一种紧凑跑道型缠绕式薄壁盘管制造工装及其制造方法与流程
本发明涉及一种盘管制造工装及其制造方法,属于核能化工容器盘管型内件制造。
背景技术:
1、跑道型缠绕式盘管为换热器内件,多采用薄壁不锈钢管。按照常规的制造方法,即采用弯管机弯制,逐根弯制,然后将单层盘管中的多根管子互相装配,但是由于应用于核能化工容器的盘管结构过于紧凑,通过常规方法无法实现弯制,因此,目前跑道型缠绕式盘管结构多选用180°弯头处进行单独弯制,再将弯头与直管依次拼接成型。但是,此方案会导致整个盘管内件存在数量较多的焊口,焊接质量难以保证,容易发生焊口泄漏,且在结构紧凑的情况下,维修维护难度极大,存在换热器整体报废的风险,不仅加工生产加工难度大、人工成本高,使用寿命也难以保证,且存在极大的安全隐患。
2、基于上述问题,亟需提出一种紧凑跑道型缠绕式薄壁盘管制造工装及其制造方法,以解决上述技术问题。
技术实现思路
1、本发明提供一种紧凑跑道型缠绕式薄壁盘管制造工装及其制造方法,解决的是跑道型缠绕式盘管制造难度大的问题。在下文中给出了关于本发明的简要概述,以便提供关于本发明的某些方面的基本理解。应当理解,这个概述并不是关于本发明的穷举性概述。它并不是意图确定本发明的关键或重要部分,也不是意图限定本发明的范围。
2、本发明的技术方案:
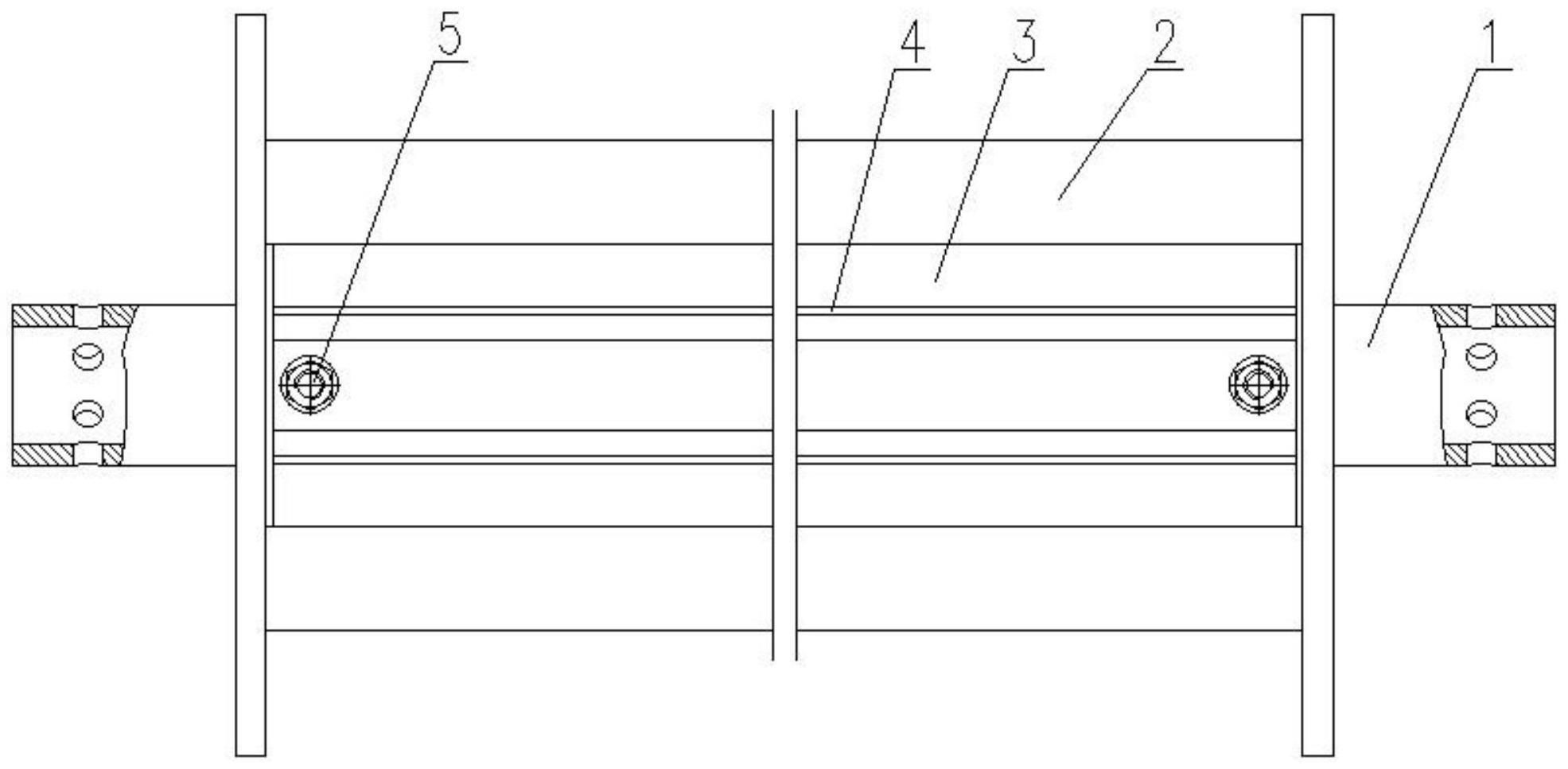
3、一种紧凑跑道型缠绕式薄壁盘管制造工装,包括旋转件、成型靠模、梳型定距板和螺栓,成型靠模包括圆柱件和定距板,定距板的一端与圆柱件连接,定距板侧面设置有梳型定距板,两个所述定距板的另一端通过螺栓可拆卸连接,圆柱件与旋转件连接。
4、优选的:两个所述圆柱件的圆心连线与定距板平行设置。
5、优选的:所述梳型定距板,梳型定距板上具有阵列布置的梳齿槽,梳齿槽倾斜设置,管子设置在梳齿槽内。
6、优选的:一种紧凑跑道型缠绕式薄壁盘管制造工装还包括定位组件,定位组件包括两根定位柱,两根定位柱与圆柱件连接,管子的端部设置有弯头,管子的弯头设置在两根定位柱之间。
7、一种紧凑跑道型缠绕式薄壁盘管制造方法,包括以下步骤:
8、步骤一:确定工装尺寸;
9、步骤二:将管子与工装连接;
10、步骤三:对管子进行加热;
11、步骤四:热弯加工;
12、步骤五:弯曲后形成盘管,将盘管进行固溶化热处理;
13、步骤六:将盘管进行整体酸洗钝化,保证管内清洁度。
14、优选的:步骤一中,根据回弹公式rs=0.98r0-k,确定工装尺寸;
15、其中:rs-工装设计的弯曲半径,r0-盘管弯曲半径,k为固定材质下的常数;
