一种引熄弧板批量加工用工装的制作方法
本技术涉及的是一种引熄弧板批量加工用工装,属于工装设备。
背景技术:
1、引熄弧板是一种用于焊接过程的工具,在焊接作业中,为保证焊接质量,防止焊缝终始端产生缺陷,在焊前需要在焊接处预先焊接引熄弧板,使得焊缝在引熄弧板提供的延长段上引弧和收弧。
2、引熄弧板大量使用于各类钢结构器件和设备的焊接加工过程中,传统钢板焊接时使用的引熄弧板,通常由施工人员在现场临时切割钢板边角料制作,不但费时费力,而且现场切割的引熄弧板和引熄弧槽口的尺寸大小难以统一,导致钢板的对接尺寸和焊接质量无法得到有效控制。若采用铣床进行预处理,再通过加工中心进一步精加工,虽然能够保证引熄弧板质量,但同时也大量增加了加工成本。
技术实现思路
1、本实用新型的目的在于解决现有引熄弧板加工过程中存在的上述问题,提出一种引熄弧板批量加工用工装。
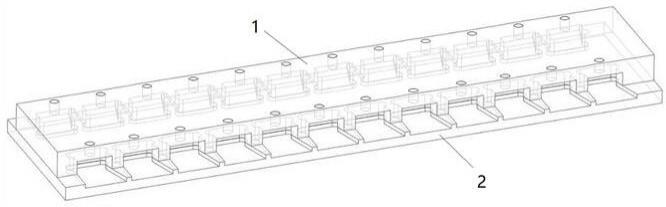
2、本实用新型的技术解决方案:一种引熄弧板批量加工用工装,其结构包括引熄弧板上模和引熄弧板下模,均采用厚钢板整体加工制成,其特征在于:所述引熄弧板上模整体设置于熄弧板下模的上表面,引熄弧板上模的下表面前后两侧边缘分别对称设有若干对上模凹槽,引熄弧板下模的上表面前后两侧边缘分别对称设有相同对数的下模凹槽。
3、进一步的,所述引熄弧板上模的长度与引熄弧板下模相同,引熄弧板上模的宽度小于引熄弧板下模的宽度。
4、进一步的,所述上模凹槽的中央设有1个锁紧螺孔。
5、进一步的,所述上模凹槽的凹槽内侧两端分别设有弧形卡槽,上模凹槽的一侧边缘与引熄弧板上模的侧边相垂直,另一侧边缘与引熄弧板上模的侧边成一定角度倾斜相接。
6、进一步的,所述每对上模凹槽的垂直侧边缘处于同一直线上,且倾斜侧边缘均朝向引熄弧板上模的左侧倾斜。
7、进一步的,所述下模凹槽分别于引熄弧板上模下表面的上模凹槽一一对应,下模凹槽的凹槽内侧两端分别设有弧形卡槽,且与对应位置上模凹槽两端的弧形卡槽形状大小相同;下模凹槽的一侧边缘与引熄弧板下模的侧边相垂直,另一侧边缘与引熄弧板下模的侧边成一定角度倾斜相接,且两侧边缘与对应位置上模凹槽的两侧边缘位于同一竖直平面上。
8、进一步的,所述每对上模凹槽和下模凹槽之间的空隙形成待加工引熄弧板的加工位。
9、与现有技术相比,本实用新型的优点在于:通过工装模具对引熄弧板的加工位置进行限制,保证加工成品形状的一致性,可快速批量加工出大量满足需求的引熄弧板,相比人工制作更加方便快捷,且极大缩短铣床加工时间,同时工装本身结构简单,易于推广使用。
技术特征:
1.一种引熄弧板批量加工用工装,其结构包括引熄弧板上模(1)和引熄弧板下模(2),均采用厚钢板整体加工制成,其特征在于:所述引熄弧板上模(1)整体设置于熄弧板下模(2)的上表面,引熄弧板上模(1)的下表面前后两侧边缘分别对称设有若干对上模凹槽(3),引熄弧板下模(2)的上表面前后两侧边缘分别对称设有相同对数的下模凹槽(4)。
2.根据权利要求1所述的一种引熄弧板批量加工用工装,其特征在于:所述引熄弧板上模(1)的长度与引熄弧板下模(2)相同,引熄弧板上模(1)的宽度小于引熄弧板下模(2)的宽度。
3.根据权利要求1所述的一种引熄弧板批量加工用工装,其特征在于:所述上模凹槽(3)的中央设有1个锁紧螺孔(5)。
4.根据权利要求1所述的一种引熄弧板批量加工用工装,其特征在于:所述上模凹槽(3)的凹槽内侧两端分别设有弧形卡槽,上模凹槽(3)的一侧边缘与引熄弧板上模(1)的侧边相垂直,另一侧边缘与引熄弧板上模(1)的侧边成一定角度倾斜相接。
5.根据权利要求1所述的一种引熄弧板批量加工用工装,其特征在于:所述每对上模凹槽(3)的垂直侧边缘处于同一直线上,且倾斜侧边缘均朝向引熄弧板上模(1)的左侧倾斜。
6.根据权利要求1所述的一种引熄弧板批量加工用工装,其特征在于:所述下模凹槽(4)分别于引熄弧板上模(1)下表面的上模凹槽(3)一一对应,下模凹槽(4)的凹槽内侧两端分别设有弧形卡槽,且与对应位置上模凹槽(3)两端的弧形卡槽形状大小相同;下模凹槽(4)的一侧边缘与引熄弧板下模(2)的侧边相垂直,另一侧边缘与引熄弧板下模(2)的侧边成一定角度倾斜相接,且两侧边缘与对应位置上模凹槽(3)的两侧边缘位于同一竖直平面上。
7.根据权利要求1所述的一种引熄弧板批量加工用工装,其特征在于:所述每对上模凹槽(3)和下模凹槽(4)之间的空隙形成待加工引熄弧板的加工位。
技术总结
本技术提出的是一种引熄弧板批量加工用工装,其结构包括引熄弧板上模和引熄弧板下模,均采用厚钢板整体加工制成,引熄弧板上模整体设置于熄弧板下模的上表面,引熄弧板上模的下表面前后两侧边缘分别对称设有若干对上模凹槽,引熄弧板下模的上表面前后两侧边缘分别对称设有相同对数的下模凹槽。本技术通过工装模具对引熄弧板的加工位置进行限制,保证加工成品形状的一致性,可快速批量加工出大量满足需求的引熄弧板,相比人工制作更加方便快捷,且极大缩短铣床加工时间,同时工装本身结构简单,易于推广使用。
技术研发人员:曹鑫蒙,何小飞,吴晓东,黄树德,冯辉,王兴法
受保护的技术使用者:上海振华重工(集团)股份有限公司南通分公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!