一种热轧双齿履带钢分体可调式矫直辊组件及矫直机的制作方法
本发明属于热轧型钢,具体而言,本发明涉及一种热轧双齿履带钢分体可调式矫直辊组件及矫直机。
背景技术:
1、热轧履带钢经过加工后用于制作挖掘机、推土机、履带起重机、摊铺机等工程机械的履带链条。因此对热轧履带钢的弯曲度要求较高,双齿履带钢属于一种异型钢,因双齿履带钢中腹板、长齿、短齿、履齿的截面面积不同,热轧后各部分的冷却速度不同,导致冷却后弯曲较大。在热轧后的矫直中,目前常用的矫直工艺是采用上下整体矫直辊进行矫直,矫直的是上下弯曲,而双齿履带钢的侧弯难以矫正,因而矫直后的弯曲度很难满足用户的要求,往往需要反复多次矫直,降低了成材率,同时矫直过程中矫直辊磨损较快,矫直辊的侧壁磨损后需要对矫直辊整体进行车削修形使矫直辊外轮廓与热轧双齿履带钢横截面轮廓一致,增加了矫直辊的车削量,增加了生产成本。
技术实现思路
1、本发明的目的在于解决上述问题,提供了一种热轧双齿履带钢分体可调式矫直辊组件及矫直机,能够解决现有技术中热轧双齿履带钢侧弯难以矫正和矫直辊成本投入过多的技术问题,本发明中上矫直辊和下矫直辊上下间距可调,同时上矫直辊和下矫直辊由分体式辊片组成并且相邻辊片之间的距离可调,因此能够根据热轧双齿履带钢不同部位的弯曲程度调整各矫直轨道的尺寸和形状,解决现有技术中热轧双齿履带钢侧弯难以矫正的技术问题,并且通过调整相邻辊片之间的距离能够对辊片的磨损部位进行补偿,提高矫直效率。
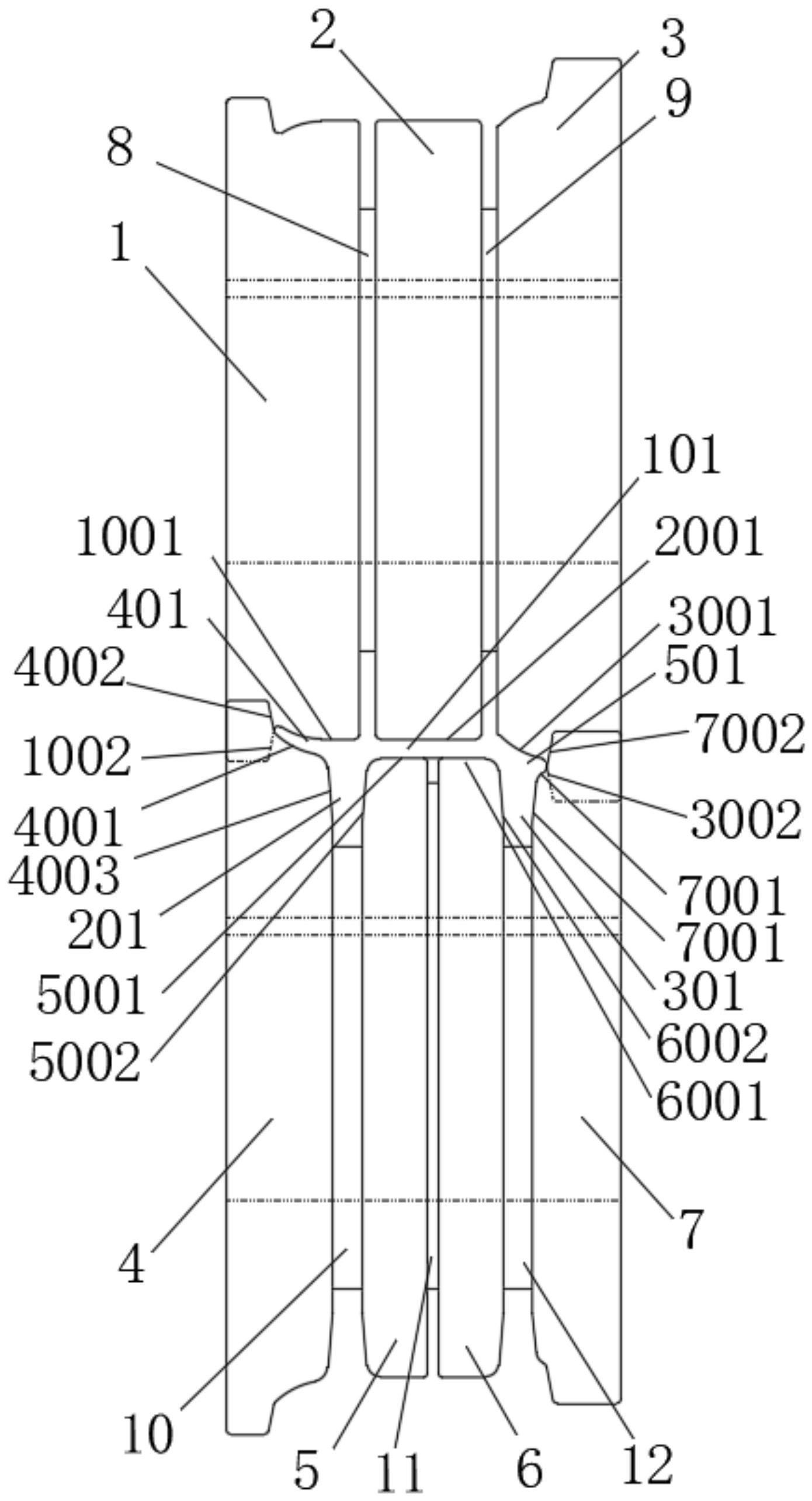
2、本发明所要解决的技术问题采用以下技术方案来实现:一种热轧双齿履带钢分体可调式矫直辊组件,所述双齿履带钢包括腹板、第一履齿、第二履齿、长齿和短齿,所述第一履齿、第二履齿位于腹板的下方,所述长齿和短齿分别位于腹板的两端,包括上矫直辊和下矫直辊,所述上矫直辊位于所述下矫直辊的上方,所述上矫直辊和下矫直辊的上下距离可调;
3、所述上矫直辊包括依次间隔设置的第一上辊片、第二上辊片和第三上辊片,所述第一上辊片、第二上辊片和第三上辊片相邻间距可调的安装在同一根水平辊轴上;通过调节第一上辊片、第二上辊片和第三上辊片相邻辊片之间的间距,能够改变上矫直辊轴向的尺寸,从而对热轧双齿履带钢上表面不同程度的变形进行矫直,并且第一上辊片和第三上辊片能够对热轧双齿履带钢两端的侧弯进行矫直,提高了矫直效率;
4、所述下矫直辊包括依次间隔设置的第一下辊片、第二下辊片、第三下辊片和第四下辊片,所述第一下辊片、第二下辊片、第三下辊片和第四下辊片相邻间距可调的安装在同一根水平辊轴上;通过调节第一下辊片、第二下辊片、第三下辊片和第四下辊片相邻辊片之间的间距,能够改变下矫直辊轴向的尺寸,从而对热轧双齿履带钢下表面不同程度的变形进行矫直,并且第一下辊片和第四下辊片能够对热轧双齿履带钢两端的侧弯进行矫直,第一下辊片与第二下辊片能够对第一履齿侧向的弯曲进行矫直,第三下辊片与第四下辊片能够对第二履齿侧向的弯曲进行矫直,提高了矫直效率;
