用于对二次电池的引线接头的边缘倒圆的处理设备的制作方法
1.本公开涉及用于对二次电池的引线接头的边缘倒圆的处理设备,该处理设备能够对二次电池的引线接头的边缘倒圆。
背景技术:
2.通常,二次电池的引线接头被用作外部电路的连接端子,以操作使用二次电池的装置或系统。为此,引线接头连接到二次电池的电极。
3.构成引线接头的金属引线被制造成具有在平面图中具有成角度的边缘的典型矩形形状。绝缘膜熔融到金属引线的两个相对的表面并且设置在金属引线上的预定位置处。绝缘膜由合成树脂制成,以使二次电池的壳体密封和绝缘。
4.此外,因为引线接头的金属引线的边缘是尖锐的,所以存在的问题是当引线接头连接到二次电池的电极时,金属引线的尖锐边缘对电极造成刮伤。该问题导致二次电池的效率劣化的另一问题。
技术实现要素:
5.技术问题
6.本公开的目的是提供一种用于对二次电池的引线接头的边缘倒圆的处理设备,该处理设备能够对具有熔融有绝缘膜的两个相对的表面的金属引线的边缘倒圆。
7.技术方案
8.本公开的一个方面提供了一种用于对二次电池的引线接头的边缘倒圆的处理设备,所述处理设备对由引线接头制造设备制造的引线接头的金属引线的一端的两个相对的边缘和另一端的两个相对的边缘倒圆,所述处理设备包括:装载单元,由所述引线接头制造设备制造的所述引线接头被装载并安置在所述装载单元上;主边缘处理单元,所述主边缘处理单元安装在所述装载单元的下游侧处并且被配置成对准从所述装载单元传送的所述引线接头,所述主边缘处理单元被配置成对所述金属引线的设置成与绝缘膜相邻的所述一端的两个相对的边缘倒圆;副边缘处理单元,所述副边缘处理单元安装在所述主边缘处理单元的下游侧处并且被配置成对准从所述主边缘处理单元传送的所述引线接头,所述副边缘处理单元被配置成对所述金属引线的与所述绝缘膜间隔开的所述另一端的两个相对的边缘倒圆;卸载单元,所述卸载单元安装在所述副边缘处理单元的下游侧处并且被配置成装载从所述副边缘处理单元传送的所述引线接头并且将所装载的引线接头排出到外部;以及传送单元,所述传送单元被配置成将具有所述金属引线的所述一端的待处理的两个相对的边缘和所述另一端的待处理的两个相对的边缘的所述引线接头从所述引线接头制造设备装载到所述装载单元,并且将装载在所述装载单元上的所述引线接头传送到所述主边缘处理单元、所述副边缘处理单元和所述卸载单元。
9.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述传送单元可以包括:第一真空夹持器,所述第一真空夹持器被配置成将由所述引线
接头制造设备制造的所述引线接头传送到所述装载单元;第二真空夹持器,所述第二真空夹持器被配置成将装载在所述装载单元上的所述引线接头传送到所述主边缘处理单元;第三真空夹持器,所述第三真空夹持器被配置成将具有所述金属引线的所述一端的已经由所述主边缘处理单元处理的两个相对的边缘的所述引线接头传送到所述副边缘处理单元;以及第四真空夹持器,所述第四真空夹持器被配置成将具有所述金属引线的所述另一端的已经由所述副边缘处理单元处理的两个相对的边缘的所述引线接头传送到所述卸载单元。
10.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述装载单元可以包括:站台,通过所述传送单元的第一真空夹持器的操作从所述引线接头制造设备传送的所述引线接头被装载并安置在所述站台上;以及视觉摄像头,所述视觉摄像头安装成面向所述站台的上表面并且被配置成通过获取安置在所述站台上的所述引线接头的图像来识别所述引线接头的安置状态。
11.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述主边缘处理单元可以包括:第一对准台,通过所述传送单元的第二真空夹持器的操作从所述装载单元传送的所述引线接头被安置并对准在所述第一对准台上,所述第一对准台具有第一止动件,所述第一止动件安装成从所述第一对准台的面向所述装载单元的一端突出,所述第一止动件被配置成在对准所述引线接头的情况下与所述金属引线的一端进行接触;第一端对准缸,所述第一端对准缸被配置成在对准安置在所述第一对准台上的所述引线接头的情况下,通过与所述金属引线的所述另一端进行接触并且朝向所述第一止动件推动所述金属引线,使所述金属引线的一端和所述另一端与所述第一对准台对准;一对第一侧对准块,所述一对第一侧对准块被配置成在对准安置在所述第一对准台上的所述引线接头的情况下,朝向所述第一对准台的两个相对的表面推动所述金属引线的两个相对侧,并且移动所述金属引线使得所述第一对准台的中心与所述金属引线的中心重合;以及一对第一切口模具,所述一对第一切口模具被配置成对已经与所述第一对准台完全对准的所述引线接头的所述金属引线的所述一端的两个相对的边缘倒圆。
