大型四刃镗孔刀具的制作方法
本技术属于车床用刀具,具体涉及一种大型四刃镗孔刀具。
背景技术:
1、矿用车后桥壳属于大型铸钢件,其差速器安装孔直径约600mm,毛坯单侧余量约18mm。目前的加工方式为先用普通单刃粗镗刀粗加工,然后进行余量去除,再进行半精加工,最后再进行精加工。
2、针对大型铸钢件,现有粗镗不仅加工效率低,而且加工过程需要多次进刀、更换刀具,使得粗加工时间较长。
技术实现思路
1、本实用新型的目的在于提供大型四刃镗孔刀具,能够对大型铸件直接进行一次性切除毛坯余量,粗镗后可直接进行半精镗或精镗加工,显著提高毛坯余量去除效率。
2、技术方案如下:
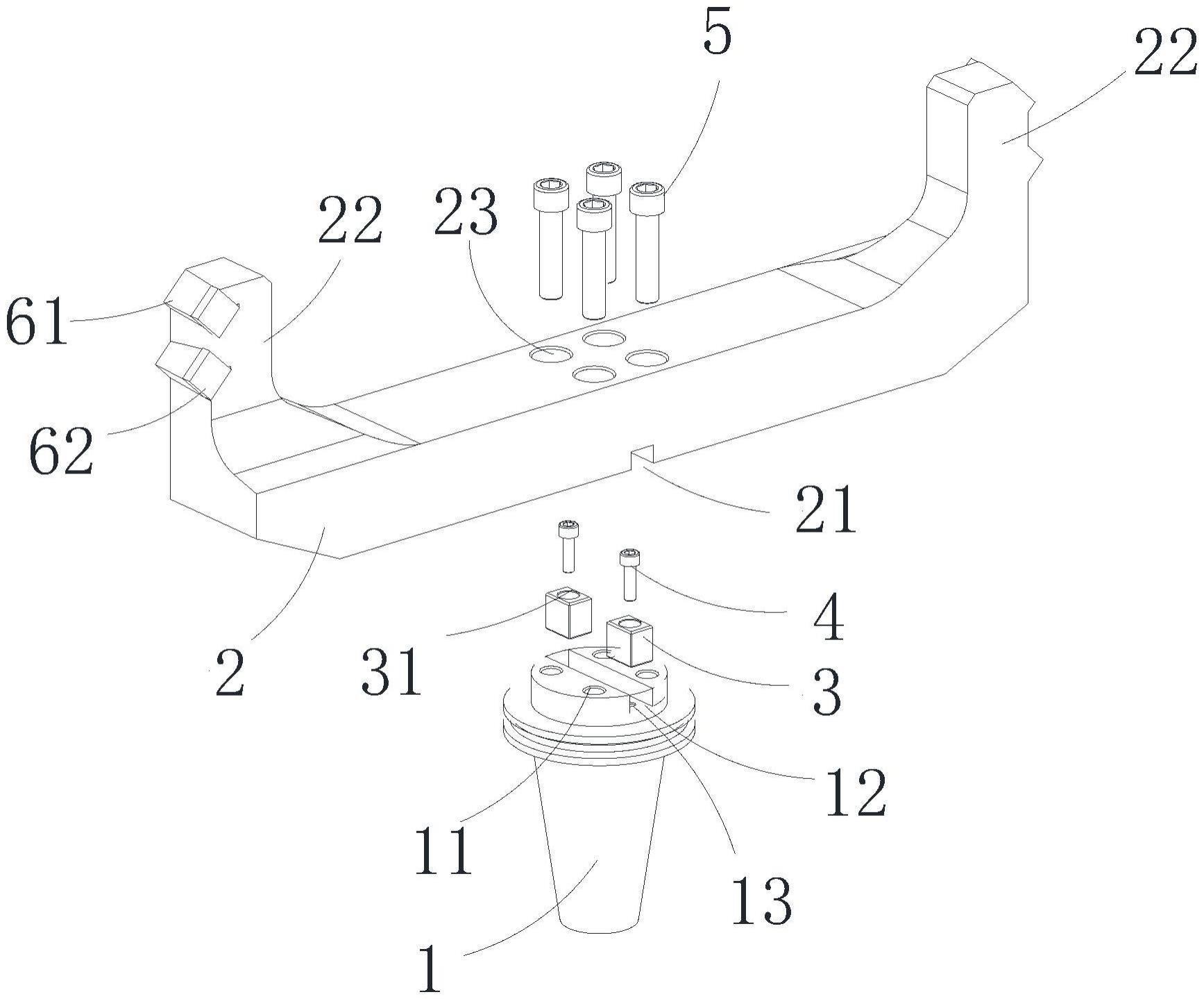
3、大型四刃镗孔刀具,包括:刀柄、刀体、刀片,刀柄的顶端连接在刀体的底部中央,刀体两端分别设置有刀片连接立柱;两组刀片分别连接在两个刀片连接立柱外侧,刀片包括:第一刀片、第二刀片,第一刀片、第二刀片纵向排列。
4、进一步,还包括:扭矩块、第一螺钉、第二螺钉;刀柄的顶端设置有第一键槽和至少一对第一螺纹孔,第一螺纹孔位于第一键槽两侧,第一键槽底部设置有第二螺纹孔;刀体的底部设置有第二键槽,刀体的中部设置有至少一对刀体通孔;扭矩块设置有扭矩块通孔,扭矩块的下部安装在第一键槽内,第一螺钉穿过扭矩块通孔连接在第二螺纹孔上;刀体位于扭矩
5、块的上部,扭矩块的上部安装在第二键槽内,第二螺钉穿过刀体通孔连接在第一螺纹孔上。
6、进一步,刀柄的顶端设置有两对第一螺纹孔,刀体的中部设置有两对刀体通孔。
7、进一步,两个扭矩块分别设置有扭矩块通孔,第一键槽底部设置有两个第二螺纹孔,两个扭矩块的下部安装在第一键槽内,两个扭矩块的上部安装在第二键槽内。
8、进一步,第一刀片位于第二刀片的上部,刀体两侧的第一刀片、第二刀片对称设置。
9、进一步,第一刀片、第二刀片活动连接固定在刀片连接立柱外侧。
10、进一步,第一刀片、第二刀片焊接固定在刀片连接立柱外侧。
11、本实用新型与现有技术相比具有下列优点:
12、在车床上使用本实用新型,能够对大型铸件直接进行一次性切除毛坯余量,去除毛坯余量速度快,粗镗后可直接进行半精镗或精镗加工,显著提高毛坯余量去除效率,节省粗加工时间。
