一种U型预埋锚栓成型装置的制作方法
本申请属于金属冷成型,具体涉及一种u型预埋锚栓成型装置。
背景技术:
1、圆钢成型时,采用传统热煨方式制作一般只能每次成型1件锚栓,而且几何尺寸受操作人员能力水平的限制,导致成型不一,且成型速度慢成本高,质量不稳定。
技术实现思路
1、本申请的目的是提供一种u型预埋锚栓成型装置,以解决上述技术问题。
2、为实现上述目的,本申请采用以下技术方案:
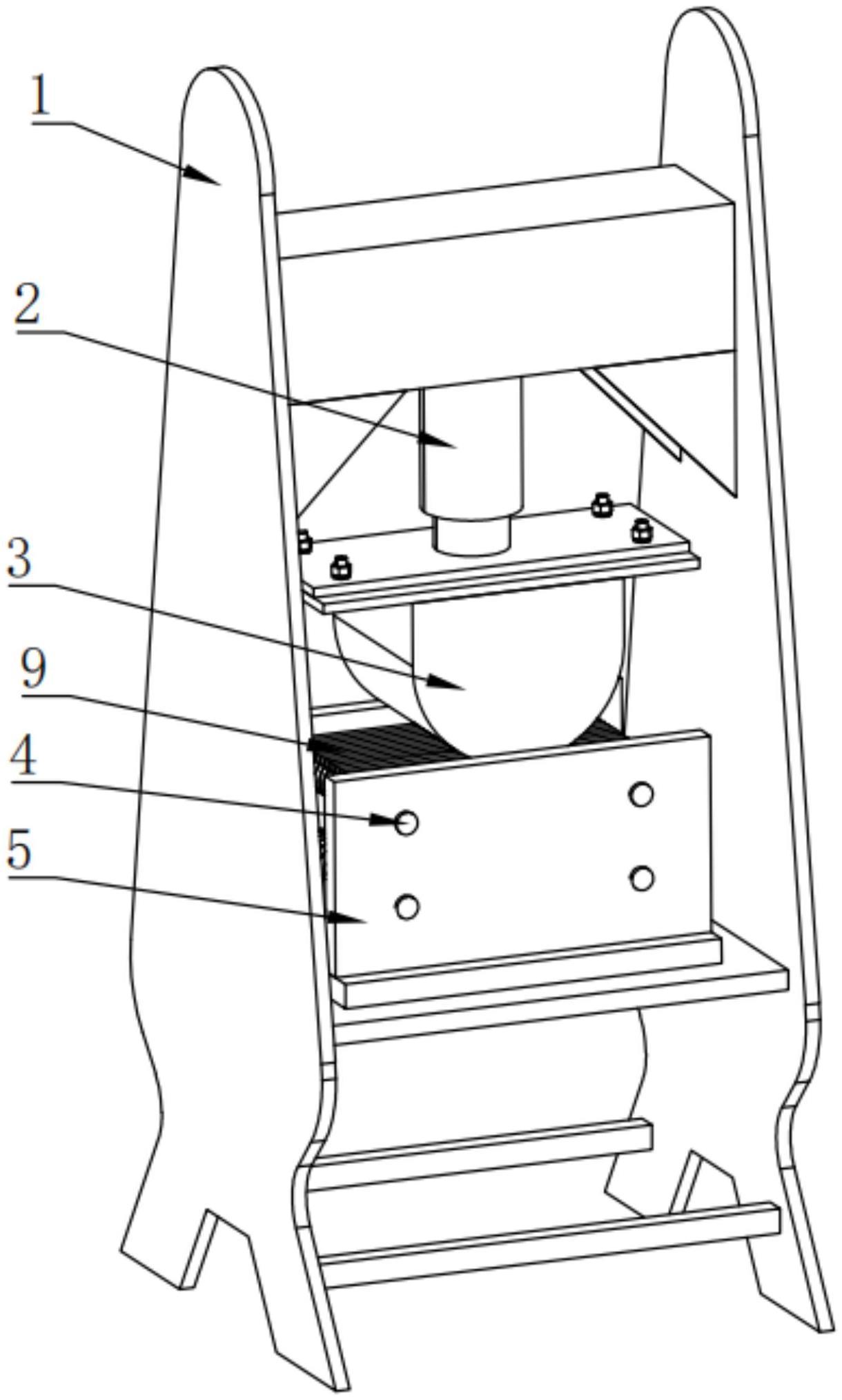
3、一种u型预埋锚栓成型装置,包括支撑架,所述支撑架上相对设置有下压组件和限位组件;
4、所述下压组件包括液压缸以及固定于液压缸下端的u型压模;
5、所述限位组件包括限位滚轴以及用于支撑限位滚轴的挡板,所述限位滚轴在所述u型压模两侧的下方设置,所述限位滚轴上套接有多个调心滚珠轴承,多个调心滚珠轴承相互拼接并排设置。
6、其中,本申请还可以进一步包括以下技术方案:所述多个调心滚珠轴承为外径等长的同规格调心滚珠轴承。
7、其中,本申请还可以进一步包括以下技术方案:所述多个调心滚珠轴承为间隔等距的大小两种外径长度规格调心滚珠轴承。
8、其中,本申请还可以进一步包括以下技术方案:所述限位滚轴设置有四个,每两个限位滚轴为一组设置在所述u型压模下压后的侧面。
9、其中,本申请还可以进一步包括以下技术方案:所述限位滚轴与下压后u型压模侧面距离等于待加工圆钢的外径。
10、其中,本申请还可以进一步包括以下技术方案:所述限位滚轴与所述挡板可操作的固定连接。
11、其中,本申请还可以进一步包括以下技术方案:所述挡板上对应所述限位滚轴的安装位设置有水平长条孔,所述限位滚轴端部穿过所述水平长条孔后与所述挡板通过紧固件固定连接。
12、其中,本申请还可以进一步包括以下技术方案:所述水平长条孔中部设置有用于定位限位滚轴的定位孔。
13、有益效果:
14、本申请通过下压组件和限位组件的相对设置以及具备一定长度的限位滚轴,实现多个待加工圆钢的一次成型,通过调心滚珠轴承降低圆钢在加工过程中的摩擦损耗,避免圆钢外表面的加工划痕,提高成品质量稳定性,降低生产成本。
技术特征:
1.一种u型预埋锚栓成型装置,其特征在于:包括支撑架(1),所述支撑架(1)上相对设置有下压组件和限位组件;
2.根据权利要求1所述一种u型预埋锚栓成型装置,其特征在于:所述多个调心滚珠轴承(6)为外径等长的同规格调心滚珠轴承(6)。
3.根据权利要求1所述一种u型预埋锚栓成型装置,其特征在于:所述多个调心滚珠轴承(6)为间隔等距的大小两种外径长度规格调心滚珠轴承(6)。
4.根据权利要求1所述一种u型预埋锚栓成型装置,其特征在于:所述限位滚轴(4)设置有四个,每两个限位滚轴(4)为一组设置在所述u型压模(3)下压后的侧面。
5.根据权利要求4所述一种u型预埋锚栓成型装置,其特征在于:所述限位滚轴(4)与下压后u型压模(3)侧面距离等于待加工圆钢(9)的外径。
6.根据权利要求1所述一种u型预埋锚栓成型装置,其特征在于:所述限位滚轴(4)与所述挡板(5)可操作的固定连接。
7.根据权利要求6所述一种u型预埋锚栓成型装置,其特征在于:所述挡板(5)上对应所述限位滚轴(4)的安装位设置有水平长条孔(7),所述限位滚轴(4)端部穿过所述水平长条孔(7)后与所述挡板(5)通过紧固件固定连接。
8.根据权利要求7所述一种u型预埋锚栓成型装置,其特征在于:所述水平长条孔(7)中部设置有用于定位限位滚轴(4)的定位孔(8)。
技术总结
本申请属于金属冷成型技术领域,具体涉及一种U型预埋锚栓成型装置,包括支撑架,该支撑架上相对设置有下压组件和限位组件;该下压组件包括液压缸以及固定于液压缸下端的U型压模;该限位组件包括限位滚轴以及用于支撑限位滚轴的挡板,该限位滚轴在该U型压模两侧的下方设置,该限位滚轴上套接有多个调心滚珠轴承,多个调心滚珠轴承相互拼接并排设置。通过下压组件和限位组件的相对设置以及具备一定长度的限位滚轴,实现多个待加工圆钢的一次成型,通过调心滚珠轴承降低圆钢在加工过程中的摩擦损耗,避免圆钢外表面的加工划痕,提高成品质量稳定性,降低生产成本。
技术研发人员:孙国豪
受保护的技术使用者:青岛应龙机械有限责任公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!