变形预测系统以及程序
本发明涉及变形预测系统以及程序。
背景技术:
1、在将多个构件焊接来制造结构体的情况下,预先对结构体整体会因焊接时的热量如何发生变形是重要的,尝试想使用计算机来进行这样的预测。作为使用计算机来预测结构体的焊接变形的情况,已知有利用针对结构体的各焊接线的固有变形数据而通过fem分析来预测结构体整体的焊接变形的情况。
2、对于在通过fem分析来预测结构体的焊接变形时使用的固有变形数据而言,例如由日本焊接协会公开有收录了与焊接接头的焊接类型、被焊接构件的材料物性等相应的固有变形数据的固有变形数据库。
3、收录于该固有变形数据库的现有的固有变形数据是针对特定的条件的固有变形数据,因此例如在专利文献1中公开有如下内容:利用现有的固有变形数据库算出由与收录于现有的固有变形数据的焊接线不同的材料构成的焊接线的固有变形数据,并使用该固有变形数据而通过fem分析来预测结构体整体的焊接变形。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2012-117927号公报
7、然而,专利文献1所记载的方法设想为应用于例如通过焊炬形成各焊接线的电弧焊,而无法应用于例如通过点焊枪形成点焊点的点焊。
8、在此,对通过点焊枪形成点焊点的点焊的例子进行说明。
9、图1是对用于制造结构体而进行的点焊进行说明的概要图。在以下的说明中,以图1中的左右方向为x方向,以上下方向为z方向,以与x方向和z方向正交的方向(纸面的表背方向)为y方向。另外,面内方向表示沿着构件的平面的方向、即xy平面中的任一方向。此外,面外方向表示与构件的平面正交的方向、即z方向。
10、如图1所示,作为向x方向上的左右两侧延伸的板状构件的第一构件110和第二构件120在z方向上重叠配置。该第一构件110在x方向上的大致中央具有朝向z方向上的上方突出的凸部112。
11、在相对于上述凸部112的x方向右侧,以从z方向上的上下夹着第一构件110和第二构件120的方式分别配置有第一点焊枪210a和第二点焊枪210b。该第一点焊枪210a和第二点焊枪210b分别具有大致圆柱形状,并且以通电的输出被控制的方式与配置于外部的控制器220电连接。另外,在第一点焊枪210a以及第二点焊枪210b与控制器220之间分别配设有使第一点焊枪210a以及第二点焊枪210b沿着z方向移动的第一马达222a和第二马达222b。
12、上述的控制器220构成为:在进行点焊时,从第一点焊枪210a经由第一构件110和第二构件120朝向第二点焊枪210b通电,并且通过驱动第一马达222a和第二马达222b,使第一点焊枪210a朝向z方向下侧移动,并使第二点焊枪210b朝向z方向上侧移动。因此,第一构件110和第二构件120由于因第一点焊枪210a与第二点焊枪210b之间的通电产生的电阻发热而相互熔融,并且通过第一点焊枪210a和第二点焊枪210b的移动而被沿着z方向加压,由此进行点焊,并制造结构体130。
13、通过上述的点焊,在第一构件110与第二构件120之间,在被第一点焊枪210a与第二点焊枪210b夹着的位置形成将第一构件110与第二构件120相互接合的点焊点140。
14、如上所述,点焊通过多个点焊枪之间的通电所引起的电阻发热以及多个点焊枪所带来的加压来进行。因此,在对点焊的焊接变形进行预测时,需要考虑上述的电阻发热和加压。
