平整机控制方法、装置、设备及计算机存储介质与流程
本技术涉及热轧薄带钢生产,尤其涉及一种平整机控制方法、装置、设备及计算机存储介质。
背景技术:
1、冷轧平整是对经过再结晶退火后的带钢以较小的塑性变形(延伸率一般为0.2%~3%)进行轧制,以消除屈服平台、控制平直度,并得到要求的表面形貌的轧制过程。无论是传统的还是现代的冷轧工艺过程,平整都是必不可少的生产环节之一。由于平整是决定成品的带钢平直度、机械性能的最后一道工序,所以,平整机的平直度控制,对于提高冷轧带钢的质量具有非常重要的意义。
2、目前,现有技术中的平整平直度控制主要依赖前序工序的质量参数进行预测,通过操作员的人为判定对实时平直度进行调节,因此人为因素不可避免对最终平直度造成波动影响,难以实现平直度的精准控制,达到下线平直度的精准命中。
技术实现思路
1、本技术实施例提供一种平整机控制方法、装置、设备及计算机存储介质,能够解决带钢在平整时平直度难以控制且控制精度低的问题。
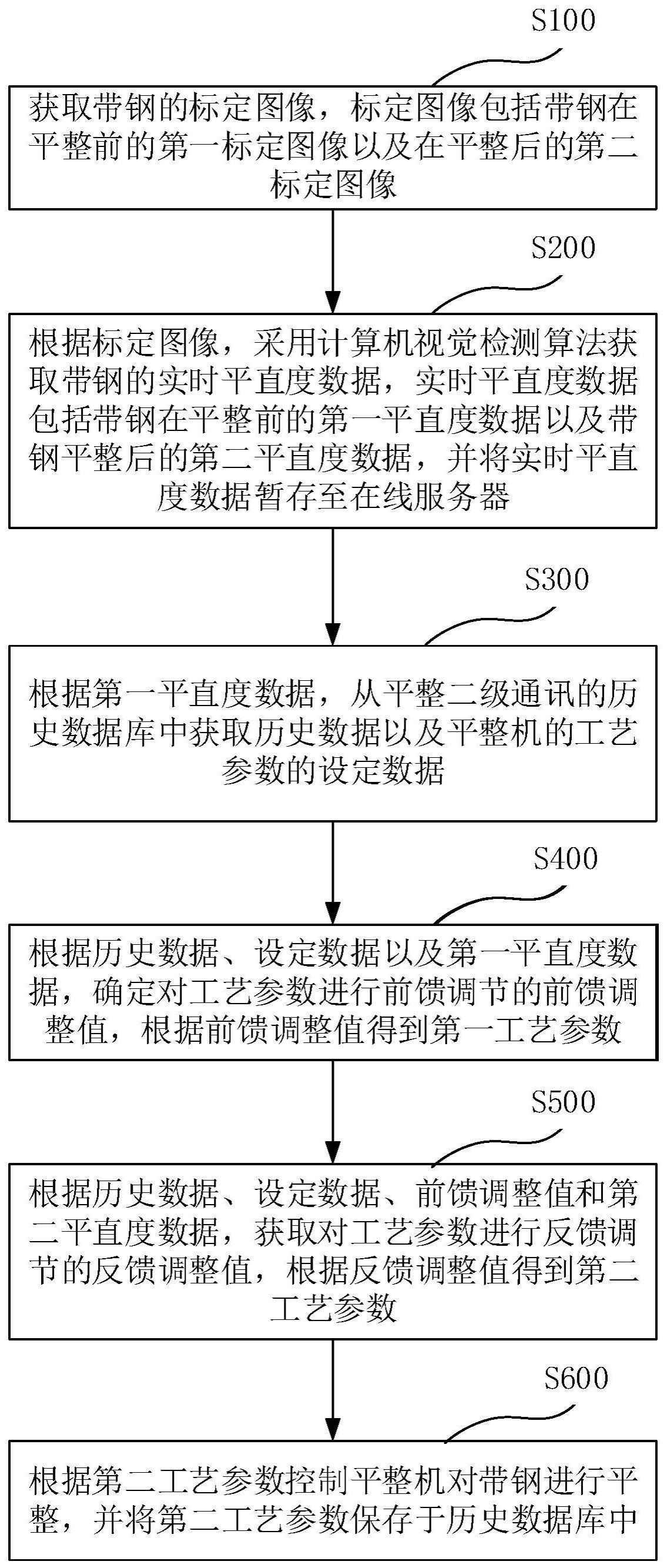
2、第一方面,本技术实施例提供平整机控制方法,平直度该方法包括:获取带钢的标定图像,标定图像包括带钢在平整前的第一标定图像以及在平整后的第二标定图像;根据标定图像,采用计算机视觉检测算法获取带钢的实时平直度数据,实时平直度数据包括带钢在平整前的第一平直度数据以及带钢平整后的第二平直度数据,并将实时平直度数据暂存至在线服务器;根据第一平直度数据,从平整二级通讯的历史数据库中获取历史数据以及平整机的工艺参数的设定数据;根据历史数据、设定数据以及第一平直度数据,确定对工艺参数进行前馈调节的前馈调整值,根据前馈调整值得到第一工艺参数;根据历史数据、设定数据、前馈调整值和第二平直度数据,获取对工艺参数进行反馈调节的反馈调整值,根据反馈调整值得到第二工艺参数;根据第二工艺参数控制平整机对带钢进行平整,并将第二工艺参数保存于历史数据库中。
3、在本技术实施例的一个可能的实现方式中,获取带钢的标定图像,标定图像包括带钢在平整前的第一标定图像以及在平整后的第二标定图像之前,包括:在平整机的两侧设置两个相机组,两个相机组包括第一相机和第二相机,其中,第一相机设置于带钢的上方,第二相机设置于带钢的其中一侧;对第一相机以及第二相机进行生产线环境的标定;对第一相机进行带钢的宽度位置以及浪形类型的标定;对第一相机进行带钢的浪形高度的标定。