12.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第一对准台可以安装在第一基底台的上表面的中心处,所述第一基底台在平面图中在与所述引线接头的传送方向垂直地相交的方向上延伸,所述第一对准台可以包括上表面,所述引线接头被安置并对准在该上表面上,并且所述第一对准台可以在所述引线接头的所述传送方向上延伸,同时具有比所述引线接头的宽度小的宽度。
13.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第一端对准缸可以安装在所述第一基底台的上表面上并且面向所述第一对准台的另一端,第一端对准块可以安装在所述第一端对准缸上,并且在对准所述引线接头的情况下,所述第一端对准块可以通过借助所述第一端对准缸的操作而移向所述第一对准台的另一端来与所述金属引线的所述另一端进行接触,并且推动并移动所述金属引线,使得所述金属引线的所述一端与所述第一止动件进行接触。
14.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第一侧对准块可以安装在第一滑块上,所述第一滑块设置成使所述第一对准台插置在所述第一滑块之间,并且所述第一侧对准块被配置成面向所述第一对准台的一个侧表面和另一侧表面,所述第一滑块可以以能够滑动的方式安装在所述第一基底台的上表面
上,并且在对准安置在所述第一对准台上的所述金属引线的情况下,所述第一侧对准块可以同时接近所述第一对准台的所述一个侧表面和所述另一侧表面,与所述金属引线的一侧和另一侧进行接触,推动所述金属引线的所述一侧和所述另一侧,并且移动所述金属引线,使得所述金属引线的中心与所述第一对准台的中心重合。
15.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第一滑块均可以以竖直地延伸的板的形式设置,所述第一滑块的下端可以以能够滑动的方式安装在第一导轨上,所述第一导轨安装在所述第一基底台的上表面上并且在所述第一基底台的纵向方向上延伸,第一伺服马达可以安装在所述第一基底台上并且设置在所述第一滑块的后侧的一侧处,并且移动所述第一滑块和安装在所述第一滑块上的所述第一侧对准块,第一螺杆轴可以连接到所述第一伺服马达并且在所述第一基底台的所述纵向方向上延伸,所述第一螺杆轴可以被分成第一螺杆区域和第二螺杆区域,设置成与所述第一伺服马达相邻的一个第一滑块的后侧被紧固到所述第一螺杆区域,与所述第一伺服马达间隔开的另一第一滑块的后侧被紧固到所述第二螺杆区域,并且所述第一螺杆区域的螺纹和所述第二螺杆区域的螺纹可以在相反方向上延伸。
16.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第一切口模具可以分别安装在所述第一滑块上,所述第一切口模具均可以包括:第一压模构件,所述第一压模构件具有被配置成对所述金属引线的一端的边缘倒圆的压模;第一冲头构件,所述第一冲头构件具有被配置成对所述金属引线的一端的边缘倒圆的冲头;以及第一液压缸,所述第一液压缸被配置成使所述第一冲头构件向上或向下移动,所述第一压模构件可以安装在所述第一滑块的前下端处并且面向与所述第一对准台对准的所述金属引线的所述一端的两个相对的边缘的下侧,所述第一冲头构件可以设置在所述第一滑块的前表面上,并且向上或从与所述第一对准台对准的所述金属引线上方的位置朝向所述第一压模构件向下移动,所述第一液压缸可以固定地安装在所述第一滑块的上端处,并且所述第一液压缸可以连接到所述第一冲头构件并且向上或向下移动所述第一冲头构件。
17.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述副边缘处理单元可以包括:第二对准台,通过所述传送单元的第三真空夹持器的操作从所述主边缘处理单元传送的所述引线接头被安置并对准在所述第二对准台上,所述第二对准台具有第二止动件,所述第二止动件安装成从所述第二对准台的面向所述卸载单元的另一端突出,所述第二止动件被配置成在对准所述引线接头的情况下与所述金属引线的所述另一端进行接触;第二端对准缸,所述第二端对准缸被配置成在对准安置在所述第二对准台上的所述引线接头的情况下,通过与所述金属引线的一端进行接触并且朝向所述第二止动件推动所述金属引线,使所述金属引线的所述另一端和一端与所述第二对准台对准;一对第二侧对准块,所述一对第二侧对准块被配置成在对准安置在所述第二对准台上的所述引线接头的情况下,朝向所述第二对准台的两个相对的表面推动所述金属引线的两个相对侧,并且移动所述金属引线,使得所述第二对准台的中心与所述金属引线的中心重合;以及一对第二切口模具,所述一对第二切口模具被配置成对已经与所述第二对准台完全对准的所述引线接头的所述金属引线的所述另一端的两个相对的边缘倒圆。
