一种厚板冲压成型装置的制作方法
本技术属于冲压成型设备,具体涉及一种厚板冲压成型装置。
背景技术:
1、在汽车制造行业,有些汽车的零部件需要由厚板冲压成型制成,冲压是靠冲压机的上模与下模对板材施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。专利号cn215543933u公开了一种厚板冲压成型装置,包括工作台,工作台的顶部固定连接有支撑板,支撑板的顶部贯穿设置有电动伸缩杆,电动伸缩杆的输出端贯穿至支撑板的底部并固定连接有第一安装板,第一安装板的顶部固定连接有活动板。上述通过螺纹杆、支撑杆、固定块、移动块、模型块、安装块、螺纹板、螺纹转轴、皮带轮和双向电机的配合使用,解决了现有的冲压成型装置在使用的过程中通常不具有根据使用者的需求对冲压的模型进行更换的问题。但是使用过程中不能对较大的板材进行连续的高效的冲压,需要将板材裁切成相应的大小后一一进行冲压,效率低,不利于生产。因此,需要一种厚板冲压成型装置解决上述问题。
技术实现思路
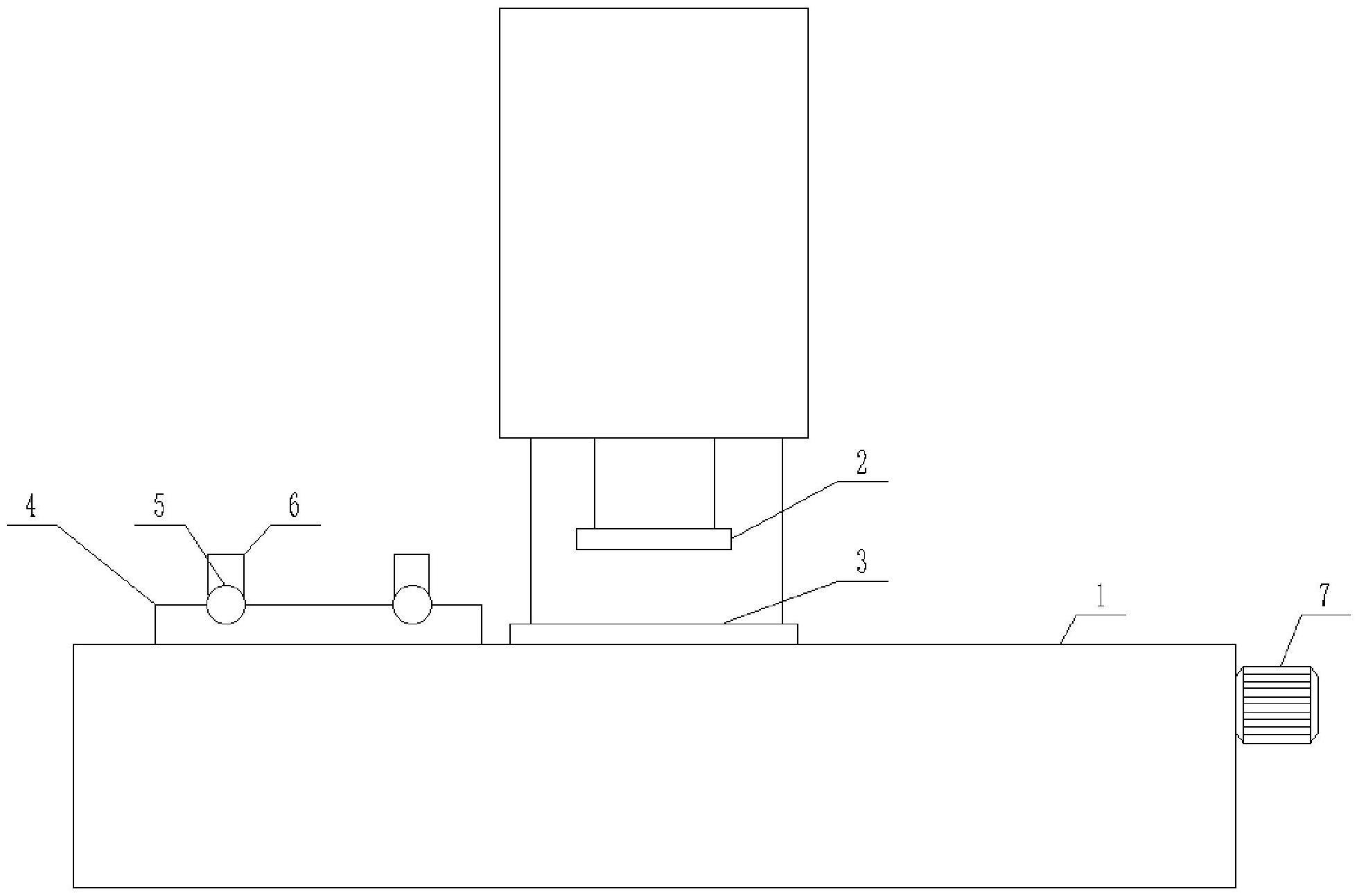
1、针对现有技术存在的上述缺陷,本实用新型提供了一种厚板冲压成型装置,包括冲压机,所述冲压机包括上下配合的上模及下模,所述下模配合有操作平台,所述操作平台上设有可移动的夹持组件;
2、所述夹持组件包括承载板,所述承载板的上表面设有夹持件,承载板的下表面对应的操作平台上设有凹槽,所述凹槽内设有螺杆,所述螺杆的两端通过轴承与凹槽的两端转动连接,其中螺杆的一端贯穿凹槽后连接有正反转电机;所述承载板的下表面的中心固定有移动块,所述移动块上设有螺孔,所述螺杆从螺孔中穿过并与螺孔螺纹配合,所述承载板的下表面的两侧分别固定有一滑块,所述滑块对应的操作平台上设有滑槽,所述滑槽与螺杆平行,所述滑块滑动设置在滑槽中。
3、优选的,所述夹持件包括上夹板及下夹板,所述下夹板对应的承载板的表面设有导向槽,所述导向槽与螺杆垂直,下夹板的下端滑动设置在导向槽内,所述下夹板固定连接有水平伸缩杆,所述水平伸缩杆与导向槽平行,水平伸缩杆的固定端固定在承载板上,水平伸缩杆的伸缩端与下夹板固定连接,所述上夹板设置在下夹板的上方,上夹板连接有竖直伸缩杆,所述竖直伸缩杆通过固定架固定在下夹板上,竖直伸缩杆的伸缩端竖直向下并与上夹板固定连接。
4、优选的,所述夹持件设置有多个,多个夹持件在承载板上均匀分布。
5、优选的,所述水平伸缩杆为电动推杆或气缸或液压缸。
6、优选的,所述竖直伸缩杆为电动推杆或气缸或液压缸。
7、本实用新型还包括能够使一种厚板冲压成型装置正常使用的其它组件,如,正反转电机的控制组件,竖直伸缩杆的控制组件,水平伸缩杆的控制组件,及冲压机的控制组件等均为本领域的常规技术手段。另外,本实用新型中未加限定的装置或组件均采用本领域中的常规技术手段,如,上模、下模、电动推杆、气缸、液压缸等均是本领域常规设备。
