用于制造差速器壳体的方法和差速器壳体与流程
本发明涉及一种制造差速器壳体的方法,所述差速器壳体具有至少一个切削加工的支承体并且具有切削加工的齿部。本发明还涉及这种差速器壳体。
背景技术:
1、从日本公开文件jp 2008223126a中已知一种用于由具有球墨的铸铁制造齿轮的方法,其中将可伸展的铸铁原料切削加工并且接着热处理。从欧洲专利文献ep 1 963 717b1中已知差速器壳体,其包括壳体钟形部、壳体盖和驱动齿轮,其中壳体钟形部和壳体盖借助于由多个铆钉建立的铆接连接彼此连接,其中铆接连接的铆钉一件式地模制在壳体盖上或模制在壳体钟形部上,并且其中驱动齿轮借助于模制的铆钉抗扭地固定在壳体盖和壳体钟形部之间。
技术实现思路
1、本发明的目的是,在制造方面和/或在功能上改进具有至少一个切削加工的支承体并且具有切削加工的齿部的差速器壳体。
2、所述目的在用于制造具有至少一个切削加工的支承体并且具有切削加工的齿部的差速器壳体的方法中通过如下方式实现,即将具有支承体和齿部的差速器壳体切削加工之前,由球墨铸铁材料铸造具有支承体和齿部的差速器壳体。齿部优选是正齿轮齿部。差速器壳体可以如常规的差速器壳体那样构成或与其类似地构成。一个重要的点是,差速器壳体的零件,即一个或多个支承体、齿部和例如钟形部在由球墨铸铁材料铸造的差速器壳体中一件式地彼此连接。通过将差速器壳体构成为铸件,简化了差速器壳体的复杂的几何形状的制造。此外,所使用的球墨铸铁材料在差速器壳体的运行中具有噪声衰减的作用。球墨铸铁材料是包含球墨的铸铁材料。为了制造差速器壳体优选使用具有简称gjs 700、gjs800或gjs 900的球墨铸铁材料。
3、将被铸造的差速器壳体切削加工,尤其软车削,和冲洗。被铸造的坯件首先是相对软的并且也称作为绿色部件。类似地,对坯件通过车削的切削加工也称作为软车削。在冲洗时将在切削加工中产生的切屑去除。
4、在切削预加工中,将齿部切削地产生,例如通过齿部铣切。切削预加工不仅在齿部的根部区域中而且在侧部区域中进行。绿色部件的预加工和特别是齿部的预加工基本上在软车削和冲洗之后以齿部铣切终止。
5、在三个不同的实施变型形式中,齿部的根部区域已经在切削预加工中制成。侧部区域在切削预加工中具有加工余量地产生,将所述加工余量之后在精加工中去除。齿部的根部区域的制成在切削预加工中提供强度优点,尤其在对齿部在根部区域中的精加工中,例如通过淬火,尤其双频率淬火和/或在强度辐射处理中提供优点。
6、在方法的第四变型形式中,也将齿部的根部区域在切削预加工中具有加工余量地预加工。在所述第四变型形式中,将在齿部的根部区域中和在侧部区域中的加工余量在制成差速器壳体之前去除。
