一种冷轧机组针对薄带钢的张力控制方法及系统与流程
本技术涉及冷连轧机组控制领域,尤其涉及一种冷轧机组针对薄带钢的张力控制方法及系统。
背景技术:
1、连轧机组在实际生产中,经常会遇到原料缺陷无法轧制的情况,在此情况下,需要将轧制模式切换到空跑模式或穿带模式,将无法轧制的带钢卷出连轧机架。
2、在切换轧机轧制模式时,轧机出口张力也会发生变化。例如,将当前卷轧制时的设定张力直接切换到空跑设定张力40kn或穿带设定张力30kn。而由于生产带钢较薄,轧机在切换空跑模式或穿带模式后,轧机出口带钢张力瞬间增大,极易发生出口带钢断带事故。
3、以0.18*900mm规格带钢为例,其出口设定张力为12.96kn,在切换为空跑模式后,出口卷曲张力瞬时由当前卷二级设定张力增至空跑设定张力40kn,瞬间单位张力由80mpa增至247mpa,增加了3倍以上;切换为穿带模式后,点动卷曲张力由当前卷二级设定张力增至瞬时值30kn,瞬时单位张力由80mpa增至185.25mpa,增加了2倍以上。以0.2*900mm规格带钢为例,其出口张力为14kn,在切换为空跑模式后,出口卷曲张力瞬时由当前卷二级设定张力增至空跑设定张力40kn,瞬间单位张力由80mpa增至228.57mpa,增加了2倍以上;切换为穿带模式后,点动卷曲张力由当前卷二级设定张力增至瞬时值30kn,瞬时单位张力由80mpa增至171.4mpa,增加了2倍以上。以0.1*900mm规格带钢为例,其出口张力为7kn,在切换为空跑模式后,出口卷曲张力瞬时由当前卷二级设定张力增至空跑设定张力40kn,瞬间单位张力由82mpa增至468.57mpa,增加了5倍以上;切换为穿带模式后,点动卷曲张力由当前卷二级设定张力增至瞬时值30kn,瞬时单位张力由82mpa增至351.42mpa,增加了4倍以上。可见,各种规格的薄带钢在切换为空跑模式或穿带模式后,瞬时单位张力均呈现不同倍数的增加。
4、因薄带钢在轧制后边部质量较差,在张力增加过快的情况下,就会发生出口带钢断带事故,严重影响连轧机组的稳定生产,从而增加轧制成本。
技术实现思路
1、本发明提供了一种冷轧机组针对薄带钢的张力控制方法及系统,以解决或者部分解决在切换轧机轧制模式为空跑模式或穿带模式后的张力控制不当造成的断带问题。
2、为解决上述技术问题,本发明的第一方面,公开了一种冷轧机组针对薄带钢的张力控制方法,所述方法包括:
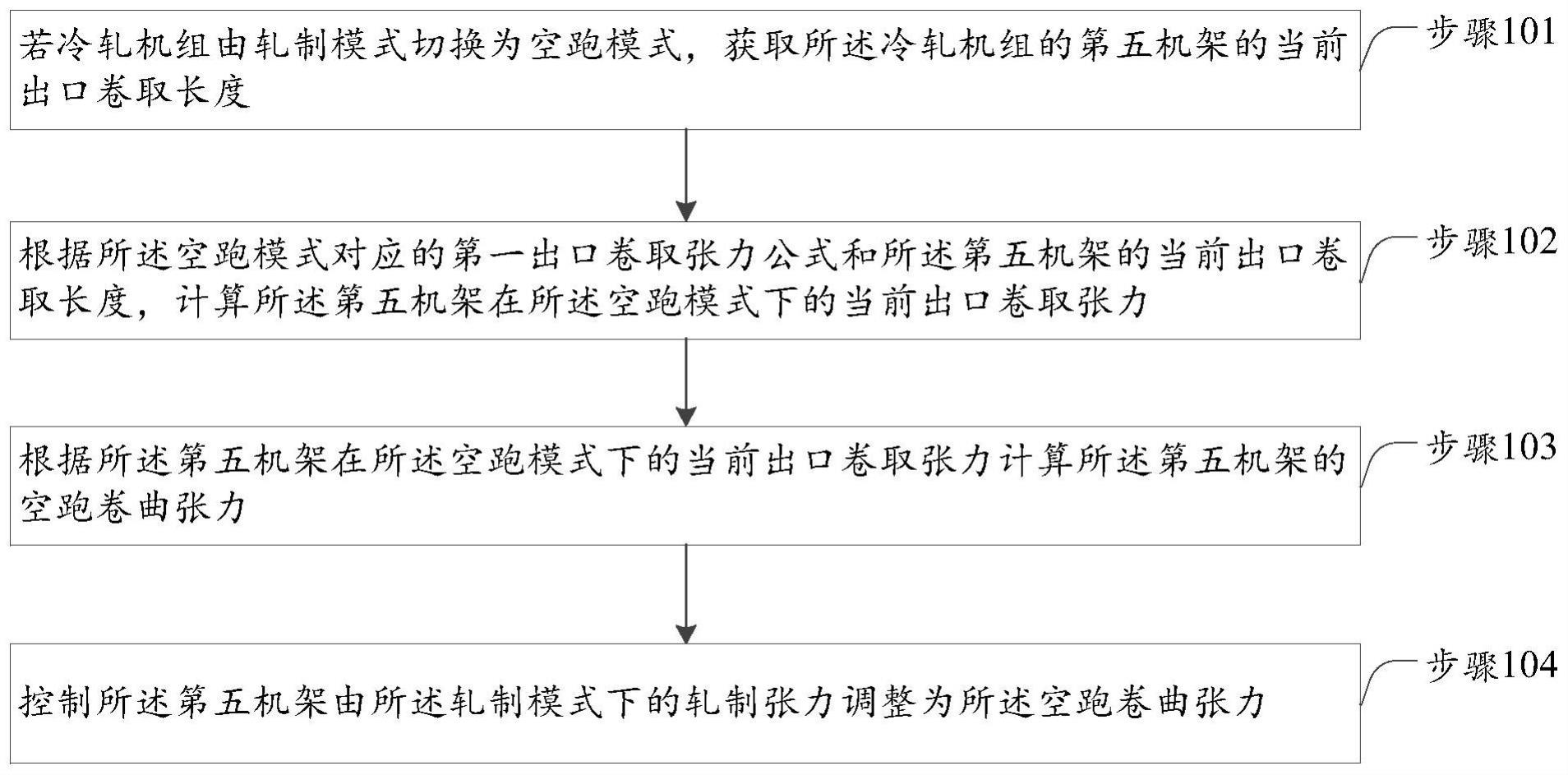
3、若冷轧机组由轧制模式切换为空跑模式,获取所述冷轧机组的第五机架的当前出口卷取长度;
4、根据所述空跑模式对应的第一出口卷取张力公式和所述第五机架的当前出口卷取长度,计算所述第五机架在所述空跑模式下的当前出口卷取张力;其中,所述第一出口卷取张力公式为:y1=5e-10x13+5e-06x12-0.004x1+9.2,y1表示所述第五机架在所述空跑模式下的当前出口卷取张力,e表示卷曲张力比例系数,x1表示所述第五机架的当前出口卷取长度;
5、根据所述第五机架在所述空跑模式下的当前出口卷取张力计算所述第五机架的空跑卷曲张力;
6、控制所述第五机架由所述轧制模式下的轧制张力调整为所述空跑卷曲张力。
7、优选的,所述第五机架的当前出口卷取长度和所述卷曲张力比例系数的对应关系如下:
8、
9、
10、优选的,所述根据所述第五机架在所述空跑模式下的当前出口卷取张力计算所述第五机架的空跑卷曲张力,具体包括:
