一种筒状过滤器成型焊接工装及焊接方法与流程
本发明涉及焊接,特别是指一种筒状过滤器成型焊接工装及焊接方法。
背景技术:
1、伴随航天事业不断发展,阀门对轻量化设计要求非常严格,原有过滤器体积较大,已经跟不上目前发展需求,因此新的筒状过滤器应用而生。该类型筒状过滤器体积小,用于精密阀门的进口处,可有效缩小其体积,有利于阀门减重。但是该类型过滤器组件所用滤网较薄,约0.1mm,且为片状,成型时通过常规加工方式容易造成损坏。此外由于其结构限制,其结构尺寸较小,无法通过常规装夹夹头对其进行装夹,并且在成型焊接时直接进行脉冲激光焊无法保证准确的焊接位置关系,无法形成完整的圆周焊缝,且由于滤网较薄容易造成焊接质量差的问题。本发明在激光脉冲焊前加入点焊的要求,通过辅助焊接工装来实现该类型过滤器组件的焊接。
技术实现思路
1、针对上述背景技术中的不足,本发明提出一种筒状过滤器成型焊接工装及焊接方法,解决了现有技术中筒状过滤器在成型和焊接时容易造成损坏、装夹不便、焊接定位不准的问题。
2、本发明的技术方案是这样实现的:一种筒状过滤器成型焊接工装,其特征在于:包括对筒状过滤器进行成型焊接的折网压环点焊模组、端环点焊固定模组、脉冲激光焊辅助固定座;所述折网模组包括折网棒和点焊固定座,点焊固定座上设有凹槽,折网棒与凹槽插接配合,折网棒外侧壁与凹槽内侧壁之间留有间隙;所述端环点焊固定模组包括定位工装母座和定位工装,定位工装母座上设有若干点焊窗口,定位工装母座内部设有圆形开口空腔,点焊窗口与圆形开口空腔相连通,定位工装与圆形开口空腔的开口螺纹连接,定位工装端部与圆形开口空腔的内底面共同实现对对筒状过滤器进行装夹、压紧;所述脉冲激光焊辅助固定座上具有收缩装夹中缝,脉冲激光焊辅助固定座一端设有卡接槽,卡接槽与筒状过滤器尺寸相匹配。
3、优选的,所述筒状过滤器包括过滤网、端环、压环,端环和压环分别固定设在过滤网两侧;所述过滤网为杯状过滤网,杯状过滤网开口处外侧设有外檐,外檐和压环分别设在外檐两侧;端环为两级阶梯状的环,其中直径较小的一级阶梯环外环面与杯状过滤网内侧壁相连接,直径较大的一级阶梯环侧壁与外檐相连接。
4、优选的,所述折网棒为二级阶梯轴,二级阶梯轴中较细的一级阶梯轴与凹槽插接配合,点焊固定座为圆台状座体,凹槽开设在圆台状座体中部,凹槽的开口处设有与压环对应的卡固槽。
5、优选的,所述定位工装母座一端设有连通圆形开口空腔的连接孔,连接孔位于圆形开口空腔内底面中心处,点焊窗口与圆形开口空腔的内底面齐平;定位工装包括定位座,定位座一端开设有定位孔,定位孔的内径大于杯状过滤网外径,定位座外侧壁与圆形开口空腔内壁螺纹连接,定位座和定位工装母座外侧壁均设有装夹平面。
6、优选的,所述点焊窗口为长条腰孔且至少设置两个,若干长条腰孔沿周向等间距开设在定位工装母座上。
7、优选的,所述脉冲激光焊辅助固定座为圆环状座体,收缩装夹中缝沿长度方向贯穿圆环状座体侧壁,圆环状座体中部设有c型挡环,c型挡环将圆环状座体分为夹持部和装夹部,卡接槽位于装夹部端面,夹持部直径小于装夹部直径,夹持部壁厚小于等于装夹部壁厚。
8、一种使用上述筒状过滤器成型焊接工装的焊接方法,包括以下步骤:
9、步骤一:将片状圆形滤网平铺到折网棒的端面上,将片状圆形滤网沿着折网棒折成杯状过滤网,再将压环设在点焊固定座上,将折网棒携带杯状过滤网插入压环并进入凹槽中,直至杯状过滤网与凹槽底部紧密接触。
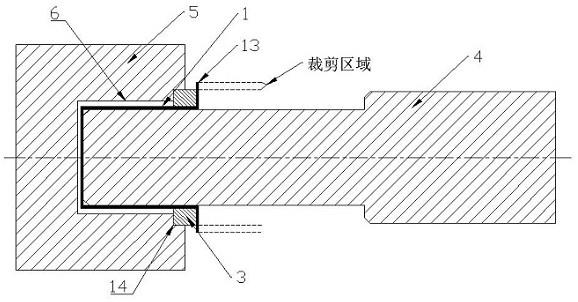
