冷却系统、具有该系统的无缝钢管生产工艺及无缝钢管的制作方法
本发明涉及无缝钢管生产,特别涉及一种冷却系统、具有该系统的无缝钢管生产工艺及无缝钢管。
背景技术:
1、随着现代化工业的发展,无缝钢管已经广泛的应用于各个领域中,例如:火电、石油、化工等等。
2、目前,无缝钢管的制作工艺一般是经过冷拔、冷轧以及热处理等加工方式从原料管坯加工至成品管的规格,在无缝钢管的加工工艺的结尾一般要对钢管进行冷却以及清洁,而由于钢管的结构特点,即:钢管的管状结构在清洁和冷却时,需要对其外壁以及内壁均进行冷却和清洁,才可保证冷却效率以及清洁的效果,而目前的冷却系统并不能做到对钢管的外壁和内壁进行冷却以及对钢管的外壁和内壁进行清洁,从而影响钢管冷却效率以及清洁的效果,若清洁不到位还会影响钢管的质量。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种冷却系统、具有该系统的无缝钢管生产工艺及无缝钢管,旨在解决上述背景技术中出现的问题。
2、本发明的无缝钢管通过无缝钢管的生产工艺制备而成,其中,无缝钢管的生产工艺包括如下步骤:
3、s1:将钢管管坯经斜轧穿孔成荒管;
4、s2:通过冷轧设备将荒管开坯并形成成品管;
5、s3:对步骤s3中的成品管进行酸洗、脱脂;
6、s4:利用冷却系统对成品管进行冷却、清洁,从而制成无缝钢管。
7、作为优选,步骤s4中的冷却系统由至少一个承载模块和至少一个介质供给源组成;
8、所述承载模块至少具有供钢管安装的承载区、与介质供给源连接的进风区、连接承载区与进风区的引风区以及与承载区连通的排风区:
9、所述进风区能够储存定量的冷却气,并在超量后泄压,经引风区径向的送入承载区和/或以轴向直接送入承载区对钢管进行冷却;
10、当气体在引风区内流动时,由设于引风区内的驱动模块带动承载区处的钢管顺时针或逆时针旋转;
11、当钢管旋转时,气体围绕钢管外壁活动并对其散热随后通过排风区排出。
12、通过采用上述技术方案:
13、本发明的冷却系统在对无缝钢管(以下简称“钢管”)进行冷却时,首先,将钢管安装在承载区位置,以钢管的轴线为轴向,钢管的截面半径为径向,本发明的进风区能够选择以径向或者轴向向承载区(即:钢管)进行供气,当以径向供气时,送入承载区内的气体不仅能够驱使承载区内的钢管旋转,其在钢管旋转时,还可以使得气体围绕钢管的外壁活动,以此来对钢管的外壁进行冷却;
14、而在轴向供气时,气体可以以钢管轴线的方向送入钢管的内壁,以对钢管的内壁进行冷却,从而可以提高对钢管的冷却效率。