11、根据空跑卷曲张力公式和所述第五机架在所述空跑模式下的当前出口卷取张力计算所述第五机架的空跑卷曲张力;其中,所述空跑卷曲张力公式为:y空跑=y设×y1/k1,y空跑表示所述空跑卷曲张力,10kn≤y空跑≤40kn,k1表示系数,y设表示所述薄带钢在所述轧制模式下的二级设定张力。
12、优选的,所述方法还包括:
13、若冷轧机组由轧制模式切换为穿带模式,根据冷轧轧机的出口测厚仪测量反馈的实际厚度与二级设定厚度做比较,得到厚度差值;
14、根据所述穿带模式对应的第二出口卷取张力公式和所述厚度差值,计算所述第五机架在所述穿带模式下的当前出口卷取张力;其中,所述第二出口卷取张力公式为:y2=0.5x2+100,y2表示所述第五机架在所述穿带模式下的当前出口卷取张力,x2表示所述厚度差值;
15、根据所述第五机架在所述穿带模式下的当前出口卷取张力计算所述第五机架的穿带卷曲张力;
16、控制所述第五机架由轧制张力调整为所述穿带卷曲张力。
17、优选的,所述厚度差值和所述第五机架在所述穿带模式下的当前出口卷取张力的对应关系如下:
18、
19、优选的,所述根据所述第五机架在所述穿带模式下的当前出口卷取张力计算所述第五机架的穿带卷曲张力,具体包括:
20、根据穿带卷曲张力公式和所述第五机架在所述穿带模式下的当前出口卷取张力计算所述第五机架的穿带卷曲张力;其中,所述穿带卷曲张力公式为:y穿带=y设×y2/k2,y穿带表示所述穿带卷曲张力,0kn≤y穿带≤30kn,k2表示系数,y设表示所述薄带钢在所述轧制模式下的二级设定张力。
21、优选的,所述控制所述第五机架由轧制张力调整为所述空跑卷曲张力之后,所述方法还包括:
22、若所述冷轧机组由空跑模式切换为轧制模式,控制所述第五机架恢复至空跑前的轧制张力。
23、本发明的第二方面,公开了一种冷轧机组针对薄带钢的张力控制系统,所述系统包括:
24、获取模块,用于若冷轧机组由轧制模式切换为空跑模式,获取所述冷轧机组的第五机架的当前出口卷取长度;
25、第一计算模块,用于根据所述空跑模式对应的第一出口卷取张力公式和所述第五机架的当前出口卷取长度,计算所述第五机架在所述空跑模式下的当前出口卷取张力;其中,所述第一出口卷取张力公式为:y1=5e-10x13+5e-06x12-0.004x1+9.2,y1表示所述第五机架在所述空跑模式下的当前出口卷取张力,e表示卷曲张力比例系数,x1表示所述第五机架的当前出口卷取长度;
26、第二计算模块,用于根据所述第五机架在所述空跑模式下的当前出口卷取张力计算所述第五机架的空跑卷曲张力;
27、控制模块,用于控制所述第五机架由所述轧制模式下的轧制张力调整为所述空跑卷曲张力。
28、本发明的第三方面,公开了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现上述方法的步骤。
29、本发明的第四方面,公开了一种计算机设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述方法的步骤。
30、通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
31、本发明公开了一种冷轧机组针对薄带钢的张力控制方法及系统,针对不同的模式根据各自所参考的参数计算出各自适宜的卷曲张力进行控制,从而能够避免瞬时张力增大引发的断带事故,保证连轧机组的稳定生产,降低轧制成本。
32、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!