5、所述第一上辊片和第一下辊片形成长齿矫直轨道,所述第二上辊片、第二下辊片和第三下辊片形成腹板矫直轨道,所述第三上辊片与第四下辊片形成短齿矫直轨道,所述第一下辊片和第二下辊片形成第一履齿矫直轨道,所述第三下辊片和第四下辊片形成第二履齿矫直轨道。
6、本发明的技术方案还有:所述第一上辊片与第二上辊片之间设有第一上垫片,所述第一上垫片的数量为一个或多个,用于调节所述第一上辊片与第二上辊片之间的距离;
7、所述第二上辊片与第三上辊片之间设有第二上垫片,所述第二上垫片的数量为一个或多个,用于调节所述第二上辊片与第三上辊片之间的距离。通过调整第一上垫片和第二上垫片的厚度或数量,能够改变上矫直辊轴向的尺寸。
8、本发明的技术方案还有:所述第一上垫片的外径小于第一上辊片和第二上辊片的最小外径;
9、所述第二上垫片的外径小于第二上辊片和第三上辊片的最小外径。
10、本发明的技术方案还有:所述第一下辊片与第二下辊片之间设有第一下垫片,所述第一下垫片的数量为一个或多个,用于调节所述第一下辊片与第二下辊片之间的距离;
11、所述第二下辊片与第三下辊片之间设有第二下垫片,所述第二下垫片的数量为一个或多个,用于调节所述第二下辊片与第三下辊片之间的距离;
12、所述第三下辊片与第四下辊片之间设有第三下垫片,所述第三下垫片的数量为一个或多个,用于调节所述第三下辊片与第四下辊片之间的距离。通过调整第一下垫片、第二下垫片和第三下垫片的厚度或数量,能够改变下矫直辊轴向的尺寸。
13、本发明的技术方案还有:所述第一下垫片的外径小于第一下辊片和第二下辊片的最小外径;
14、所述第二下垫片的外径小于第二下辊片和第三下辊片的最小外径;
15、所述第三下垫片的外径小于第三下辊片和第四下辊片的最小外径。
16、本发明的技术方案还有:所述第一上辊片的圆周面上设置有第一上弯曲面和第一上侧面;
17、所述第二上辊片的圆周面上设置有上直面;
18、所述第三上辊片的圆周面上设置有第二上弯曲面和第二上侧面;
19、所述第一下辊片的圆周面上设置有第一下弯曲面、第一下侧面和第一履齿左侧矫直面;
20、所述第二下辊片的圆周面上设置有第一下直面和第一履齿右侧矫直面;
21、所述第三下辊片的圆周面上设置有第二下直面和第二履齿左侧矫直面;
22、所述第四下辊片的圆周面上设置有第二下弯曲面、第二下侧面和第二履齿右侧矫直面。利用第一上弯曲面和第一下弯曲面能够对长齿的上下弯曲进行矫直,利用第一上侧面和第一下侧面能够对长齿的齿顶方向的侧向弯曲进行矫直;利用上直面、第一下直面和第二下直面能够对腹板的上下弯曲进行矫直;利用第二上弯曲面和第二下弯曲面能够对短齿的上下弯曲进行矫直,利用第二上侧面和第二下侧面能够对短齿的齿顶方向的侧向弯曲进行矫直;利用第一履齿左侧矫直面和第一履齿右侧矫直面能够对第一履齿左右方向的弯曲进行矫直;利用第履齿左侧矫直面和第二履齿右侧矫直面能够对第二履齿左右方向的弯曲进行矫直。