18.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第二对准台可以安装在第二基底台的上表面的中心处,所述第二基底台在平面图
中在与所述引线接头的传送方向垂直地相交的方向上延伸,所述第二对准台可以包括上表面,所述引线接头被安置并对准在该上表面上,并且所述第二对准台可以在所述引线接头的所述传送方向上延伸,同时具有比所述引线接头的宽度小的宽度。
19.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第二端对准缸可以安装在所述第二基底台的所述上表面上并且面向所述第二对准台的一端,第二端对准块可以安装在所述第二端对准缸上,并且在对准所述引线接头的情况下,所述第二端对准块可以通过借助所述第二端对准缸的操作而移向所述第二对准台的一端来与所述金属引线的一端进行接触,并且推动并移动所述金属引线,使得所述金属引线的所述另一端与所述第二止动件进行接触。
20.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第二侧对准块可以安装在第二滑块上,所述第二滑块设置成使所述第二对准台插置在所述第二滑块之间,并且所述第二侧对准块被配置成面向所述第二对准台的一个侧表面和另一侧表面,所述第二滑块可以以能够滑动的方式安装在所述第二基底台的上表面上,并且在对准安置在所述第二对准台上的所述金属引线的情况下,所述第二侧对准块可以同时接近所述第二对准台的一个侧表面和所述另一侧表面,与所述金属引线的一侧和另一侧进行接触,推动所述金属引线的一侧和所述另一侧,并且移动所述金属引线,使得所述金属引线的中心与所述第二对准台的中心重合。
21.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第二滑块均可以以竖直地延伸的板的形式设置,所述第二滑块的下端可以以能够滑动的方式安装在第二导轨上,所述第二导轨安装在所述第二基底台的上表面上并且在所述第二基底台的纵向方向上延伸,第二伺服马达可以安装在所述第二基底台上并且设置在所述第二滑块的前侧的一侧处,并且移动所述第二滑块和安装在所述第二滑块上的所述第二侧对准块,第一螺杆轴可以连接到所述第二伺服马达并且在所述第二基底台的所述纵向方向上延伸,所述第二螺杆轴可以被分成第一螺杆区域和第二螺杆区域,设置成与所述第二伺服马达相邻的一个第二滑块的前侧被紧固到所述第一螺杆区域,与所述第二伺服马达间隔开的另一第二滑块的前侧被紧固到所述第二螺杆区域,并且所述第一螺杆区域的螺纹和所述第二螺杆区域的螺纹可以在相反方向上延伸。
22.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备中,所述第二切口模具可以分别安装在所述第二滑块上,所述第二切口模具均可以包括:第二压模构件,所述第二压模构件具有被配置成对所述金属引线的所述另一端的边缘倒圆的压模;第二冲头构件,所述第二冲头构件具有被配置成对所述金属引线的所述另一端的边缘倒圆的冲头;以及第二液压缸,所述第二液压缸被配置成使所述第二冲头构件向上或向下移动,所述第二压模构件可以安装在所述第二滑块的后下端处并且面向与所述第二对准台对准的所述金属引线的所述另一端的两个相对的边缘的下侧,所述第二冲头构件可以设置在所述第二滑块的后表面上,并且向上或从与所述第二对准台对准的所述金属引线上方的位置朝向所述第二压模构件向下移动,所述第二液压缸可以固定地安装在所述第二滑块的上端处,并且所述第二液压缸可以连接到所述第二冲头构件并且使所述第二冲头构件向上或向下移动。
23.在根据本公开的一个方面的用于对二次电池的引线接头的边缘倒圆的处理设备
中,所述卸载单元可以包括:卸载台,所述卸载台以水平圆形板的形式设置,并且被配置成装载通过所述传送单元的第四真空夹持器的操作从所述副边缘处理单元传送的所述引线接头,并且将所述引线接头排出到外部;以及旋转马达,所述旋转马达安装在所述卸载台的下部的中心处并且被配置成使所述卸载台旋转,多个托盘可以安装在所述卸载台的上表面上,从所述副边缘处理单元传送的所述引线接头可以被插入并装载到所述托盘中,并且所述托盘可以安装在所述卸载台的所述上表面上并且以相等的角度间隔彼此间隔开。
24.有益效果
25.根据本公开,可以自动且连续地对具有熔融有绝缘膜的两个相对的表面的金属引线的一端的两个相对的边缘和另一端的两个相对的边缘倒圆。
附图说明
26.图1是依次例示根据本公开的由用于对二次电池的引线接头的边缘倒圆的处理设备处理引线接头的图。