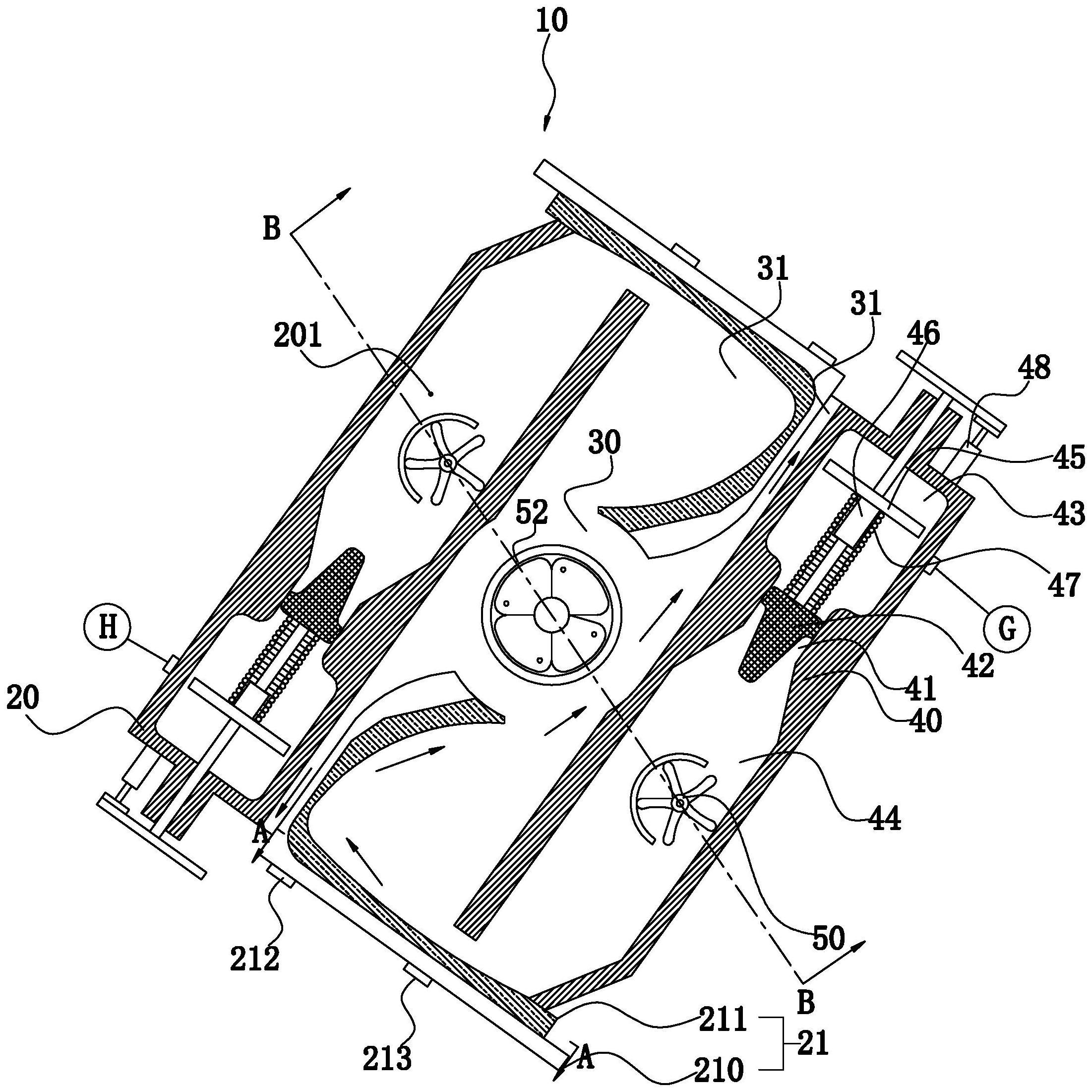
15、作为优选,所述承载模块包括:
16、本体,具有主腔以及位于主腔两侧的进气腔;
17、引流板,形成于进气腔的输出端,能够被控制移动并具有至少两种模式;
18、聚气组件,形成于各进气腔的始端,并能够储存定量的冷却气;
19、气动组件,形成于各进气腔的中端;
20、承载组件,形成于主腔内并供钢管安装,且能够被气动组件控制并带动钢管旋转;
21、其中,当冷却气排出聚气组件并经过气动组件时,气动组件旋转,并带动承载组件旋转以致使钢管旋转;
22、在第一模式下,引流板位于第一位姿并连通进气腔和主腔,且能够将气体自引风区送入主腔内;
23、在第二模式下,引流板位于第二位姿并封闭主腔和进气腔,且能够利用设于引流板上的引气管将气体直接送入主腔的承载区,并能够打开主腔并供主腔内的杂质排出。
24、作为优选:所述主腔由构成承载区的中心腔以及构成引风区和/或排风区的侧腔构成。
25、通过采用上述技术方案:
26、本发明的承载模块能够利用气体带动气动组件旋转,以此来带动钢管旋转,这样使得钢管旋转,可以进一步的提高对钢管的冷却效率,另外还节省了驱动钢管旋转的驱动器(例如:电机),以此来节省能耗;
27、不仅如此,在本发明中,可以通过控制引流板的位姿,以调整不同的工作模式,从而可以选择将气体以哪种形式送入主腔中;
28、在本发明中,进气腔设置了两个,不同进气腔进行供气时,可以驱使钢管进行不同方向的旋转,以此来进一步提高对钢管的冷却效率。
29、作为优选:所述聚气组件包括:
30、引流块,安装于进气腔的腔壁上,且引流块之间形成泄压通道;
31、封堵部,活动于泄压通道处,且与引流块将进气腔划分为能够通过泄压通道连通的储气区和排气区;
32、调整座,通过伸缩杆与封堵部连接,并在伸缩杆上套设有复位弹簧;
33、其中,所述调整座能够被驱动器控制扩大或缩小储气区。
34、作为优选:所述气动组件包括:
35、受力叶轮,通过第一转轴以可旋转的方式安装于排气区内;
36、皮带轮组,由第一皮带轮、第二皮带轮以及传动皮带构成;
37、所述承载组件包括:
38、安装盘,通过第二转轴以可旋转的方式安装于主腔的腔壁上;
39、内冷却模块,设于安装盘上,具有喷液端以及敲击端;
40、其中,第一皮带轮和第二皮带轮分别与第一转轴和和第二转轴连接;
41、所述内冷却模块具有能够扩大或缩小的喷气腔以及若干个能够以喷气腔为中心相互分离或靠近的喷液组件;
