铝型材挤压成型的凹槽处预留铝条的切除机构的制作方法
本技术涉及一种制造晾杆的铝型材,尤其涉及一种铝型材挤压成型凹槽处预留铝薄膜的切除机构。
背景技术:
1、有一种用作晾杆的铝型材,在铝型材的一端面需开设一条槽,用于放置多个可滑动的塑料挂钩。在铝型材的成型过程中,为了保持这条槽不变形,需要在槽内留下一条薄状铝条,其厚度为1-2毫米,宽度为5-6厘米。
2、在后续制成晾杆时,需要将槽内的薄膜切割掉,常规的采用人工用尖嘴钳手动拉除,费用费力,工作量大,还存在毛刺和断条等现象,还存在铝条不规则导致的手划伤等问题。
技术实现思路
1、鉴于人工切铝条存在上述问题,本实用新型提供一种铝型材挤压成型的凹槽处预留铝条的切除机构,利用滚轮在凹槽中碾压的方式切除铝条,受力均匀,可避免毛刺和断条现象,自动化切割,还能避免手划伤等问题。
2、本实用新型解决上述技术问题所采用的技术方案为:铝型材挤压成型的凹槽处预留铝条的切除机构,包括机架和输送铝型材的移动座;所述机架上包括供移动座穿过的型材通道和可自转的碾压滚轮;所述移动座受动力机构驱动;
3、所述碾压滚轮的轮面宽度与凹槽的宽度保持一致,所述碾压滚轮的两侧壁与凹槽的侧壁贴合;
4、所述碾压滚轮的下端部超过铝条的底面;
5、在动力机构的驱动下,当铝型材跟随移动座穿过型材通道时,所述碾压滚轮将凹槽中的铝条从铝型材中分离出来。
6、本实用新型进一步的优选技术方案为:所述机架上设有上固定座,所述碾压滚轮通过轴销固定在所述上固定座中;
7、所述碾压滚轮的下部向下超过上固定座的下端面。
8、本实用新型进一步的优选技术方案为:所述机架包括底座、上梁和两根立柱,所述两根立柱的下端固定在底座上,所述两根立柱的上端固定在上梁上;
9、所述上固定座固定在上梁的下侧。
10、本实用新型进一步的优选技术方案为:所述上固定座的下端面开设有安装碾压滚轮的轮槽。
11、本实用新型进一步的优选技术方案为:所述移动座上开设有沿其长度方向分的型材容置槽,型材容置槽的位置与所述碾压滚轮的位置对应,以使铝型材放入所述型材容置槽内后,铝型材凹槽处的铝条正对所述碾压滚轮。
12、本实用新型进一步的优选技术方案为:所述移动座包括三根基体,相邻两根基体之间形成所述型材容置槽;
13、所述移动座的两端布置有限位块,以限定铝型材的前后位置,避免铝型材在被切压铝条的过程中发生位移;
14、所述限位块的高度高于所述基体的高度,且所述限位块的上表面低于铝型材的凹槽所在表面,或所述限位块的上表面与铝型材的凹槽所在表面齐平。
15、本实用新型进一步的优选技术方案为:还包括与动力机构连接的传输组件,所述移动座固定在所述传输组件上;
16、所述动力机构包括电机和受电机的输出轴驱动的丝杆;
17、所述传输组件包括导轨和沿导轨前后移动的滑块;
18、所述丝杆带动所述滑块沿所述导轨前后滑动;
19、所述移动座通过连接横板固定在所述滑块上。
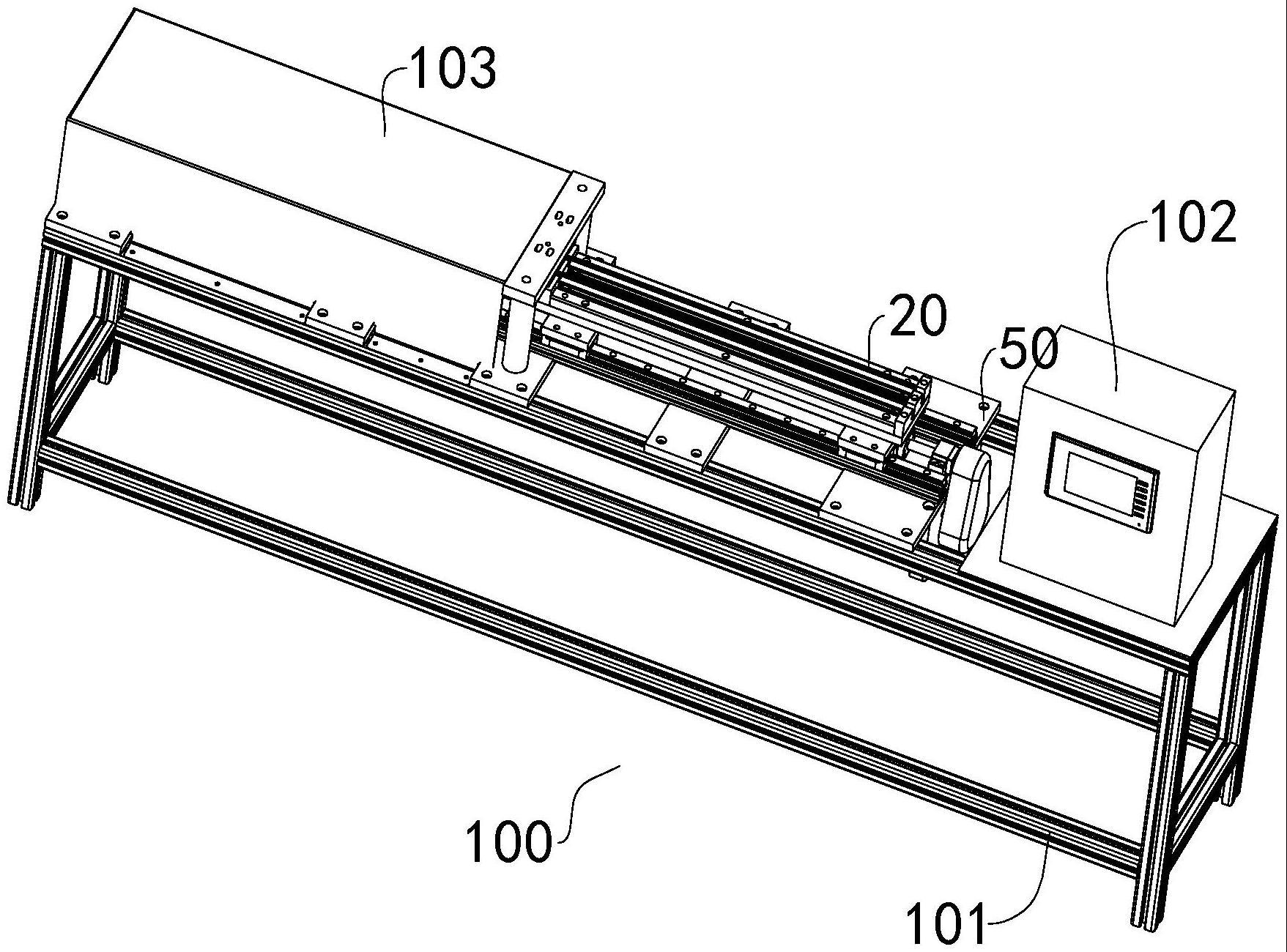
20、本实用新型进一步的优选技术方案为:所述铝型材挤压成型的凹槽处预留铝条的切除机构,还包括支撑立架、控制模块和机罩;
21、所述传输组件布置在支撑立架的上表面;
22、所述控制模块安装在支撑立架的外端处,所述机罩盖设住所述机架并横向延伸一段长度。
23、本实用新型进一步的优选技术方案为:所述支撑立架上还安装有固定动力机构的安装座。
24、本实用新型进一步的优选技术方案为:所述碾压滚轮包括第一高度上的挤压弧段和第二高度上的限位弧段;
25、所述第一高度高于第二高度;
26、所述挤压弧段切压迎面移动过来的凹槽内的铝条,所述限位弧段限制切压下来的铝条的移动方向。