16、步骤二中,管子的数量为八根,每四根管子为一组,两组管子分别与两侧的梳型定距板配合安装,管子的弯头与定位组件配合安装;
17、步骤三中,加热温度在600℃-900℃之间,每个管子的弯头加热时间不超过8秒;
18、步骤四中,工装匀速转动,使管子缠绕在工装上进行热弯,管子的末端需低于工装处于水平时底面位置,并使用圆钢压杆压住管子的直管段;
19、热弯过程中,采用木方,对整体的弯头区域进行敲击;
20、热弯过程一次成型;
21、步骤五中,盘管与工装一起进行固溶化热处理;
22、步骤六中,盘管内通过压缩空气吹海绵球的方式保证管内清洁度。
23、优选的:一种紧凑跑道型缠绕式薄壁盘管制造方法还包括步骤七,步骤七:通过步骤一-步骤六,制造若干不同尺寸的盘管,不同尺寸的盘管套装。
24、优选的:盘管的数量为四个,安装尺寸从小到大的顺序分别为第一盘管、第二盘管、第三盘管和第四盘管,四组盘管在工装上弯制成型后,以第一盘管及其内侧的工装做芯,将第二盘管工装拆除,第二盘管套装在第一盘管上,将第三盘管的工装拆除,第三盘管套装在第二盘管上,将第四盘管的工装拆除,第四盘管套装在第三盘管上,最终将第一盘管内部工装拆除。
25、优选的:层与层之间盘管的净间距为2mm。
26、优选的:在工装拆除时,先将螺栓拆除,再转动成型靠模,使梳型定距板与盘管分离后,将成型靠模抽出。
27、本发明具有以下有益效果:
28、1.本发明通过控制各项参数、操作顺序、操作方法等,避免了管子在制成盘管过程中出现裂纹,简单可靠,不容易发生焊口泄漏,减少维修维护成本,延长使用寿命,降低安全隐患;
29、2.本发明盘管结构紧凑,尺寸准确,便于多个盘管进行套装;
30、3.本发明克服跑道型盘管单支制造后无法装配的问题,也省去了盘管单支制造后再进行装配的工序。
技术特征:
1.一种紧凑跑道型缠绕式薄壁盘管制造工装,其特征在于:包括旋转件(1)、成型靠模、梳型定距板(4)和螺栓(5),成型靠模包括圆柱件(2)和定距板(3),定距板(3)的一端与圆柱件(2)连接,定距板(3)侧面设置有梳型定距板(4),两个所述定距板(3)的另一端通过螺栓(5)可拆卸连接,圆柱件(2)与旋转件(1)连接。
2.根据权利要求1所述的一种紧凑跑道型缠绕式薄壁盘管制造工装,其特征在于:两个所述圆柱件(2)的圆心连线与定距板(3)平行设置。
3.根据权利要求1所述的一种紧凑跑道型缠绕式薄壁盘管制造工装,其特征在于:所述梳型定距板(4),梳型定距板(4)上具有阵列布置的梳齿槽(41),梳齿槽(41)倾斜设置,管子(6)设置在梳齿槽(41)内。
