一种杆类锻造模具的制作方法
本技术涉及杆类锻造模具的领域,尤其是涉及一种杆类锻造模具。
背景技术:
1、金属的锻造离不开模具的塑形。两端烧红的工件被运到模具处,两组模具贴合,机体位于模具两侧的气缸往模具一侧挤压工件,工件的两端被挤压塑形。
2、一种工件,如图1所示,包括杆体1,杆体1两端均锻压有限位块11。
3、针对上述中的相关技术,发明人认为模具的模腔持续与高温状态下的工件接触,导致其使用寿命较短。
技术实现思路
1、为了提高模具的使用寿命,降低模具成本,本实用新型提供一种杆类锻造模具。
2、本实用新型提供的一种杆类锻造模具采用如下的技术方案:
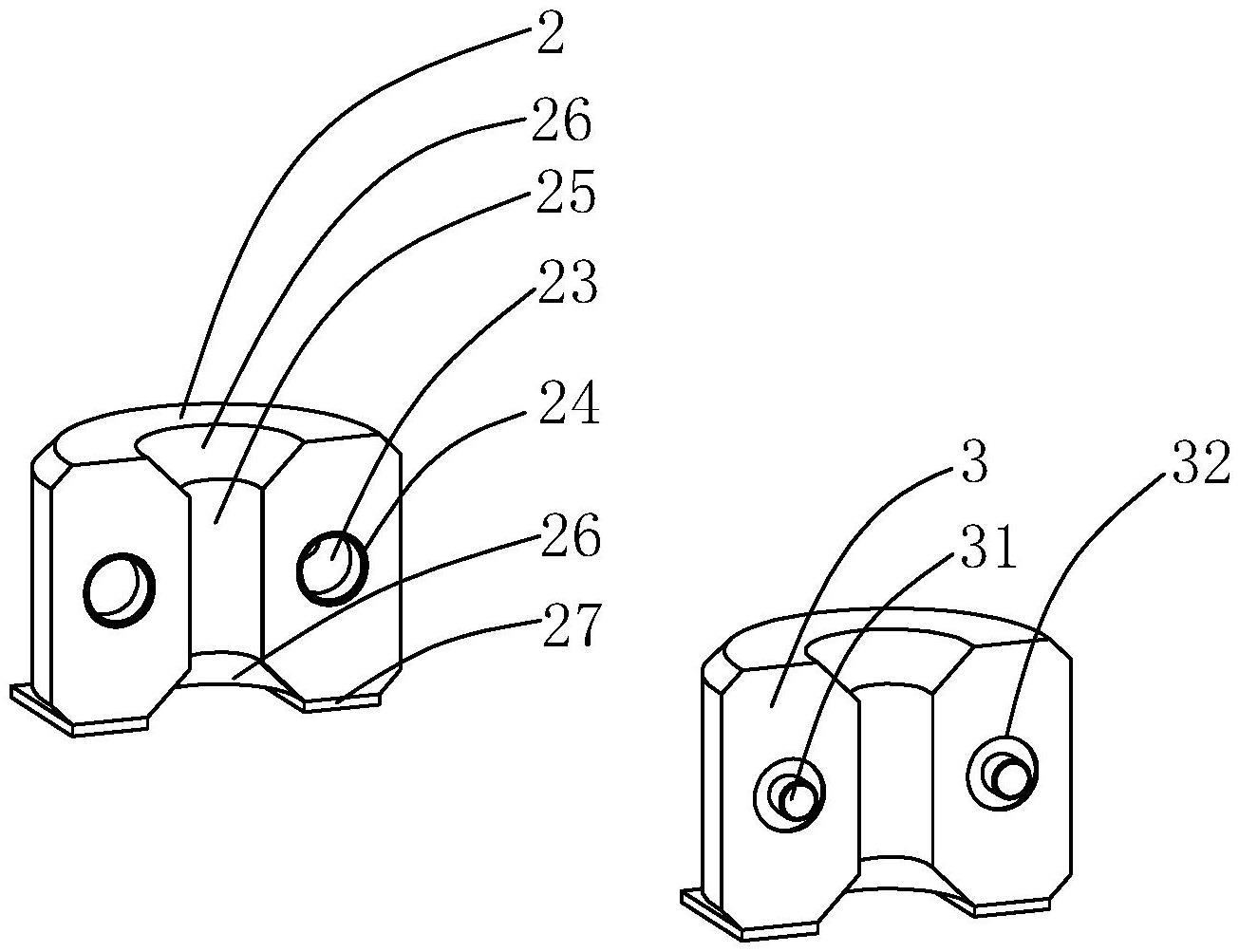
3、一种杆类锻造模具,包括相互扣合的模具本体一与模具本体二,模具本体一与模具本体二两端均开设有成型槽,成型槽用于工件端部限位块的成型。
4、通过采用上述技术方案,模具本体一与模具本体二两端均开设有成型槽,成型槽需要更换的时候,工作人员模具本体一或模具本体二更换方向安装即可,提高了模具本体一与模具本体二的使用寿命,降低了模具制造的成本。
5、可选的,所述模具本体一与所述模具本体二相对一侧均开设有容纳槽,容纳槽用于容纳杆体。
6、通过采用上述技术方案,在工件端部的限位块成型时,杆体卡接在容纳槽内,容纳槽起到了定位作用。
7、可选的,所述模具本体一与所述模具本体二相背一侧均设置有抵接面。
8、通过采用上述技术方案,抵接面的设置增大了模具本体与模具座的接触面积,使模具本体一与模具座的安装和模具本体二与模具座的安装更牢固。
9、可选的,所述模具本体一的抵接面与所述模具本体二的抵接面均螺纹连接有定位螺栓。
10、通过采用上述技术方案,定位螺栓将模具本体一与模具本体二固定在模具座上,工人在更换模模具本体一与模具本体二时,拧松并拆卸定位螺栓,更换完成后将定位螺栓插接在螺纹孔内拧紧。
11、可选的,所述模具本体一远离抵接面的一侧开设有定位孔一,定位孔一于模具本体一上开设有两个,定位孔一内插接有导向套,所述模具本体二远离抵接面的一侧开设有定位孔二,定位孔二与模具本体二上开设有两个,定位孔二内插接有导向柱。
12、通过采用上述技术方案,工件被运往模具处加工时,模具本体一与模具本体二开设容纳槽的一侧贴合,模具本体二的导向柱插接到模具本体一的导向套内,实现模具本体一与模具本体二之间的稳定贴合。