23、本发明的技术方案还有:所述长齿矫直轨道由第一上弯曲面、第一上侧面、第一下弯曲面和第一下侧面围成;
24、所述短齿矫直轨道由第二上弯曲面、第二上侧面、第二下弯曲面和第二下侧面围成。
25、本发明的技术方案还有:所述第一履齿矫直轨道由第一履齿左侧矫直面和第一履齿右侧矫直面围成;
26、所述第二履齿矫直轨道由第二履齿左侧矫直面和第二履齿右侧矫直面围成。
27、一种利用上述的热轧双齿履带钢分体可调式矫直辊组件的矫直机,沿热轧双齿履带钢传送方向,所述上矫直辊和下矫直辊相互间隔设置。上矫直辊与下矫直辊呈交错分布,能够避免上矫直辊与下矫直辊对应分布同时挤压热轧双齿履带钢的同一横截面,造成的压力过大问题,能够减小矫直阻力和对辊片的磨损。
28、本发明的技术方案还有:沿热轧双齿履带钢传送方向,所述长齿矫直轨道、腹板矫直轨道、短齿矫直轨道、短齿矫直轨道、第一履齿矫直轨道和第二履齿矫直轨道的尺寸由大变小。沿热轧双齿履带钢传送方向,将长齿矫直轨道、腹板矫直轨道、短齿矫直轨道、短齿矫直轨道、第一履齿矫直轨道和第二履齿矫直轨道的尺寸由大变小设置,能够对热轧双齿履带钢各向的弯曲进行逐步矫直,减小对辊片的磨损以及减小矫直阻力。
29、与现有技术相比,本发明的有益效果是:
30、本发明中将第一上辊片、第二上辊片和第三上辊片相邻间距可调的安装在同一根水平辊轴上组成上矫直辊,将第一下辊片、第二下辊片、第三下辊片和第四下辊片相邻间距可调的安装在同一根水平辊轴上组成下矫直辊。并且第一上辊片和第一下辊片形成与长齿对应的长齿矫直轨道,第二上辊片和第二下辊片、第三下辊片形成与腹板对应的腹板矫直轨道,第三上辊片与第四下辊片形成与短齿对应的短齿矫直轨道;所述第一下辊片和第二下辊片形成与第一履齿对应的第一履齿矫直轨道,所述第三下辊片和第四下辊片形成与第二履齿对应的第二履齿矫直轨道,从而能够实现对双齿履带钢各部位的弯曲进行矫直,解决热轧双齿履带钢侧弯难以矫正的技术问题,具有劳动强度低、成本投入少、矫直效率高的特点,矫直后的热轧双齿履带钢的直线度好。
31、另外通过调节第一上辊片、第二上辊片和第三上辊片相邻辊片之间的间距以及第一下辊片、第二下辊片、第三下辊片和第四下辊片相邻辊片之间的间距,能够对矫直轨道的横向尺寸进行调整,而通过调整上矫直辊和下矫直辊的上下距离,能够对矫直轨道的纵向尺寸进行调整,从而对双齿履带钢的各向弯曲进行逐步矫直,减少对辊片的磨损。
32、并且由于双齿履带钢不同部位变形量不同,对应辊片的磨损程度也不同,长齿、第一履齿和第二履齿的变形量要大于腹板和短齿,长齿、第一履齿和第二履齿对应的辊片表面磨损严重,会影响矫直精度和效率,通过调整各辊片之间的距离,能够实现对辊片磨损的部位进行补偿,只需对磨损部位进行车削修形,减少了辊片的车削量,同时上矫直辊和下矫直辊不同部分磨损严重无法使用时可单独更换辊片,有助于减少矫直辊的投入,节约成本。
- 还没有人留言评论。精彩留言会获得点赞!