一种电源腔加工中心改造的工装的制作方法
本技术涉及电源腔加工领域,尤其涉及一种电源腔加工中心改造的工装。
背景技术:
1、电源工作产生的热量多聚集在电源腔中无法散去,当电源工作时间较长时,可能会引起电源内部电路出现故障,电源腔长时间处于较热状态会影响电源的工作寿命,因此需要对电源腔进行加工,加工优化的时候就需要用到工装,针对公司电源腔加工工艺,原工艺是分两道工序进行加工,需要制作两套工装,两台加工中心生产,这样就增加了制造成本,而且目前的工装不易对不同的加工面进行加工,比较浪费时间,增加了切换的时间,最主要是需要两套工装来回转换使用,比较麻烦,于是,发明人发明创造了一种电源腔加工中心改造的工装来解决电源腔加工工装的转换问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术的不足,提供了一种电源腔加工中心改造的工装。
2、本实用新型是通过以下技术方案实现:
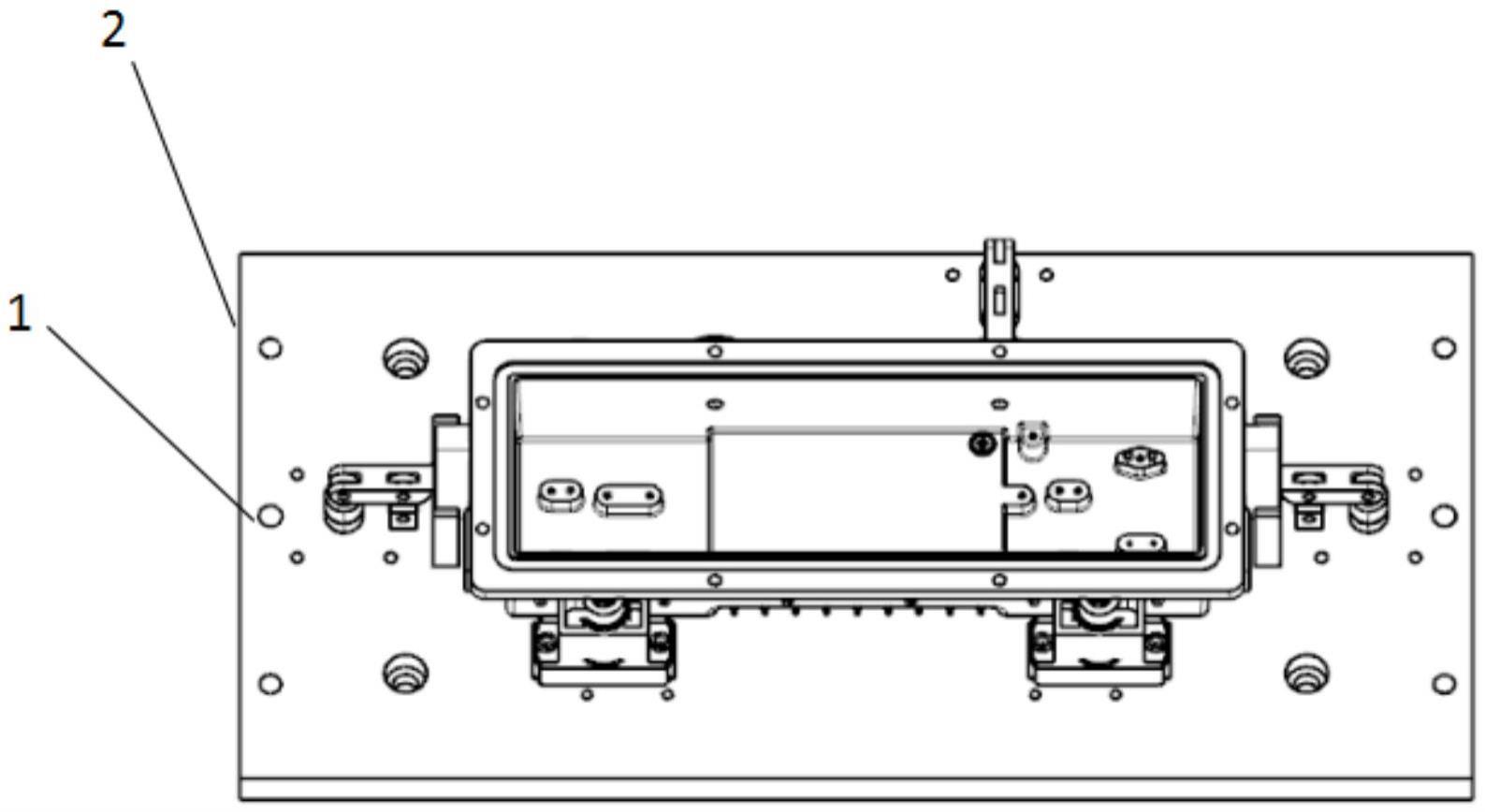
3、一种电源腔加工中心改造的工装,包括大底板和工装,所述工装上均匀开有d10定位销孔,工装上开有d9螺纹过孔,所述工装内设置有定位组件,所述大底板左右两侧分别装有尾座和四轴转台,所述大底板左右两侧对称装有l板,所述l板上开有l板d10定位销孔和l板m8螺纹,所述尾座与大底板之间装有加高块。
4、作为本实用新型的优选技术方案,所述大底板上开有与d10定位销孔对应的销孔。
5、作为本实用新型的优选技术方案,所述加高块分别设置在尾座和四轴转台下,且使得尾座和四轴转台保持平衡。
6、作为本实用新型的优选技术方案,所述l板与工装之间使用m8螺栓固定。
7、作为本实用新型的优选技术方案,所述工装与大底板的距离大于工装的宽度。
8、与现有技术相比,本实用新型的有益效果是:
9、本实用新型通过l板、定位销孔和螺纹过孔的设置,可以对工装进行定位装夹,通过设置四周转台,可以对工装进行角度调节,通过任意角度的旋转,就可以通过翻转角度实现需要加工的面,使用一套工装就可以完成,取代了传统的两套工装的操作,通过将工装水平确定,大大减少了切换时间,在对电源腔加工的时候,减少了更换工装的时间,提高了加工效率,通过对工装的优化,可以提升机加工整体的效率。本实用新型通过四周转台的设置,可以实现对工装角度的翻转,这样在进行加工的时候更加便捷,取代了两套工装的制作,使用一套工装即可完成,提高了加工效率。