13、可选的,所述模具本体一与所述模具本体二边缘均倒角。
14、通过采用上述技术方案,避免了锋利的边缘割伤工人的手,在工人更换模具本体一与模具本体二或者调换成型槽时保护了工人的手部。
15、可选的,所述模具本体一与所述模具本体二一侧均设置有缓冲垫。
16、通过采用上述技术方案,当机体两侧的气缸伸出活塞杆往模具一侧挤压时,缓冲垫的设置有效减小了气缸碰撞模具本体时的缓冲力,起到了保护模具本体的作用。
技术特征:
1.一种杆类锻造模具,其特征在于:
2.根据权利要求1所述的一种杆类锻造模具,其特征在于:所述模具本体一(2)与所述模具本体二(3)相对一侧均开设有容纳槽(25),容纳槽(25)用于容纳杆体(1)。
3.根据权利要求1所述的一种杆类锻造模具,其特征在于:所述模具本体一(2)与所述模具本体二(3)相背一侧均设置有抵接面(21)。
4.根据权利要求3所述的一种杆类锻造模具,其特征在于:所述模具本体一(2)的抵接面(21)与所述模具本体二(3)的抵接面(21)均螺纹连接有定位螺栓(22),定位螺栓(22)用于将模具本体一(2)和模具本体二(3)分别与模具座固定。
5.根据权利要求3所述的一种杆类锻造模具,其特征在于:所述模具本体一(2)远离抵接面(21)的一侧开设有定位孔一(23),定位孔一(23)于模具本体一(2)上开设有两个,定位孔一(23)内螺纹连接有导向套(24),所述模具本体二(3)远离抵接面(21)的一侧开设有定位孔二(32),定位孔二(32)与模具本体二(3)上开设有两个,定位孔二(32)内螺纹连接有导向柱(31)。
6.根据权利要求1所述的一种杆类锻造模具,其特征在于:所述模具本体一(2)与所述模具本体二(3)边缘均设置有倒角(28)。
7.根据权利要求1所述的一种杆类锻造模具,其特征在于:所述模具本体一(2)与所述模具本体二(3)一端均设置有缓冲垫(27)。
技术总结
本技术涉及一种杆类锻造模具,其包括相互扣合的模具本体一与模具本体二,模具本体一与模具本体二两端均开设有成型槽,成型槽用于工件端部限位块的成型。本技术具有提高模具的使用寿命,降低模具成本的效果。
技术研发人员:牟克锴,袁崇森,马之良,王泉盛,周家明
受保护的技术使用者:青岛东嘉机械五金制品有限责任公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!