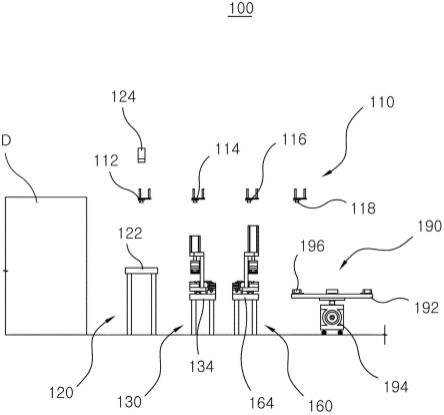
27.图2是示意性地例示根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备的图。
28.图3是示意性地例示在从装载单元观察主边缘处理单元时的图2中所示的主边缘处理单元的图。
29.图4是在从后侧观察图3时的图。
30.图5是示意性地例示在从卸载单元观察副边缘处理单元时的图2中所示的副边缘处理单元的图。
31.图6是在从后侧观察图5时的图。
具体实施方式
32.在下文中,将参照附图详细描述根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备的实施方式。
33.然而,应当注意,本公开的固有技术精神不受以下示例性实施方式限制,并且本领域技术人员基于本公开的固有技术精神可以容易地替代或更改以下示例性实施方式。
34.另外,本文所使用的术语是为了便于描述而选择的,并且应被适当地解释为符合本公开的技术精神的含义,而不限于在识别本公开的固有技术精神时的字典含义。
35.根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备100(参见图2)安装在引线接头制造设备d的下游侧处(参见图2),并且对由引线接头制造设备d制造的引线接头t(参见图1)的金属引线l(参见图1)的边缘部分倒圆。
36.在这种情况下,如任何人可以看到的,引线接头制造设备d包括:退绕过程,供应以卷的形式缠绕的金属引线l;平坦化过程,使供应的金属引线l的前表面和后表面平坦化;绝缘膜熔融过程,在金属引线l的纵向方向上以预设间隔将绝缘膜f(参见图1)熔融到金属引线l的上表面和下表面;金属引线切割过程,通过将熔融有绝缘膜的金属引线l切割成预设长度来形成引线接头t;以及检查过程,检查通过金属引线切割过程形成的引线接头t的尺寸和外部形状。
37.此外,已经经受检查过程的引线接头t被传送到引线接头制造设备d的面向根据本
公开的处理设备的排出端。
38.此外,如图1所示,根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备100对金属引线l的设置成与绝缘膜f相邻的一端的两个相对的边缘和金属引线l的与绝缘膜f间隔开的另一端的两个相对的边缘倒圆。
39.图1例示了金属引线l的一端的两个相对的边缘被首先处理,接着金属引线l的另一端的两个相对的边缘被处理。然而,金属引线l的另一端的两个相对的边缘可以被处理,接着金属引线l的一端的两个相对的边缘可以被处理。
40.附图当中的图2至图6是示意性地例示根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备的图。
41.参照图2至图6,根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备100包括装载单元120、主边缘处理单元130、副边缘处理单元160和卸载单元190。
42.另外,根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备100还可以包括传送单元110。
43.首先,传送单元110将具有金属引线l的待处理的边缘的引线接头t装载到装载单元120,并将装载在装载单元120上的引线接头t传送到主边缘处理单元130、副边缘处理单元160和卸载单元190。
44.传送单元110包括连接到典型真空发生器(未例示)的第一真空夹持器112、第二真空夹持器114、第三真空夹持器116和第四真空夹持器118。
45.如任何人可以看到的,第一真空夹持器112、第二真空夹持器114、第三真空夹持器116和第四真空夹持器118通过使用从真空发生器提供的真空压力来抽吸引线接头t。当真空压力被消除时,第一真空夹持器112、第二真空夹持器114、第三真空夹持器116和第四真空夹持器118释放所抽吸的引线接头t。
46.此外,第一真空夹持器112被安装成向上或向下移动以及在引线接头制造设备d的排出端与装载单元120之间沿水平方向直线地往复运动。第二真空夹持器114被安装成向上或向下移动以及在主边缘处理单元130与装载单元120之间沿水平方向直线地往复运动。
47.此外,第三真空夹持器116被安装成向上或向下移动以及在副边缘处理单元160与主边缘处理单元130之间沿水平方向直线地往复运动。第四真空夹持器118被安装成向上或向下移动以及在卸载单元190与副边缘处理单元160之间沿水平方向直线地往复运动。