15、以往,在对点焊的焊接变形进行预测时,进行考虑了上述的电阻发热和加压的结构耦合分析。然而,该结构耦合分析需要制作多个构件和多个点焊枪的分析用模型,因此非常繁杂。另外,为了算出点焊的焊接变形的预测结果,需要庞大的计算时间。
16、作为对点焊的焊接变形进行预测的其他方法,考虑热收缩分析或结构分析。然而,对于热收缩分析而言,难以考虑到多个点焊枪所带来的加压而算出点焊的焊接变形的预测结果。另外,对于结构分析而言,难以考虑到多个点焊枪之间的通电所引起的电阻发热而算出点焊的焊接变形的预测结果。在进行考虑了加压的热收缩分析、或考虑了电阻发热的结构分析的情况下,需要制作多个构件和点焊枪的分析用模型,因此与上述的结构耦合分析同样非常繁杂。
技术实现思路
1、发明所要解决的课题
2、因此,本发明的课题在于,提供考虑到点焊时的电阻发热和加压并能够高速计算焊接变形的预测结果的变形预测系统以及程序。
3、用于解决课题的方案
4、为了解决所述课题,本发明以具有以下的结构为特征。
5、首先,本技术的技术方案1所记载的发明是一种通过fem分析对通过对多个构件进行点焊而制造的结构体的焊接变形进行计算的变形预测系统,其特征在于,
6、所述变形预测系统具有:
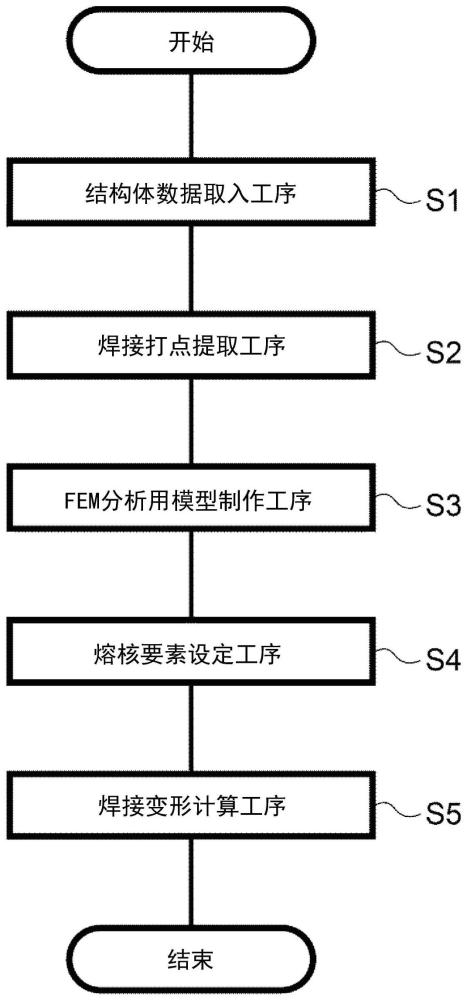
7、结构体数据取入工序,取入所述结构体的形状数据;
8、焊接打点提取工序,从所述结构体的所述形状数据提取所述点焊点的位置;
9、fem分析用模型制作工序,基于所述结构体的所述形状数据制作所述结构体的fem分析用模型;
10、熔核要素设定工序,在所述点焊点的位置制作熔核要素以作为所述点焊点的fem分析用模型,并且将由于进行所述点焊时的所述点焊点的电阻发热以及相对于所述点焊点的加压而产生的固有变形设定于所述熔核要素;以及
11、焊接变形计算工序,基于所述结构体的fem分析用模型和所述熔核要素,通过fem分析来计算所述结构体的焊接变形。
12、另外,对于技术方案2所记载的发明而言,在所述技术方案1的发明的基础上,其特征在于,
13、所述固有变形具有:
14、面内变形模式,其包括所述结构体向面内方向发生变形时的面内固有变形;
15、面外收缩模式,其包括所述结构体由于进行所述点焊时的相对于所述点焊点的所述加压而向面外方向收缩时的面外收缩固有变形;以及
16、面外弯曲模式,其包括所述结构体由于进行所述点焊时的所述点焊点的所述电阻发热而向面外方向弯曲时的面外弯曲固有变形。
17、另外,对于技术方案3所记载的发明而言,在所述技术方案1或技术方案2所记载的发明的基础上,其特征在于,所述熔核要素被制作为以所述点焊点的位置为中心的放射状的形状。
18、另外,对于技术方案4所记载的发明而言,在所述技术方案3的发明的基础上,其特征在于,所述熔核要素被制作为以所述点焊点的位置为中心的八边形状。
19、另外,对于技术方案5所记载的发明而言,在所述技术方案1至技术方案4中任一技术方案所记载的发明的基础上,其特征在于,
20、所述变形预测系统具有将所述结构体的与点焊点相对应的固有变形数据保存于固有变形数据库的固有变形数据准备工序,
21、所述熔核要素设定工序基于保存于所述固有变形数据库的所述固有变形数据将由于所述电阻发热和所述加压而产生的所述固有变形设定于所述熔核要素。
22、并且,技术方案6所记载的发明是通过fem分析对通过对多个构件进行点焊而制造的结构体的焊接变形进行计算的变形预测程序,其特征在于,