8、本实用新型的工作原理:将待冲压的板材固定在夹持组件上,启动正反转电机有规律的转动,使承载板沿螺杆移动,上模对运动到下模与上模之间的板材进行冲压,当一侧的板材完成冲压后,水平伸缩杆带动板材向上、下模的方向移动,将未进行冲压的板材送至上、下模之间,同时正反转电机反向转动,配合上模对板材再次进行冲压,如此循环往复,即可对大块板材完成连续高效的冲压成型操作。
9、本实用新型的有益效果,在夹持件、水平伸缩杆与螺杆的相互配合下,可对板材进行高效的连续的冲压成型操作,省略了对大块板材进行切割的步骤,提高了冲压成型的效率,节省了人力及时间。整体结构合理,操作简单,有利于高效的生产。
技术特征:
1.一种厚板冲压成型装置,包括冲压机,所述冲压机包括上下配合的上模及下模,其特征在于:所述下模配合有操作平台,所述操作平台上设有可移动的夹持组件;
2.根据权利要求1所述的一种厚板冲压成型装置,其特征在于:所述夹持件包括上夹板及下夹板,所述下夹板对应的承载板的表面设有导向槽,所述导向槽与螺杆垂直,下夹板的下端滑动设置在导向槽内,所述下夹板固定连接有水平伸缩杆,所述水平伸缩杆与导向槽平行,水平伸缩杆的固定端固定在承载板上,水平伸缩杆的伸缩端与下夹板固定连接,所述上夹板设置在下夹板的上方,上夹板连接有竖直伸缩杆,所述竖直伸缩杆通过固定架固定在下夹板上,竖直伸缩杆的伸缩端竖直向下并与上夹板固定连接。
3.根据权利要求2所述的一种厚板冲压成型装置,其特征在于:所述夹持件设置有多个,多个夹持件在承载板上均匀分布。
4.根据权利要求2所述的一种厚板冲压成型装置,其特征在于:所述水平伸缩杆为电动推杆或气缸或液压缸。
5.根据权利要求2所述的一种厚板冲压成型装置,其特征在于:所述竖直伸缩杆为电动推杆或气缸或液压缸。
技术总结
本技术涉及冲压成型设备技术领域的一种厚板冲压成型装置,包括冲压机,冲压机的下模配合有操作平台,操作平台上设有可移动的夹持组件;夹持组件包括承载板,承载板的上表面设有夹持件,承载板的下表面螺纹配合有螺杆,螺杆的一端贯穿凹槽后连接有正反转电机;承载板的下表面的两侧分别固定有一滑块,滑块对应的操作平台上设有滑槽,滑槽与螺杆平行。本技术在夹持件、水平伸缩杆与螺杆的相互配合下,可对板材进行高效的连续的冲压成型操作,省略了对大块板材进行切割的步骤,提高了冲压成型的效率,节省了人力及时间。整体结构合理,操作简单,有利于高效的生产。
技术研发人员:吴新勇,刘志涛
受保护的技术使用者:修武县宇升汽车零部件有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!