48.也就是说,第一真空夹持器112在引线接头制造设备d的排出端处抽吸引线接头t,并将引线接头t放置在装载单元120上。第二真空夹持器114抽吸安置在装载单元120上的引线接头t,并将引线接头t放置在主边缘处理单元130上。
49.此外,第三真空夹持器116抽吸具有金属引线l的一端的已经由主边缘处理单元130处理的两个相对的边缘的引线接头t,并且将引线接头t放置在副边缘处理单元160上。第四真空夹持器118抽吸具有金属引线l的另一端的已经由副边缘处理单元160处理的两个相对的边缘的引线接头t,并且将引线接头t放置在卸载单元190上。
50.在这种情况下,因为第一真空夹持器112、第二真空夹持器114、第三真空夹持器116和第四真空夹持器118抽吸引线接头t并放置引线接头t的配置和第一真空夹持器112、第二真空夹持器114、第三真空夹持器116和第四真空夹持器118向上或向下移动以及沿水平方向直线地往复运动的配置是公知的技术,所以将省略其详细描述。
51.此外,第一真空夹持器112、第二真空夹持器114、第三真空夹持器116和第四真空夹持器118被安装成通过使用从单个驱动源(未例示)提供的驱动动力同时沿水平方向直线地往复运动,以便减少用于处理金属引线l的边缘的节拍时间。
52.具有金属引线l的一端的待处理的两个相对的边缘和另一端的待处理的两个相对的边缘的引线接头t被装载并安置在装载单元120上。
53.装载单元120包括站台122,通过第一真空夹持器112的操作被传送的引线接头t被装载并安置在该站台122上。
54.如图所示,站台122以具有足够面积的平板的形式设置,使得引线接头t可以被装载并安置在站台122上。通过第一真空夹持器112的操作从引线接头制造设备d的排出端传送的引线接头t被装载并安置在站台122的上表面上。
55.此外,装载单元120还包括视觉摄像头124,该视觉摄像头能够通过获取安置在站台122上的引线接头t的图像来识别引线接头t的安置状态。
56.视觉摄像头124被安装成面向站台122的上表面,以便不干扰第一真空夹持器112的操作。
57.在这种情况下,因为由视觉摄像头124获取的图像用于识别引线接头t的安置状态的配置是公知的技术,所以将省略其详细描述。
58.主边缘处理单元130安装在装载单元120的下游侧处。主边缘处理单元130将从装载单元120传送的引线接头t对准,并对金属引线l的设置成与绝缘膜f相邻的一端的两个相对的边缘倒圆。
59.主边缘处理单元130包括第一对准台132、第一端对准缸138、一对第一侧对准块142和一对第一切口模具152。
60.通过第二真空夹持器114的操作从装载单元120传送的引线接头t被装载在第一对准台132上并且通过第一对准台132被对准。
61.第一对准台132安装在第一基底台134的上表面的中心处,该第一基底台134在平面图中在与引线接头t的传送方向垂直地相交的方向上延伸。
62.在这种情况下,第一对准台132具有平坦的平滑的上表面,引线接头t被安置在该上表面上并在该上表面上滑动。第一对准台132在引线接头t的传送方向上延伸,同时具有比引线接头t的宽度小的宽度。
63.此外,第一止动件136安装成从第一对准台132的设置成与装载单元120相邻的上表面突出。当金属引线l的一端与第一止动件136进行接触时,安置在第一对准台132的上表面上的引线接头t被对准。
64.在对准安置在第一对准台132上的引线接头t的情况下,第一端对准缸138与金属引线l的另一端进行接触并且朝向第一止动件136推动金属引线l,使得金属引线l的一端和另一端与第一对准台132对准。
65.为此,第一端对准缸138安装在第一基底台134的上表面上并且面向第一对准台132的另一端。
66.此外,第一端对准块140安装在第一端对准缸138上,并且通过第一端对准缸138的操作在引线接头t的传送方向上移动。
67.在对准安置在第一对准台132上的引线接头t的情况下,第一端对准块140通过借
助第一端对准缸138的操作而移向第一对准台132的另一端来与金属引线l的另一端进行接触,并且推动并移动金属引线l,使得金属引线l的一端与第一止动件136进行接触。
68.也就是说,安置在第一对准台132上的引线接头t的金属引线l的一端和另一端通过第一止动件136和第一端对准块140对准。当金属引线l的一端的两个相对的边缘通过第一切口模具152的操作被完全处理时,第一端对准块140通过第一端对准缸138的操作返回。
69.在对准安置在第一对准台132上的引线接头t的情况下,第一侧对准块142可以将金属引线l的两个相对侧推向第一对准台132的两个相对的表面,并且移动金属引线l,使得金属引线l的中心与第一对准台132的中心重合。
70.在这种情况下,第一对准台132的中心是指连接第一对准台132的一端的中心和另一端的中心的假想中心线。同样地,金属引线l的中心是指连接金属引线l的一端的中心和另一端的中心的假想中心线。
