一种线圈激光熔接治具和线圈激光熔接机的制作方法
本技术涉及激光及自动化,具体是涉及一种线圈激光熔接治具和线圈激光熔接机。
背景技术:
1、pin针是连接器中用来完成电(信号)的导电(传输)的一种金属物质。本申请主要是针对高精度工件的pin针焊接,在焊接的过程中工件不可避免地会有热变形的情况出现,这就会导致最终成品出现走形或尺寸精度不准的情况,如直边变弯,折角处走形,尺寸变长或变短等情形。
2、现有技术致力于研究焊接工艺本身,从改善焊接工艺入手,力求一种不会引发工件热变形的焊接工艺,但投入大量人力物力后仍未有明显成效。
技术实现思路
1、为了解决现有技术中的工件在pin针焊接后会导致最终成品出现走形或尺寸精度不准的技术问题,本申请提出了一种线圈激光熔接治具和线圈激光熔接机,解决了上述技术问题。
2、本实用新型解决其技术问题所采用的技术方案是:
3、本实用新型提供了一种线圈激光熔接治具,包括:仿形定位组件,所述仿形定位组件配置有与工件的端部形状相匹配的仿形槽,以及将工件的端部固定在所述仿形槽内的压合件;焊接面定位组件,所述焊接面定位组件包括可移动的第一压块和第二压块,所述第一压块和第二压块向所述工件移动并抵靠在工件焊接面的两侧以将工件的焊接面固定。
4、本申请的线圈激光熔接治具,改变现有技术中从焊接工艺方向突破的思路,着重于对工件的限位,焊接时工件的热变形产生的应力由线圈激光熔接治具吸收,通过对工件进行全方位的限位,使得工件在焊接时没有变形的空间,具体地,工件的端部置入仿形槽后,工件在水平方向上被限位,压合件压下后,工件在竖直方向上被限位,这样工件在焊接发生热变形时,工件整体的形状轮廓就不会改变,同时,第一压块和第二压块向工件移动并抵靠在工件焊接面的两侧将工件的焊接面牢牢固定,这样,在焊接时,工件局部的焊接的位置也不会弯曲走形,综上所示,本申请的线圈激光熔接治具通过对工件的整体和局部进行限位,从而保证了焊接后工件的尺寸精度,解决了现有技术中的工件在pin针焊接后会导致最终成品出现走形或尺寸精度不准的技术问题。
5、进一步地,所述压合件为一对,配置在所述仿形槽的两侧。
6、进一步地,所述第一压块和第二压块由气缸驱动。
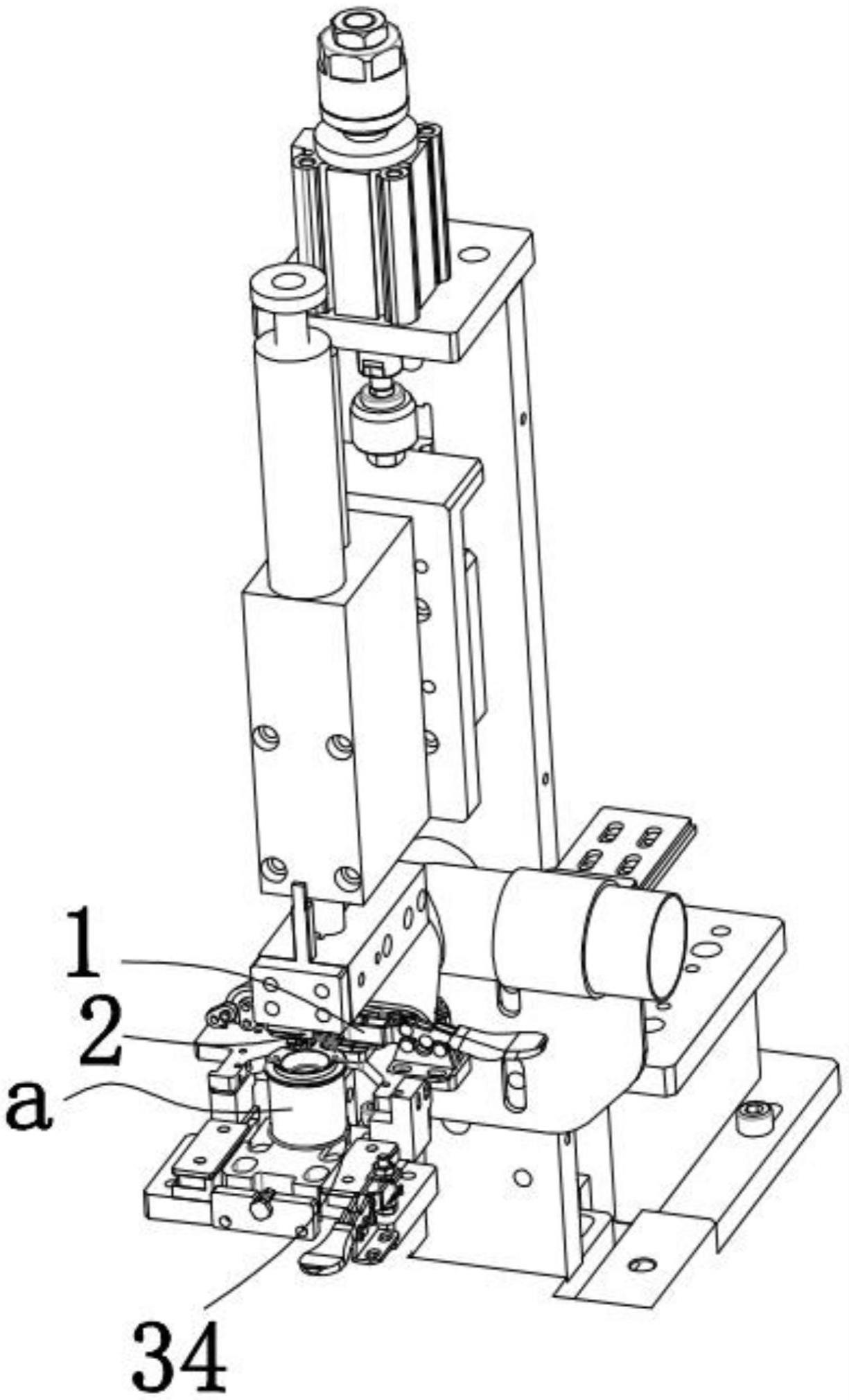
7、本申请的另一方面还提供了一种线圈激光熔接机,包括:架体,所述架体上形成有上料位和焊接位,所述焊接位上配置有上述的焊接面定位组件,同时,所述架体上配置有滑轨,所述滑轨由上料位延伸至焊接位;滑台,所述滑台滑动地配合在所述滑轨上,并在上料位和焊接位之间切换,同时所述滑台上配置有上述的仿形定位组件。
8、本申请的线圈激光熔接机,配置有上料位和焊接位,在上料位通过仿形定位组件将工件整体定位好,在焊接位对工件的焊接处进行局部固定限位,并进行焊接,从而形成了一条工业流水线,提高了工作效率。