23、所述变形预测程序具有:
24、结构体数据取入工序,取入所述结构体的形状数据;
25、焊接打点提取工序,从所述结构体的所述形状数据提取所述点焊点的位置;
26、fem分析用模型制作工序,基于所述结构体的所述形状数据制作所述结构体的fem分析用模型;
27、熔核要素设定工序,在所述点焊点的位置制作熔核要素以作为所述点焊点的fem分析用模型,并且将由于进行所述点焊时的所述点焊点的电阻发热以及相对于所述点焊点的加压而产生的固有变形设定于所述熔核要素;以及
28、焊接变形计算工序,基于所述结构体的fem分析用模型和所述熔核要素,通过fem分析来计算所述结构体的焊接变形。
29、发明效果
30、通过以上的结构,根据本技术各技术方案的发明,得到以下的效果。
31、首先,根据本技术的技术方案1所记载的发明,变形预测系统具有熔核要素设定工序,在熔核要素设定工序中,在点焊点的位置制作熔核要素以作为点焊点的fem分析用模型,并且将由于进行点焊时的点焊点的电阻发热以及相对于点焊点的加压而产生的固有变形设定于所述熔核要素。基于该熔核要素、以及通过对多个构件进行点焊而制造的结构体的fem分析用模型进行fem分析。因此,可以提供考虑到点焊的电阻发热和加压并能够高速计算焊接变形的预测结果的变形预测系统。
32、另外,根据技术方案2所记载的发明,固有变形具有:面内变形模式,其包括所述结构体向面内方向发生变形时的面内固有变形;面外收缩模式,其包括结构体由于进行点焊时的相对于点焊点的加压而向面外方向收缩时的面外收缩固有变形;以及面外弯曲模式,其包括结构体由于进行点焊时的点焊点的电阻发热而向面外方向弯曲时的面外弯曲固有变形。因此,通过将由于点焊的电阻发热和加压而在点焊点产生的面内固有变形、面外收缩固有变形、面外弯曲固有变形设定于熔核要素,能够计算更准确的焊接变形的预测结果。
33、另外,根据技术方案3所记载的发明,熔核要素被制作为以点焊点的位置为中心的放射状的形状。点焊枪通常具有大致圆柱形状,因此点焊点的实际的焊接影响区域成为大致圆形。因此,通过将熔核要素制作为接近大致圆形的放射状的形状,能够计算更准确的焊接变形的预测结果。
34、另外,根据技术方案4所记载的发明,熔核要素被制作为以点焊点的位置为中心的八边形状。点焊枪通常具有大致圆柱形状,因此点焊点的实际的焊接影响区域成为大致圆形。因此,通过将熔核要素制作为接近大致圆形的八边形状,能够高速地计算更准确的焊接变形的预测结果。
35、另外,根据技术方案5所记载的发明,变形预测系统具有将结构体的与点焊点相对应的固有变形数据保存于固有变形数据库的固有变形数据准备工序。熔核要素设定工序基于该保存于固有变形数据库的固有变形数据将由于电阻发热和加压而产生的固有变形设定于熔核要素。因此,通过基于保存于固有变形数据库的各种固有变形数据而将固有变形设定于熔核要素,能够计算更准确的焊接变形的预测结果。
36、并且,根据技术方案6所记载的发明,变形预测程序具有熔核要素设定工序,在熔核要素设定工序中,在点焊点的位置制作熔核要素以作为点焊点的fem分析用模型,并且将由于进行点焊时的点焊点的电阻发热以及相对于点焊点的加压而产生的固有变形设定于所述熔核要素。基于该熔核要素、以及通过对多个构件进行点焊而制造的结构体的fem分析用模型进行fem分析。因此,可以提供考虑到点焊时的电阻发热和加压并能够高速计算焊接变形的预测结果的变形预测程序。
- 还没有人留言评论。精彩留言会获得点赞!