71.如图所示,第一侧对准块142被设置成面向第一对准台132的一个侧表面和另一侧表面。
72.在这种情况下,在对准安置在第一对准台132上的金属引线l的情况下,第一侧对准块142同时接近第一对准台132的一个侧表面和另一侧表面,与金属引线l的一侧和另一侧进行接触,推动金属引线l的一侧和另一侧,并且移动金属引线l,使得金属引线l的中心与第一对准台132的中心重合。
73.为此,第一侧对准块142分别安装在第一滑块143上,该第一滑块设置成使第一对准台132插置在第一滑块143之间。第一滑块143可滑动地安装在第一基底台134的上表面上。
74.如图所示,第一滑块143均以大致竖直地延伸的板的形式设置。第一滑块143的下端可滑动地安装在第一导轨144上,该第一导轨安装在第一基底台134的上表面上并且在第一基底台134的纵向方向上延伸。
75.此外,第一伺服马达146安装在第一基底台134上并且设置在第一滑块143的后侧的一侧处。第一伺服马达146移动第一滑块143和安装在第一滑块143上的第一侧对准块142。
76.在这种情况下,第一螺杆轴148借助于典型的联接件连接到第一伺服马达146,并且在第一基底台134的纵向方向上延伸。
77.此外,第一螺杆轴148被分成第一螺杆区域150a和第二螺杆区域150b,设置成与第一伺服马达146相邻的一个第一滑块143的后侧被紧固到该第一螺杆区域150a,与第一伺服马达146间隔开的另一第一滑块143的后侧被紧固到该第二螺杆区域150b。第一螺杆区域150a的螺纹和第二螺杆区域150b的螺纹在相反方向上延伸,使得当第一螺杆轴148向前或反向旋转时,第一滑块143和安装在第一滑块143上的第一侧对准块142可以同时朝向或远离第一对准台132的一个侧表面和另一侧表面移动。
78.例如,第一螺杆区域150a可以是具有在从左侧到右侧的方向上处理的螺纹的左旋螺杆。第二螺杆区域150b可以是具有在从右侧到左侧的方向上处理的螺纹的右旋螺杆。
79.也就是说,在对准安置在第一对准台132上的引线接头t的金属引线l的情况下,第一伺服马达146使第一螺杆轴148向前旋转。在这种情况下,第一滑块143和安装在第一滑块143上的第一侧对准块142同时朝向第一对准台132的一个侧表面和另一侧表面移动,与金
属引线l的一侧和另一侧进行接触,推动金属引线l的一侧和另一侧,并且移动金属引线l,使得金属引线l的中心与第一对准台132的中心重合。
80.此外,当金属引线l的一端的两个相对的边缘通过第一切口模具152的操作被完全处理时,第一伺服马达146使第一螺杆轴148旋转(反向地)。在这种情况下,第一滑块143和安装在第一滑块143上的第一侧对准块142同时远离第一对准台132的一个侧表面和另一侧表面移动。
81.特别地,在对准金属引线l的情况下,第一侧对准块142在不干扰绝缘膜f的情况下与金属引线l的两个相对侧进行接触。
82.第一切口模具152对与第一对准台132完全对准的引线接头t的金属引线l的一端的两个相对的边缘倒圆。
83.如图所示,第一切口模具152在不干扰安装在第一滑块143上的第一侧对准块142的情况下安装在第一滑块143的面向装载单元120的前侧处。
84.如任何人可以看出的,第一切口模具152包括:第一压模构件154,该第一压模构件154具有压模(未例示),该压模被配置成对金属引线l的一端的边缘倒圆;第一冲头构件156,该第一冲头构件156具有冲头(未例示),该冲头被配置成对金属引线l的一端的边缘倒圆;以及第一液压缸158,该第一液压缸158被配置成向上或向下移动第一冲头构件156。
85.在这种情况下,第一压模构件154安装在第一滑块143的前下端处并且面向与第一对准台132对准的金属引线l的一端的两个相对的边缘的下侧。第一冲头构件156设置在第一滑块143的前表面上,并且向上或从与第一对准台132对准的金属引线l上方的位置朝向第一压模构件154向下移动。
86.此外,第一液压缸158固定地安装在第一滑块143的上端处。第一液压缸158连接到第一冲头构件156并且向上或向下移动第一冲头构件156。
87.也就是说,当安置在第一对准台132上的引线接头t的金属引线l被完全对准并且金属引线l的一端的两个相对的边缘被放置在第一压模构件154上时,第一液压缸158使第一冲头构件156向下朝向第一压模构件154移动。因此,第一压模构件154的压模和第一冲头构件156的冲头对金属引线l的一端的两个相对的边缘倒圆,同时彼此相交。当金属引线l的一端的两个相对的边缘被倒圆时,第一液压缸158向上移动第一冲头构件156。