42、当喷气腔缩小时,喷液组件的若干个喷液端相互靠近并位于喷气腔的腔口位置,并形成聚集喷液区;
43、当喷气腔扩大时,喷液组件的若干个喷液端相互远离且分别朝向钢管的内壁,并形成分散喷液区;
44、当喷气腔喷出的气体穿过聚集喷液区时,能够将冷却液扩散的喷出。
45、作为优选:所述内冷却模块包括:
46、喷气体,内设喷气腔,且通过安装支架固定于所述安装盘上;
47、柔性收缩膜,具有喷气通道,部分与喷气腔的内壁连接,且与喷气腔之间形成活动区;
48、推动杆,滑动的设于安装支架上,且一端位于活动区内并用于挤压柔性收缩膜;
49、敲击杆,滑动的设于安装支架上,且一端能够用于敲击钢管内壁;
50、复位弹簧,由第一复位弹簧和第二复位弹簧组成,且均设于安装支架上,其中,第一复位弹簧用于控制推动杆远离柔性收缩膜,第二复位弹簧用于控制敲击杆靠近柔性收缩膜;
51、驱动块,设于推动杆和敲击杆之间,具有至少一个驱动面,并能够被驱动器控制正转或逆转;
52、若干个喷液片,通过连接轴与驱动块连接,且内形成喷液腔;
53、其中,所述喷液片上形成有能够相互拼接并形成聚集喷液区的分流区;
54、当喷液片相互靠近并形成聚集喷液区时,各喷液腔能够以与聚集喷液区相切的方向向聚集喷液区内供液;
55、当驱动块旋转时,驱动面与推动杆或敲击杆接触时,能够控制推动杆或敲击杆挤压复位弹簧。
56、作为优选:所述安装盘包括:
57、盘体,通过所述第二转轴支撑旋转,且周向侧壁上形成有安装槽;
58、气囊体,设于各安装槽内,且能够被介质供给源供气;
59、其中,所述气囊体上设有排气阀;
60、当气囊体被充气时,气囊体膨胀并固定钢管。
61、通过采用上述技术方案:
62、在本发明中,聚气组件的设置可以在进气腔的进气口位置进行聚气,聚气的目的是通过瞬时喷出的气体来控制钢管的旋转速度,以此来提高对钢管的全面冷却效果;而在本发明中,聚气组件上的调整座能够被调节,而使得储气区的空间存在或消失,这样能控制进行瞬时喷射的气体量或稳定喷射气体,瞬时气体量能够决定钢管的旋转速度,而稳定的喷射气体能够持续的驱使钢管旋转,以此来提高冷却效果,例如:在冷却前期,需要进行快速的散热时,则可以控制调整座而形成储气区,而在这种状态下,当储气区内的空气排出时,由于其预先储存了一定的气体,因此,储气区的高压能够带动钢管快速旋转并对钢管进行散热;
63、而在冷却后期,可以彻底打开泄压通道,使得气体能够持续的对钢管进行最后的冷却收尾工作;
64、除此之外,本发明还设置了内冷却模块,内冷却模块可以将气体送入钢管的内壁对钢管的内部环境进行冷却,以提高冷却的效率;