7、有利地将齿部感应淬火。优选将齿部在根部区域中以及在侧部区域中淬火。优选通过双频率淬火进行对齿部的淬火。双频率淬火也用简称sdf表示,其中大写字母sdf代表英语术语simultaneous dual frequency hardening。对齿部的双频率淬火优选在要求保护的方法的所有四个变型形式中进行。
8、使被淬火的齿部有利地经受辐射处理。在辐射处理中,焦点对准齿部的根部区域。辐射处理也称作为强度辐射,因为通过辐射处理提高了齿部的承载能力。
9、将齿部在淬火之后和/或在辐射处理之后切削地精加工。对齿部的精加工在此有利地在要求保护的方法的前三个变型形式中仅在侧部区域中而不在根部区域中进行。在第四变型形式中,切削精加工不仅在齿部的侧部区域中而且在根部区域中进行。称作为硬加工和/或精细加工的精加工优选包括齿部磨削和/或珩磨。
10、使精加工的齿部有利地经受辐射处理。在精加工中,有利地使齿部的根部区域以及侧部区域经受辐射处理。通过在淬火之后和在切削精加工之后的辐射处理可以有效地提高齿侧区域和齿根区域的承载能力。
11、上述目的也通过根据上述方法制造的、具有至少一个切削加工的支承体并且具有切削加工的齿部的差速器壳体实现。
技术特征:
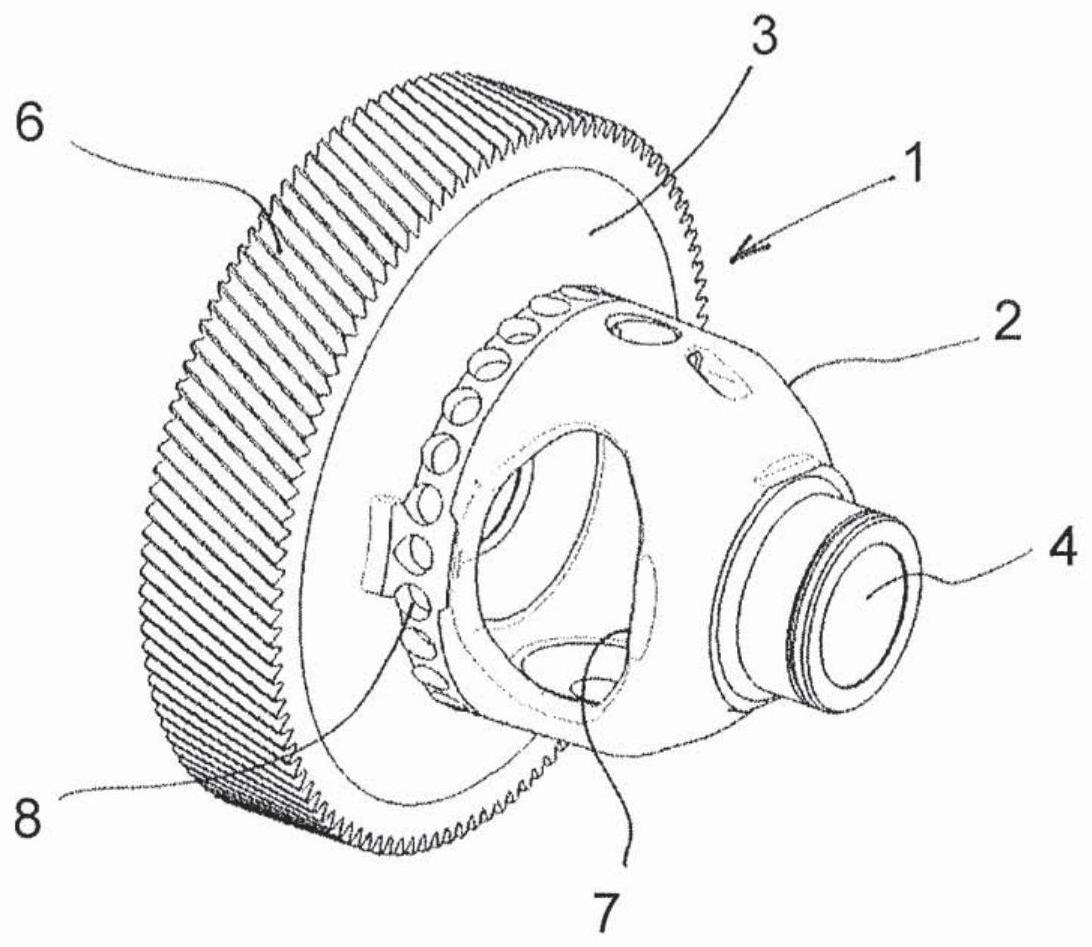
1.一种用于制造差速器壳体(1)的方法,所述差速器壳体具有至少一个切削加工的支承体(4、5)并且具有切削加工的齿部(6),
2.根据权利要求1所述的方法,
3.根据上述权利要求中任一项所述的方法,
4.根据权利要求3所述的方法,
5.根据权利要求3所述的方法,
6.根据权利要求4或5所述的方法,
7.根据权利要求6所述的方法,
8.根据权利要求4至7中任一项所述的方法,
9.根据权利要求8所述的方法,
10.一种差速器壳体(1),其具有至少一个切削加工的支承体(4、5)并且具有切削加工的齿部(6),所述差速器壳体根据上述权利要求中任一项所述的方法制造。
技术总结
本发明涉及一种用于制造差速器壳体(1)的方法,所述差速器壳体具有至少一个切削加工的支承体(4、5)并且具有切削加工的齿部(6)。为了对差速器壳体(1)在制造方面和/或在功能上进行改进,在将具有支承体(4、5)和齿部(6)的差速器壳体(1)切削加工之前,由球墨铸铁材料铸造具有支承体(4、5)的差速器壳体(1)。
技术研发人员:亚历山大·迪特里克,托比亚斯·克布勒米勒
受保护的技术使用者:麦格纳动力系有限两合公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!