技术特征:
1.一种电源腔加工中心改造的工装,包括大底板(9)和工装,其特征在于:所述工装上均匀开有d10定位销孔(1),所述工装上开有d9螺纹过孔(2),所述工装内设置有定位组件,所述大底板(9)左右两侧分别装有尾座(4)和四轴转台(3),所述大底板(9)左右两侧对称装有l板(5),所述l板(5)上开有l板d10定位销孔(6)和l板m8螺纹(7),所述尾座(4)与大底板(9)之间装有加高块(8)。
2.根据权利要求1所述的一种电源腔加工中心改造的工装,其特征在于:所述大底板(9)上开有与d10定位销孔(1)对应的销孔。
3.根据权利要求1所述的一种电源腔加工中心改造的工装,其特征在于:所述加高块(8)分别设置在尾座(4)和四轴转台(3)下,且使得尾座(4)和四轴转台(3)保持平衡。
4.根据权利要求1所述的一种电源腔加工中心改造的工装,其特征在于:所述l板(5)与工装之间使用m8螺栓固定。
5.根据权利要求1所述的一种电源腔加工中心改造的工装,其特征在于:所述工装与大底板(9)的距离大于工装的宽度。
技术总结
本技术的目的是为了解决工装转换的问题,公开了一种电源腔加工中心改造的工装,包括大底板和工装,所述工装上均匀开有D10定位销孔,工装上开有D9螺纹过孔,所述工装内设置有定位组件,所述大底板左右两侧分别装有尾座和四轴转台,所述大底板左右两侧对称装有L板,所述L板上开有L板D10定位销孔和L板M8螺纹,所述尾座与大底板之间装有加高块。本技术通过四周转台的设置,可以实现对工装角度的翻转,这样在进行加工的时候更加便捷,取代了两套工装的制作,使用一套工装即可完成,提高了加工效率。
技术研发人员:李健坤,朱卫明,戴永飞
受保护的技术使用者:南京天翔机电有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!