一种适用于压铸工件的高耐磨铰刀的制作方法
本技术属于数控机加工刀具,具体涉及一种铰刀。
背景技术:
1、铸铁或压铸铝工件在铰孔加工时由于料渣通常是粉末形式,一般选择直槽排屑铰刀来进行铰孔加工;但由于铸铁或压铸铝工件等在硬度方面较高,现有常规合金钢铰刀,如中国实用新型(公告号cn204053031)公开的直槽铰刀,其工作部的刀体和刀柄通体由合金钢加工形成,在铸铁或压铸铝等高硬度工件铰孔加工时,刀体由于硬度和耐磨性较弱,使用寿命较短,易出现刀体损坏问题;在这些高硬度工件铰孔加工时需要备用并频繁更换铰刀,既增加铰孔加工作业成本,又影响铰孔加工作业效率。
技术实现思路
1、针对现有技术的不足,本实用新型旨在提供一种高耐磨铰刀,适用于压铸等高硬度工件铰孔加工,具有高硬度高耐磨性、使用寿命长的特点,有助于降低压铸等高硬度工件铰孔加工刀具更换成本及提高铰孔加工作业效率。
2、为实现上述目的,本实用新型采用如下技术方案:
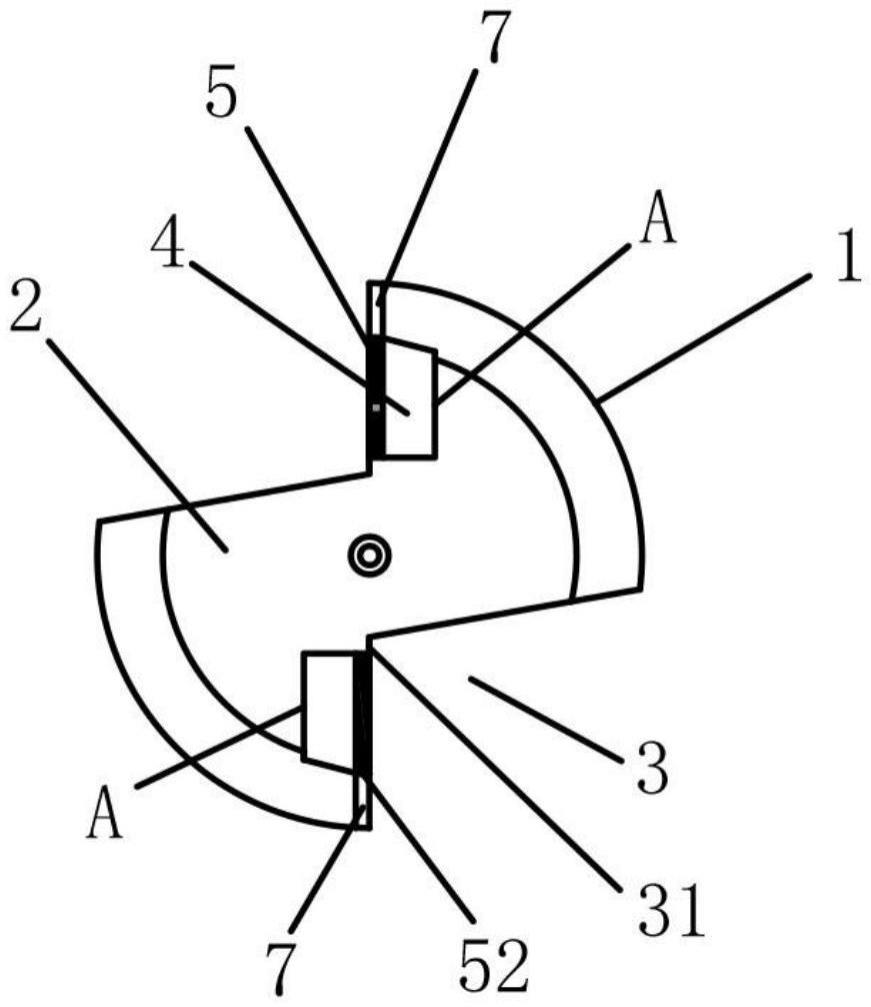
3、一种适用于压铸工件的高耐磨铰刀,包括合金钢刀柄及一体设于合金钢刀柄的前端且直径小于合金钢刀柄的合金钢铰削部,合金钢铰削部的侧部中心对称地设有排屑直槽,排屑直槽自合金钢铰削部的前端端面延伸于合金钢刀柄,排屑直槽的其中一对中心对称的槽侧壁上分别开设有镶嵌槽a,镶嵌槽a自合金钢铰削部的前端端面向合金钢刀柄方向延伸,镶嵌槽a中焊接镶嵌固定有垫片,第一cbn刀片覆盖铺贴焊接固定于垫片,第一cbn刀片具有前凸于合金钢铰削部的前端端面的第一铰削部和外凸于合金钢铰削部周壁的第二铰削部;在铸铁或压铸铝等高硬度工件铰孔时,通过合金钢铰削部中心对称镶嵌的第一cbn刀片的第一铰削部及第二铰削部作用于孔内壁进行铰孔加工,可以提高铰刀硬度及耐磨性,从而延长铰刀使用寿命,降低压铸等高硬度工件铰孔加工刀具更换成本及避免换刀停机、提高铰孔加工作业效率。
4、优选的,第一cbn刀片的外刀面平齐于槽侧壁并焊接对齐;第一cbn刀片在合金钢铰削部的设置整体性强,且镶嵌固定牢固、不会影响料渣在排屑直槽中的排出。
5、作为改进方案,合金钢铰削部和合金钢刀柄之间形成有倒角部,槽侧壁对应倒角部设有前部延伸于合金钢铰削部、后部延伸于合金钢刀柄的镶嵌槽b,镶嵌槽b中焊接镶嵌固定有第二cbn刀片,第二cbn刀片具有平齐于合金钢铰削部、合金钢刀柄周壁的切削刃边;铰孔孔口倒角加工也不需要更换刀具,并且通过镶嵌固定的第二cbn刀片的切削刃边进行倒角切削,倒角部的硬度高耐磨性高,同样可以避免倒角部在铸铁或压铸铝等高硬度工件倒角加工时易损坏问题,延长铰刀使用寿命,降低压铸等高硬度工件铰孔加工刀具更换成本及避免换刀停机、提高铰孔加工作业效率。
6、优选的,镶嵌槽b和第二cbn刀片对应具有用以切削倒角的斜边部;由该斜边部切削加工出倒角面。
7、本实用新型具有如下有益效果:
8、1、在合金钢铰削部侧部中心对称的排屑直槽的一对槽侧壁上设置镶嵌槽a,并在镶嵌槽a中焊接镶嵌固定垫片和第一cbn刀片,通过第一cbn刀片的第一铰削部及第二铰削部作用于孔内壁进行铰孔加工,可以提高铰刀硬度及耐磨性,从而延长铰刀使用寿命,降低压铸等高硬度工件铰孔加工刀具更换成本及避免换刀停机、提高铰孔加工作业效率;