技术特征:
1.一种大型四刃镗孔刀具,其特征在于,包括:刀柄、刀体、刀片,刀柄的顶端连接在刀体的底部中央,刀体两端分别设置有刀片连接立柱;两组刀片分别连接在两个刀片连接立柱外侧,刀片包括:第一刀片、第二刀片,第一刀片、第二刀片纵向排列。
2.如权利要求1所述的大型四刃镗孔刀具,其特征在于,还包括:扭矩块、第一螺钉、第二螺钉;刀柄的顶端设置有第一键槽和至少一对第一螺纹孔,第一螺纹孔位于第一键槽两侧,第一键槽底部设置有第二螺纹孔;刀体的底部设置有第二键槽,刀体的中部设置有至少一对刀体通孔;扭矩块设置有扭矩块通孔,扭矩块的下部安装在第一键槽内,第一螺钉穿过扭矩块通孔连接在第二螺纹孔上;刀体位于扭矩块的上部,扭矩块的上部安装在第二键槽内,第二螺钉穿过刀体通孔连接在第一螺纹孔上。
3.如权利要求2所述的大型四刃镗孔刀具,其特征在于,刀柄的顶端设置有两对第一螺纹孔,刀体的中部设置有两对刀体通孔。
4.如权利要求2所述的大型四刃镗孔刀具,其特征在于,两个扭矩块分别设置有扭矩块通孔,第一键槽底部设置有两个第二螺纹孔,两个扭矩块的下部安装在第一键槽内,两个扭矩块的上部安装在第二键槽内。
5.如权利要求1所述的大型四刃镗孔刀具,其特征在于,第一刀片位于第二刀片的上部,刀体两侧的第一刀片、第二刀片对称设置。
6.如权利要求1所述的大型四刃镗孔刀具,其特征在于,第一刀片、第二刀片活动连接固定在刀片连接立柱外侧。
7.如权利要求1所述的大型四刃镗孔刀具,其特征在于,第一刀片、第二刀片焊接固定在刀片连接立柱外侧。
技术总结
本技术公开了一种大型四刃镗孔刀具,包括:刀柄、刀体、刀片,刀柄的顶端连接在刀体的底部中央,刀体两端分别设置有刀片连接立柱;两组刀片分别连接在两个刀片连接立柱外侧,刀片包括:第一刀片、第二刀片,第一刀片、第二刀片纵向排列。本技术能够对大型铸件直接进行一次性切除毛坯余量,粗镗后可直接进行半精镗或精镗加工,显著提高毛坯余量去除效率。
技术研发人员:闫海军,宋广彬,张春云,巴雅尔图,刘文忠,段景飞,李显武,邬鹏程
受保护的技术使用者:内蒙古北方重型汽车股份有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!