在机架(1)上,所述机架(1)上设置有滑轨(12),所述活动架(8)可在滑轨(12)上滑动。
3.根据权利要求1所述的钣金冲压自动化生产线,其特征在于:所述推板一(9)上连接有气缸三(13),所述机架(1)上设置有支架一(14),所述气缸三(13)安装在支架一(14)上。
4.根据权利要求1所述的钣金冲压自动化生产线,其特征在于:所述推板二(10)上连接有气缸四(15),所述机架(1)上设置有支架二(16),所述气缸四(15)安装在支架二(16)上。
5.根据权利要求1所述的钣金冲压自动化生产线,其特征在于:所述输送带一(4)的侧面上设置有红外传感器(17),所述红外传感器(17)位于输送带一(4)的输出端。
技术总结
一种钣金冲压自动化生产线,包括机架,机架上设置有冲压机,冲压机上设置有工作台,工作台的一侧设置有输送带一,工作台的另一侧设置有输送带二,输送带一的上方设置有吸盘,吸盘上连接有气缸一,气缸一上连接有活动架,工作台与输送带一之间设置有用于板料位置调整的推板一,工作台与输送带二之间设置有用于板料位置调整的推板二。本技术有益的效果是:能够实现钣金的自动化冲压工作,实现了全自动钣金加工的效果,提高了工作效率,提高了生产效率,降低了生产成本,并且通过推板一、推板二对板料进行定位,避免误差,提高了产品合格率,还能减少工伤的发生。
技术研发人员:徐杰,张生林,周树忠,周棂杰,陶波
受保护的技术使用者:浙江友泰电气股份有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!