9、2、在合金钢铰削部和合金钢刀柄之间形成有倒角部,并在排屑直槽的侧壁对应倒角部设置镶嵌槽b来焊接镶嵌固定第二cbn刀片,铰孔孔口倒角加工也不需要更换刀具,并且通过镶嵌固定的第二cbn刀片的切削刃边进行倒角切削,倒角部的硬度高耐磨性高,同样可以避免倒角部在铸铁或压铸铝等高硬度工件倒角加工时易损坏问题,延长铰刀使用寿命。
技术特征:
1.一种适用于压铸工件的高耐磨铰刀,包括合金钢刀柄及一体设于所述合金钢刀柄的前端且直径小于所述合金钢刀柄的合金钢铰削部,所述合金钢铰削部的侧部中心对称地设有排屑直槽,所述排屑直槽自所述合金钢铰削部的前端端面延伸于所述合金钢刀柄,其特征在于,所述排屑直槽的其中一对中心对称的槽侧壁上分别开设有镶嵌槽a,所述镶嵌槽a自所述合金钢铰削部的前端端面向所述合金钢刀柄方向延伸,所述镶嵌槽a中焊接镶嵌固定有垫片,第一cbn刀片覆盖铺贴焊接固定于所述垫片,所述第一cbn刀片具有前凸于所述合金钢铰削部的前端端面的第一铰削部和外凸于所述合金钢铰削部周壁的第二铰削部。
2.如权利要求1所述的适用于压铸工件的高耐磨铰刀,其特征在于,所述第一cbn刀片的外刀面平齐于所述槽侧壁并焊接对齐。
3.如权利要求1或2所述的适用于压铸工件的高耐磨铰刀,其特征在于,所述合金钢铰削部和所述合金钢刀柄之间形成有倒角部,所述槽侧壁对应所述倒角部设有前部延伸于所述合金钢铰削部、后部延伸于所述合金钢刀柄的镶嵌槽b,所述镶嵌槽b中焊接镶嵌固定有第二cbn刀片,所述第二cbn刀片具有平齐于所述合金钢铰削部、所述合金钢刀柄周壁的切削刃边。
4.如权利要求3所述的适用于压铸工件的高耐磨铰刀,其特征在于,所述镶嵌槽b和所述第二cbn刀片对应具有用以切削倒角的斜边部。
5.如权利要求4所述的适用于压铸工件的高耐磨铰刀,其特征在于,所述斜边部与所述合金钢刀柄、所述合金钢铰削部的中心轴线夹角为14°。
6.如权利要求1或2所述的适用于压铸工件的高耐磨铰刀,其特征在于,所述排屑直槽的两侧槽壁之间形成100°夹角。
技术总结
本技术涉及数控机加工刀具技术领域,公开了一种适用于压铸工件的高耐磨铰刀,在合金钢铰削部的侧部中心对称地设有排屑直槽,排屑直槽自合金钢铰削部的前端端面延伸于合金钢刀柄,排屑直槽的其中一对中心对称的槽侧壁上分别开设有镶嵌槽A,镶嵌槽A自合金钢铰削部的前端端面向合金钢刀柄方向延伸,镶嵌槽A中焊接镶嵌固定有垫片,第一CBN刀片覆盖铺贴焊接固定于垫片,第一CBN刀片具有前凸于合金钢铰削部的前端端面的第一铰削部和外凸于合金钢铰削部周壁的第二铰削部;适用于压铸等高硬度工件铰孔加工,具有高硬度高耐磨性、使用寿命长的特点,有助于降低压铸等高硬度工件铰孔加工刀具更换成本及提高铰孔加工作业效率。
技术研发人员:何上林,黄平
受保护的技术使用者:佛山市昕锐切削工具制造有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!