4、在本技术实施例的一个可能的实现方式中,根据标定图像,采用计算机视觉检测算法获取带钢的实时平直度数据,包括:获取带钢的实时浪形类型,实时浪形类型包括中浪、单边浪、双边浪以及边中复合浪;获取带钢的实时浪形大小,实时浪形大小包括浪形位置、浪形宽度以及浪形高度。
5、在本技术实施例的一个可能的实现方式中,根据标定图像,采用计算机视觉检测算法获取带钢的实时平直度数据,计算机视觉检测算法包括:获取带钢的当前钢卷尺寸信息;利用选择性搜索算法对标定图像生成多个特征候选框;通过卷积层计算得到多个特征候选框中的特征信息;通过感兴趣区域池化层对特征信息进行归一化;将特征信息输入全连接层,利用归一化指数函数对特征信息进行分类;根据当前钢卷尺寸信息,获取带钢的缺陷信息,缺陷信息包含缺陷类型、缺陷位置以及缺陷大小平直度。
6、在本技术实施例的一个可能的实现方式中,历史数据包括钢卷信息、历史工艺参数以及历史工艺参数的特征值;根据第一平直度数据,从平整二级通讯的历史数据库中获取历史数据以及平整机的工艺参数的设定数据,包括:根据第一平直度数据,获取带钢的钢卷信息,钢卷信息包括钢卷号、热轧时间、历史平整次数、钢种、钢种族、钢卷宽度、钢卷宽度分类、钢卷厚度、钢卷厚度分类、钢卷重量、钢卷长度、热轧平直度;根据钢卷信息,获取平整机的历史工艺参数,历史工艺参数包括开卷张力、卷取张力、粗矫辊缝、精矫辊缝、弯辊力、轧制速度、轧辊水平倾斜角度、轧制力;根据历史工艺参数获取特征值,特征值包括生产卷数、平均值、中位数、最大值、最小值、标准差平直度。
7、在本技术实施例的一个可能的实现方式中,设定数据包括单位调整值以及调整阈值,根据第一平直度数据,从平整二级通讯的历史数据库中获取历史数据以及平整机的工艺参数的设定数据,还包括:根据历史工艺参数获取单位调整值,单位调整值包括单位前馈调整值以及单位反馈调整值;根据单位调整值获取调整阈值,调整阈值包括历史工艺参数的最大值和最小值。
8、在本技术实施例的一个实现方式中,根据历史数据、设定数据以及第一平直度数据,确定对工艺参数进行前馈调节的前馈调整值,根据前馈调整值得到第一工艺参数,第一平直度数据包括:在一个周期内对历史工艺参数进行前馈设定,其中,周期包括周期时间以及时间点;获取时间点的第一平直度数据,其中第一平直度数据包括第一浪形类型以及第一浪形大小;根据钢卷信息以及第一浪形类型,在设定数据中得到单位前馈调整值;根据历史工艺参数、特征值、单位前馈调整值以及第一浪形大小,得到前馈调节的前馈计算值;根据调整阈值以及前馈计算值,确定前馈调整值;根据前馈调整值,对历史工艺参数进行调整得到第一工艺参数。