88.在这种情况下,因为构成第一切口模具152的第一压模构件154和第一冲头构件156的结构是公知的技术,所以将省略其详细描述。
89.副边缘处理单元160安装在主边缘处理单元130的下游侧。副边缘处理单元160将从主边缘处理单元130传送的引线接头t(即,具有金属引线l的一端的已经被倒圆的两个相对的边缘的引线接头t)对准,并且该副边缘处理单元160对金属引线l的与绝缘膜f间隔开的另一端的两个相对的边缘倒圆。
90.在这种情况下,副边缘处理单元160和主边缘处理单元130相对于在主边缘处理单元130与副边缘处理单元160之间竖直地穿过的假想线镜像对称。
91.副边缘处理单元160包括第二对准台162、第二端对准缸168、一对第二侧对准块172和一对第二切口模具182。
92.通过第三真空夹持器116的操作从主边缘处理单元130传送的引线接头t被安置在第二对准台162上并通过第二对准台162被对准。
93.第二对准台162安装在第二基底台164的上表面的中心处,该第二基底台在平面图中在与引线接头t的传送方向垂直地相交的方向上延伸。
94.在这种情况下,第二对准台162具有平坦的平滑的上表面,引线接头t被安置在该上表面上并在该上表面上滑动。第二对准台162在引线接头t的传送方向上延伸,同时具有比引线接头t的宽度小的宽度。
95.此外,第二止动件166安装成从第二对准台162的设置成与卸载单元190相邻的上表面突出。当金属引线l的另一端与第二止动件166进行接触时,安置在第二对准台162的上表面上的引线接头t被对准。
96.在对准安置在第二对准台162上的引线接头t的情况下,第二端对准缸168与金属引线l的一端进行接触并且朝向第二止动件166推动金属引线l,使得金属引线l的一端和另一端与第二对准台162对准。
97.为此,第二端对准缸168安装在第二基底台164的上表面上并且面向第二对准台162的一端。
98.此外,第二端对准块170安装在第二端对准缸168上,并且通过第二端对准缸168的操作在引线接头t的传送方向上移动。
99.在对准安置在第二对准台162上的引线接头t的情况下,第二端对准块170通过借助第二端对准缸168的操作而移向第二对准台162的一端来与金属引线l的一端进行接触,并且推动并移动金属引线l,使得金属引线l的另一端与第二止动件166进行接触。
100.也就是说,安置在第二对准台162上的引线接头t的金属引线l的另一端和一端通过第二止动件166和第二端对准块170对准。当金属引线l的另一端的两个相对的边缘通过第二切口模具182的操作被完全处理时,第二端对准块170通过第二端对准缸168的操作返回。
101.在对准安置在第二对准台162上的引线接头t的情况下,第二侧对准块172可以将金属引线l的两个相对侧推向第二对准台162的两个相对的表面并且移动金属引线l,使得第二对准台162的中心与金属引线l的中心重合。
102.在这种情况下,第二对准台162的中心是指连接第二对准台162的一端的中心和另一端的中心的假想中心线。同样地,金属引线l的中心是指连接金属引线l的一端的中心和另一端的中心的假想中心线。
103.如图所示,第二侧对准块172设置成面向第二对准台162的一个侧表面和另一侧表面。
104.在这种情况下,在对准安置在第二对准台162上的金属引线l的情况下,第二侧对准块172同时接近第二对准台162的一个侧表面和另一侧表面,与金属引线l的一侧和另一侧进行接触,推动金属引线l的一侧和另一侧,并且移动金属引线l,使得金属引线l的中心与第二对准台162的中心重合。
105.为此,第二侧对准块172分别安装在第二滑块173上,该第二滑块设置成使第二对准台162插置在第二滑块173之间。第二滑块173可滑动地安装在第二基底台164的上表面上。
106.如图所示,第二滑块173均以大致竖直地延伸的板的形式设置。第二滑块173的下端可滑动地安装在第二导轨174上,该第二导轨174安装在第二基底台164的上表面上并且
在第二基底台164的纵向方向上延伸。
107.此外,第二伺服马达176安装在第二基底台164上并且设置在第二滑块173的前侧的一侧处。第二伺服马达176移动第二滑块173和安装在第二滑块173上的第二侧对准块172。
108.在这种情况下,第二螺杆轴178借助于典型的联接件连接到第二伺服马达176,并且在第二基底台164的纵向方向上延伸。
109.此外,第二螺杆轴178被分成第一螺杆区域180a和第二螺杆区域180b,设置成与第二伺服马达176相邻的一个第二滑块173的前侧被紧固到该第一螺杆区域180a,与第二伺服马达176间隔开的另一第二滑块173的前侧被紧固到该第二螺杆区域180b。第一螺杆区域180a的螺纹和第二螺杆区域180b的螺纹在相反方向上延伸,使得当第二螺杆轴178向前或反向旋转时,第二滑块173和安装在第二滑块173上的第二侧对准块172可以同时朝向或远离第二对准台162的一个侧表面和另一侧表面移动。