9、进一步地,所述滑台上可拆卸地配置有料盘,所述仿形定位组件可拆卸地连接在所述料盘上。
10、进一步地,所述料盘上还设置有与工件的凹槽形状相匹配的凸起以定位工件。
11、基于上述技术方案,本实用新型所能实现的技术效果为:
12、本申请的线圈激光熔接治具,改变现有技术中从焊接工艺方向突破的思路,着重于对工件的限位,焊接时工件的热变形产生的应力由线圈激光熔接治具吸收,通过对工件进行全方位的限位,使得工件在焊接时没有变形的空间,具体地,工件的端部置入仿形槽后,工件在水平方向上被限位,压合件压下后,工件在竖直方向上被限位,这样工件在焊接发生热变形时,工件整体的形状轮廓就不会改变,同时,第一压块和第二压块向工件移动并抵靠在工件焊接面的两侧将工件的焊接面牢牢固定,这样,在焊接时,工件局部的焊接的位置也不会弯曲走形,综上所示,本申请的线圈激光熔接治具通过对工件的整体和局部进行限位,从而保证了焊接后工件的尺寸精度,解决了现有技术中的工件在pin针焊接后会导致最终成品出现走形或尺寸精度不准的技术问题。
13、本申请的线圈激光熔接机,配置有上料位和焊接位,在上料位通过仿形定位组件将工件整体定位好,在焊接位对工件的焊接处进行局部固定限位,并进行焊接,从而形成了一条工业流水线,提高了工作效率。
技术特征:
1.一种线圈激光熔接治具,其特征在于,包括:
2.根据权利要求1所述的线圈激光熔接治具,其特征在于,所述压合件(12)为一对,配置在所述仿形槽(11)的两侧。
3.根据权利要求1所述的线圈激光熔接治具,其特征在于,所述第一压块(21)和第二压块(22)由气缸驱动。
4.一种线圈激光熔接机,其特征在于,包括:
5.根据权利要求4所述的线圈激光熔接机,其特征在于,所述滑台(32)上可拆卸地配置有料盘(33),所述仿形定位组件(1)可拆卸地连接在所述料盘(33)上。
6.根据权利要求5所述的线圈激光熔接机,其特征在于,所述料盘(33)上还设置有与工件(a)的凹槽形状相匹配的凸起(34)以定位工件(a)。
技术总结
本技术涉及激光及自动化技术领域,具体是涉及一种线圈激光熔接治具和线圈激光熔接机,本申请的线圈激光熔接治具,包括仿形定位组件和焊接面定位组件,所述仿形定位组件配置有与工件的端部形状相匹配的仿形槽,以及将工件的端部固定在所述仿形槽内的压合件,所述焊接面定位组件包括可移动的第一压块和第二压块,所述第一压块和第二压块向所述工件移动并抵靠在工件焊接面的两侧以将工件的焊接面固定。解决了现有技术中的工件在PIN针焊接后会导致最终成品出现PIN针走形或PIN尺寸不准的技术问题。
技术研发人员:盛操,江娟,丁健陆,盛祥树,赵业森
受保护的技术使用者:无锡宇沃工业科技有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!