4.根据权利要求1-3任一项所述的一种紧凑跑道型缠绕式薄壁盘管制造工装,其特征在于:一种紧凑跑道型缠绕式薄壁盘管制造工装还包括定位组件(7),定位组件(7)包括两根定位柱,两根定位柱与圆柱件(2)连接,管子(6)的端部设置有弯头,管子(6)的弯头设置在两根定位柱之间。
5.一种紧凑跑道型缠绕式薄壁盘管制造方法,其特征在于:该方法采用权利要求4所述的一种紧凑跑道型缠绕式薄壁盘管制造工装实现,包括以下步骤:
6.根据权利要求5所述的一种紧凑跑道型缠绕式薄壁盘管制造方法,其特征在于:步骤一中,根据回弹公式rs=0.98r0-k,确定工装尺寸;
7.根据权利要求5或6所述的一种紧凑跑道型缠绕式薄壁盘管制造方法,其特征在于:一种紧凑跑道型缠绕式薄壁盘管制造方法还包括步骤七,步骤七:通过步骤一-步骤六,制造若干不同尺寸的盘管,不同尺寸的盘管套装。
8.根据权利要求7所述的一种紧凑跑道型缠绕式薄壁盘管制造方法,其特征在于:盘管的数量为四个,安装尺寸从小到大的顺序分别为第一盘管、第二盘管、第三盘管和第四盘管,四组盘管在工装上弯制成型后,以第一盘管及其内侧的工装做芯,将第二盘管工装拆除,第二盘管套装在第一盘管上,将第三盘管的工装拆除,第三盘管套装在第二盘管上,将第四盘管的工装拆除,第四盘管套装在第三盘管上,最终将第一盘管内部工装拆除。
9.根据权利要求8所述的一种紧凑跑道型缠绕式薄壁盘管制造方法,其特征在于:层与层之间盘管的净间距为2mm。
10.根据权利要求8所述的一种紧凑跑道型缠绕式薄壁盘管制造方法,其特征在于:在工装拆除时,先将螺栓(5)拆除,再转动成型靠模,使梳型定距板(4)与盘管分离后,将成型靠模抽出。
技术总结
本发明涉及一种紧凑跑道型缠绕式薄壁盘管制造工装及其制造方法,属于核能化工容器盘管型内件制造技术领域。解决的是跑道型缠绕式盘管制造难度大的问题。包括旋转件、成型靠模、梳型定距板和螺栓,成型靠模包括圆柱件和定距板,定距板的一端与圆柱件连接,定距板侧面设置有梳型定距板,两个所述定距板的另一端通过螺栓可拆卸连接,圆柱件与旋转件连接。本发明通过控制各项参数、操作顺序、操作方法等,避免了管子在制成盘管过程中出现裂纹,简单可靠,不容易发生焊口泄漏,减少维修维护成本,延长使用寿命,降低安全隐患。
技术研发人员:齐鹏,康宝龙,杜伟光,徐南南,康龙基,杨军,张盛岩,宋建,谢利成,赵辉,卢真玲
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!