110.例如,第一螺杆区域180a可以是具有在从左侧到右侧的方向上处理的螺纹的左旋螺杆。第二螺杆区域180b可以是具有在从右侧到左侧的方向上处理的螺纹的右旋螺杆。
111.也就是说,在对准安置在第二对准台162上的引线接头t的金属引线l的情况下,第二伺服马达176使第二螺杆轴178向前旋转。在这种情况下,第二滑块173和安装在第二滑块173上的第二侧对准块172同时朝向第二对准台162的一个侧表面和另一侧表面移动,与金属引线l的一侧和另一侧进行接触,推动金属引线l的一侧和另一侧,并且移动金属引线l,使得金属引线l的中心与第二对准台162的中心重合。
112.此外,当金属引线l的一端的两个相对的边缘通过第二切口模具182的操作被完全处理时,第二伺服马达176使第二螺杆轴178反向旋转。在这种情况下,第二滑块173和安装在第二滑块173上的第二侧对准块172同时远离第二对准台162的一个侧表面和另一侧表面移动。
113.特别地,在对准金属引线l的情况下,第二侧对准块172在不干扰绝缘膜f的情况下与金属引线l的两个相对侧进行接触。
114.第二切口模具182对与第二对准台162完全对准的引线接头t的金属引线l的另一端的两个相对的边缘倒圆。
115.如图所示,第二切口模具182在不干扰安装在第二滑块173上的第二侧对准块172的情况下安装在第二滑块173的面向卸载单元190的后侧处。
116.如任何人可以看出的,第二切口模具182包括:第二压模构件184,该第二压模构件184具有压模(未例示),该压模被配置成对金属引线l的另一端的边缘倒圆;第二冲头构件186,该第二冲头构件186具有冲头(未例示),该冲头被配置成对金属引线l的另一端的边缘倒圆;以及第二液压缸188,该第二液压缸188被配置成向上或向下移动第二冲头构件186。
117.在这种情况下,第二压模构件184安装在第二滑块173的后下端处并且面向与第二对准台162对准的金属引线l的另一端的两个相对的边缘的下侧。第二冲头构件186设置在第二滑块173的后表面上,并且向上或从与第二对准台162对准的金属引线l上方的位置朝向第二压模构件184向下移动。
118.此外,第二液压缸188固定地安装在第二滑块173的上端处。第二液压缸188连接到第二冲头构件186并向上或向下移动第二冲头构件186。
119.也就是说,当安置在第二对准台162上的引线接头t的金属引线l被完全对准并且金属引线l的另一端的两个相对的边缘被放置在第二压模构件184上时,第二液压缸188使第二冲头构件186向下朝向第二压模构件184移动。因此,第二压模构件184的压模和第二冲头构件186的冲头对金属引线l的另一端的两个相对的边缘倒圆,同时彼此相交。当金属引线l的另一端的两个相对的边缘被倒圆时,第二液压缸188向上移动第二冲头构件186。
120.在这种情况下,因为构成第二切口模具182的第二压模构件184和第二冲头构件186的结构是公知的技术,所以将省略其详细描述。
121.卸载单元190安装在副边缘处理单元160的下游侧处。卸载单元190装载从副边缘处理单元160传送的引线接头t,即,具有金属引线l的一端的已经被倒圆的两个相对的边缘和另一端的已经被倒圆的两个相对的边缘的引线接头t,并且将装载的引线接头t排出到外部。
122.卸载单元190包括卸载台192,该卸载台192被配置成装载从副边缘处理单元160传送的引线接头t,并将引线接头t排出到外部。
123.如图所示,卸载台192以具有预定厚度的水平圆形板的形式设置。
124.在这种情况下,卸载台192被支撑为可通过安装在卸载台192的下部的中心上的旋转马达194旋转。
125.此外,多个托盘196安装在卸载台192的上表面上,并且通过第四真空夹持器118的操作从副边缘处理单元160传送的引线接头t被插入并装载到托盘中。
126.如图所示,托盘196安装在卸载台192的上表面上并且以相等的角度间隔彼此间隔开。旋转马达194使卸载台192旋转,使得被安装成以相等角度间隔彼此间隔开的托盘196依次面向副边缘处理单元160的后表面。
127.特别地,托盘196容纳一个引线接头t或者两个或更多个引线接头t。
128.如上所述配置的根据本公开的用于对二次电池的引线接头的边缘倒圆的处理设备100可以自动地且连续地对具有熔融有绝缘膜f的两个相对的表面的金属引线l的一端的两个相对的边缘和另一端的两个相对的边缘倒圆。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1