9、在本技术实施例的一个可能的实现方式中,根据历史数据、设定数据、前馈调整值和第二平直度数据,获取对工艺参数进行反馈调节的反馈调整值,根据反馈调整值得到第二工艺参数,包括:在一个周期内对第一工艺参数进行反馈设定,其中,周期包括周期时间以及时间点;获取时间点的第二平直度数据,其中第二平直度数据包括第二浪形类型以及第二浪形大小;根据钢卷信息以及第二浪形类型,在设定数据中得到单位反馈调整值;根据第一工艺参数、前馈调整值、单位反馈调整值以及第二浪形大小,得到反馈调节的反馈计算值;根据调整阈值以及反馈计算值,确定反馈调整值;根据反馈调整值,对第一工艺参数进行调整得到第二工艺参数。
10、第二方面,本技术实施例提供了一种平整机控制装置,装置包括:图像获取标定模块,用于获取带钢的标定图像,标定图像包括带钢在平整前的第一标定图像以及在平整后的第二标定图像;识别算法模块,用于根据标定图像,采用计算机视觉检测算法获取带钢的实时平直度数据,实时平直度数据包括带钢在平整前的第一平直度数据以及带钢平整后的第二平直度数据,并将实时平直度数据暂存至在线服务器;数据获取模块,用于根据第一平直度数据,从平整二级通讯的历史数据库中获取历史数据以及平整机的工艺参数的设定数据;数据调节模块,用于根据历史数据、设定数据以及第一平直度数据,确定对工艺参数进行前馈调节的前馈调整值,根据前馈调整值得到第一工艺参数;以及,根据历史数据、设定数据、前馈调整值和第二平直度数据,获取对工艺参数进行反馈调节的反馈调整值,根据反馈调整值得到第二工艺参数;控制模块,根据第二工艺参数控制平整机对带钢进行平整,并将第二工艺参数,并保存于历史数据库中。
11、第三方面,本技术实施例提供了一种控制设备,设备包括:处理器以及存储有计算机程序指令的存储器;
12、处理器执行计算机程序指令时实现实现如第一方面的平整机控制方法。
13、第四方面,本技术实施例提供了一种计算机可读存储介质,计算机可读存储介质上存储有计算机程序指令,计算机程序指令被处理器执行时实现实现如第一方面的平整机控制方法。
14、本技术实施例的平整机控制方法、装置、设备及计算机存储介质至少具有如下有益效果:
15、本技术实施例提供的一种平整机控制方法中,通过获取的平整前后的标定图像结合计算机视觉检测算法,实现获取带钢的实时平直度数据,然后通过从历史数据库中获取的历史数据以及平整机的工艺参数的设定数据,结合实时平直度数据,计算出平整机的关键平整工艺参数调整值,从而实现对平整机的自动控制,进而降低了带钢在平整过程中发生平直度缺陷的概率,提高了带钢在热轧后的表面质量。
- 还没有人留言评论。精彩留言会获得点赞!