65、本发明在对钢管的内部环境进行冷却时,可以利用喷液片和喷气腔进行配合,即:本发明的内冷却模块至少具有两种模式,在第一种模式下,喷液片形成聚集喷液区,并且配合喷气腔喷出的气体能够将冷却液以扩散的形式送入钢管内,以对钢管进行冷却,而在第二种模式下,喷液片能够直接朝向钢管内壁进行喷液,同时配合敲击杆对钢管内壁进行敲击(可以将钢管内壁上的杂质抖落),以此来对钢管的内壁进行清洁。
66、在本发明中,冷却系统在无缝钢管的生产工艺中的具体使用如下:
67、在所述步骤s4中,将钢管的两端分别套在盘体上,并利用介质供给源对气囊体进行充气并固定钢管;
68、在引流板位于第一位姿下,利用介质供给源将气体送入其中一个储气区进行储气,在储气过程中,储气区内的气压上升,封堵部在泄压通道内活动并逐渐扩大储气区,在封堵部活动至泄压通道末端时,泄压通道被打开,同时驱动器控制调整座靠近泄压通道,直至将泄压通道完全打开,储气区内的气体通过泄压通道排出,并首先经过受力叶轮,当受力叶轮受力后旋转,并通过皮带轮组带动盘体旋转,从而带动钢管旋转,经过受力叶轮的气体经过处于第一位姿的引流板进入主腔中,进入主腔内的气体围绕钢管外壁活动,并对钢管进行冷却、清洁后通过排风区排出;在其中一个储气区排气时,另一个储气区被介质供给源充气,两个储气区进行交替的泄压可以使得钢管间歇的顺时针旋转或逆时针旋转,并在钢管不同的旋转方向下对钢管的外壁进行清洁;
69、在引流板位于第二位姿下,储气区内的气体通过引气管送入喷气腔中,并送入钢管的内部,对钢管的内壁进行清洁、冷却,在喷气腔喷气的过程中,驱动器控制驱动块旋转,并将柔性收缩膜向喷气腔的中心挤压,使得喷气腔的口径自气体流动方向逐渐缩小再逐渐扩大,同时各个喷液片在喷气腔的输出端形成聚集喷液区,当气体通过喷气腔时,流速变快,并经过聚集喷液区,喷液腔向聚集喷液区内供液并产生旋流,喷气腔喷出的气体能够将聚集喷液区内的旋流以扩散的方式喷入钢管内壁,以对钢管内壁进行冷却;
70、在引流板位于第二位姿下,驱动器控制驱动块顺时针和逆时针交替旋转并利用敲击杆轻微的敲击钢管内壁,将钢管内壁的杂质抖落,同时,在驱动块活动的驱使下,喷液片同样的顺时针和逆时针的旋转,并将清洗液喷向钢管内壁对钢管内壁进行清洁,在清洁完成后,控制部分气囊体排气,使得钢管保持倾斜,将钢管内的水排出至主腔内,并从敞开的引流板位置将积水排出。
71、本发明的有益效果将在实施例部分得以展现,从而使得本发明的有益效果更加的显著。
- 还没有人留言评论。精彩留言会获得点赞!