10、步骤二:利用镊子将杯状过滤网超出压环的部分往外翻折,使其与压环端面贴合形成外檐,将外檐与压环端面进行电阻焊接固定,焊接固定完成后对外檐超出压环侧壁的部分进行修剪。
11、步骤三:将端环与杯状过滤网插接配合使外檐位于端环和压环之间形成筒状过滤器半成品,然后将筒状过滤器半成品安装在定位工装母座内的圆形开口空腔内,并使外檐与点焊窗口对应,将定位工装从圆形开口空腔的开口处螺纹旋入,利用定位工装的端面与圆形开口空腔的内底面将端环、外檐、压环进行压紧,然后利用电阻焊从点焊窗口处对端环和压环之间进行点焊焊接。
12、步骤四:将点焊后的筒状过滤器半成品装夹在脉冲激光焊辅助固定座上,随后将脉冲激光焊辅助固定座装夹在焊接设备的卡盘上,开启焊接设备利用卡盘带动脉冲激光焊辅助固定座旋转,同时利用脉冲激光焊对端环和压环之间的缝隙进行焊接进而形成圆周焊缝,从而形成筒状过滤器。
13、优选的,所述步骤二和步骤三中进行电阻焊时焊接所用电流为310a,持续时间为2.8ms。
14、优选的,所述步骤四中进行脉冲激光焊时脉冲频率为16hz,上升时间5ms,持续时间30ms,占空比19%,正离焦为0.5,卡盘转速50mm/s。
15、优选的,所述步骤一中将片状圆形滤网折成杯状过滤网的过程为:先将片状圆形滤网中部与折网棒端面紧紧贴合,然后对片状圆形滤网进行若干等分,并沿等分线从片状圆形滤网边缘至折网棒端面边缘处折叠形成若干捏角,然后将若干捏角顺时针或逆时针贴合在折网棒侧壁,从而形成杯状过滤网。
16、本发明的有益效果:1:本发明通过采用折网棒进行手工折网,能够保证过滤网的成型尺寸和形状,使成型更精准,避免常规成型过程中因过滤网太薄造成破损现象,且在小批量生产中更加适用,同时降低生产成本;利用折网棒和点焊固定座配合实现对过滤网和压环的装夹,方便对过滤网进行二次成型,使过滤网和压环的连接过程操作起来更方便,对过滤网的成型深度进行限制,提高最终成品的尺寸精准度,同时给压环和过滤网之间的点焊提供更便捷的操作空间,而在工序上先将过滤网和压环点焊固定,方便后期与端环连接、装夹、焊接过程的进行,工序更优化,成型焊接效果更佳。
17、2:设置定位工装母座和定位工装配合能够实现对由过滤网、压环、端环进行装夹固定,并能够给压环和端环施加压力,使其与过滤网贴合更紧密,并在定位工装母座上开设点焊窗口以便利用电阻焊对端环和压环之间进行固定焊接,实现点焊定位及固定,以便为后续的脉冲激光焊接形成圆周焊过程提供准确的焊接位置、装夹条件。
18、3:通过在激光脉冲焊辅助固定座上设置卡接槽能够对筒状过滤器进行装夹固定,设在收缩装夹中缝能够给予激光脉冲焊辅助固定座的收缩空间,使其装夹在焊接设备卡盘上时对筒状过滤器的端环部分夹持得更紧,装夹的可靠性更高。而利用焊接设备卡盘对激光脉冲焊辅助固定座进行装夹,进行脉冲激光焊时焊枪不动,利用卡盘转动从而使筒状过滤器转动进行焊接从而在压环和端环之间形成圆周焊缝,焊接质量更高,焊接稳定性更强。
19、4:本发明的成型焊接方法,工序过程更合理,利用本方法能够使所制造出的筒状过滤器在满足焊接质量要求和过滤需求情况下更加轻量化。同时本方法中成型过程折网精准,能够保证折网后的过滤网具有足够的滤网面积,降低了流阻;依托本发明成型焊接结构的支撑,装夹过程更方便,装夹效果更好,并给出对较薄滤网焊接过程中的电阻点焊和脉冲激光焊的最佳参数,焊接质量更高,本焊接方法具有通用性,典型性,创新性,代表性及推广应用价值。
- 还没有人留言评论。精彩留言会获得点赞!