27、与现有技术相比,本实用新型的优点是:通过将安装有碾压滚轮的机架和可向机架方向移动的移动座配合,再匹配上驱动移动座移动的动机机构,使得移动架上的铝型材可自动朝碾压滚轮移动,与此同时,碾压滚轮会与铝型材凹槽内的铝条切合并切压下铝条,从而完成铝型材凹槽处的多余铝条的切除工序;上述技术手段方便、快捷,无需徒手去除凹槽内的多余铝条,避免伤手。
28、此外,本实施例中要去除的多余铝条是在铝型材的凹槽内,结构位置较为特殊,人工去除时较为不便且容易伤手;而碾压滚轮的下端下伸凹槽内一段距离并超过铝条底部,可有效、充分且自动地去除特殊位置内的铝条,整个切除过程也十分流畅、快速,从而提高生产效率。
技术特征:
1.铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:包括机架和输送铝型材的移动座;所述机架上包括供移动座穿过的型材通道和可自转的碾压滚轮;所述移动座受动力机构驱动;
2.根据权利要求1所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述机架上设有上固定座,所述碾压滚轮通过轴销固定在所述上固定座中;
3.根据权利要求2所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述机架包括底座、上梁和两根立柱,所述两根立柱的下端固定在底座上,所述两根立柱的上端固定在上梁上;
4.根据权利要求2所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述上固定座的下端面开设有安装碾压滚轮的轮槽。
5.根据权利要求1所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述移动座上开设有沿其长度方向分的型材容置槽,型材容置槽的位置与所述碾压滚轮的位置对应,以使铝型材放入所述型材容置槽内后,铝型材凹槽处的铝条正对所述碾压滚轮。
6.根据权利要求5所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述移动座包括三根基体,相邻两根基体之间形成所述型材容置槽;
7.根据权利要求1所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:还包括与动力机构连接的传输组件,所述移动座固定在所述传输组件上;
8.根据权利要求7所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:还包括支撑立架、控制模块和机罩;
9.根据权利要求8所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述支撑立架上还安装有固定动力机构的安装座。
10.根据权利要求1所述铝型材挤压成型的凹槽处预留铝条的切除机构,其特征在于:所述碾压滚轮包括第一高度上的挤压弧段和第二高度上的限位弧段;
技术总结
本技术公开了铝型材挤压成型的凹槽处预留铝条的切除机构,包括机架和输送铝型材的移动座;机架上包括供移动座穿过的型材通道和可自转的碾压滚轮;移动座受动力机构驱动;碾压滚轮的轮面宽度与凹槽的宽度保持一致,碾压滚轮的两侧壁与凹槽的侧壁贴合;碾压滚轮的下端部超过铝条的底面;在动力机构的驱动下,当铝型材跟随移动座穿过型材通道时,碾压滚轮将凹槽中的铝条从铝型材中分离出来;本实施例中要去除的多余铝条是在铝型材的凹槽内,结构位置较为特殊,人工去除时较为不便且容易伤手;而碾压滚轮的下端下伸凹槽内一段距离并超过铝条底部,可有效、充分且自动地去除特殊位置内的铝条,整个切除过程也十分流畅、快速,从而提高生产效率。
技术研发人员:曹舟,陈金鑫,王文斌
受保护的技术使用者:浙江好易点智能科技有限公司
技术研发日:20221225
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!