一种不清根的水闸门焊接方法与流程
本发明属于厚板焊接工艺,具体涉及一种不清根的水闸门焊接方法。
背景技术:
1、目前,在厚板焊接施工中仍有较多企业采用传统的手工焊接和半自动焊接,具体在水闸门主体焊接时,通常需要七至八个焊工在闸门单元的内外部同时施焊,由此造成闸门内部温度升高,焊接飞溅与烟尘污染较大等问题;而在打底焊焊接完毕时,需进行翻转工件进行焊缝电弧气刨清根,增加生产成本和降低生产效率,并且在手工焊接时,燃弧比较低,焊工的焊前准备时间较长,造成水闸门焊接时,施工效率低下。
技术实现思路
1、本发明要解决的技术问题是提供一种无需进行焊缝电弧气刨清根,显著提高焊接效率和质量的水闸门焊接方法。
2、本发明的技术方案为:一种不清根的水闸门焊接方法,包括以下步骤:
3、(一)、准备不对称x型坡口对接接头和不对称k型坡口角接接头,所述不对称x型坡口对接接头的坡口角度为50°,x型坡口对接接头的中部具有钝边2mm,所述不对称k型坡口角接接头的坡口角度为50°,不对称k型坡口角接接头中部具有钝边2mm;
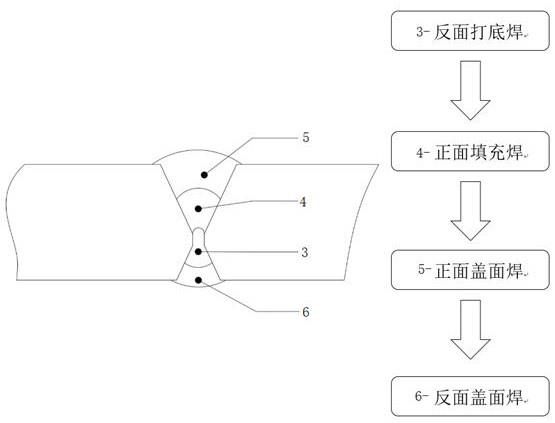
4、(二)、采用焊接机器人对不对称x型坡口对接接头进行焊接对接焊缝,具体步骤为:先进行反面打底焊,再进行正面填充焊,然后进行正面盖面焊,最后进行反面盖面焊;
5、(三)、采用焊接机器人对不对称k型坡口角接接头进行焊接角焊缝,具体步骤为:先进行反面打底焊,再进行两次正面填充焊,然后进行反面填充焊,再然后进行反面盖面焊,最后进行正面盖面焊。
6、进一步地,所述步骤(二)中反面打底焊的焊接工艺参数设置为:送丝速度(焊接时,单位时间内焊丝向焊接熔池送进的长度)为5m/min,焊接速度0.22m/min,无摆动;所述正面填充焊采用脉冲mag焊(熔化极活性气体保护电弧焊),焊接工艺参数设置为:送丝速度为8m/min,焊接速度为0.25m/min,无摆动;所述正面盖面焊的焊接工艺参数设置为:送丝速度为7.5m/min,焊接速度为0.17m/min,偏转为6mm,摆长4mm,左右延迟时间0.2s;所述反面盖面焊的焊接工艺参数设置为:送丝速度为6m/min,焊接速度为0.35m/min,偏转为3mm,摆长4mm,左右延迟时间0.2s。
7、进一步地,所述步骤(三)中反面打底焊采用脉冲mag焊,焊接工艺参数设置为:送丝速度为6m/min,焊接速度0.25m/min,无摆动;所述两次正面填充焊均采用脉冲mag焊,焊接工艺参数设置为:送丝速度为8.5m/min,焊接速度为0.25m/min,无摆动;所述反面填充焊采用脉冲mag焊,焊接工艺参数设置为:送丝速度为7m/min,焊接速度为0.25m/min,无摆动;所述反面盖面焊的焊接工艺参数设置为:送丝速度为7m/min,焊接速度为0.20m/min,偏转为5mm,摆长4mm,左右延迟时间0.2s;所述正面盖面焊的焊接工艺参数设置为:送丝速度为7m/min,焊接速度为0.20m/min,偏转为5mm,摆长4mm,左右延迟时间0.2s。
8、本发明的有益效果为:本发明的一种不清根的水闸门焊接方法通过增大焊接机器人终端焊口停留时间和终端焊口送气时间解决了传统方法焊接过程中,收弧位置极易出现弧坑裂纹的问题;另外,针对不对称x型坡口对接接头,采用了四层四道焊取代五层五道焊,并且优化了相应的焊接顺序;而针对不对称k型坡口角接头,则采用了六层六道焊,并且优化了相应的焊接顺序;以此解决了在焊接应力作用下,板面产生严重变形的问题;总之,本发明的一种不清根的水闸门焊接方法通过采用机器人焊接方法以及优化工艺参数,显著提高了焊接接头的焊接效率、焊缝质量及产品合格率。
技术特征:
1.一种不清根的水闸门焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种不清根的水闸门焊接方法,其特征在于,所述步骤(二)中反面打底焊(3)的焊接工艺参数设置为:送丝速度为5m/min,焊接速度0.22m/min,无摆动;所述正面填充焊(4)采用脉冲mag焊,焊接工艺参数设置为:送丝速度为8m/min,焊接速度为0.25m/min,无摆动;所述正面盖面焊(5)的焊接工艺参数设置为:送丝速度为7.5m/min,焊接速度为0.17m/min,偏转为6mm,摆长4mm,左右延迟时间0.2s;所述反面盖面焊(6)的焊接工艺参数设置为:送丝速度为6m/min,焊接速度为0.35m/min,偏转为3mm,摆长4mm,左右延迟时间0.2s。
3.根据权利要求1所述的一种不清根的水闸门焊接方法,其特征在于,所述步骤(三)中反面打底焊(3)采用脉冲mag焊,焊接工艺参数设置为:送丝速度为6m/min,焊接速度0.25m/min,无摆动;所述两次正面填充焊(4)均采用脉冲mag焊,焊接工艺参数设置为:送丝速度为8.5m/min,焊接速度为0.25m/min,无摆动;所述反面填充焊(7)采用脉冲mag焊,焊接工艺参数设置为:送丝速度为7m/min,焊接速度为0.25m/min,无摆动;所述反面盖面焊(6)的焊接工艺参数设置为:送丝速度为7m/min,焊接速度为0.20m/min,偏转为5mm,摆长4mm,左右延迟时间0.2s;所述正面盖面焊(5)的焊接工艺参数设置为:送丝速度为7m/min,焊接速度为0.20m/min,偏转为5mm,摆长4mm,左右延迟时间0.2s。
技术总结
本发明公开了一种不清根的水闸门焊接方法,包括以下步骤:(一)、准备不对称X型坡口对接接头和不对称K型坡口角接接头;(二)、采用焊接机器人对不对称X型坡口对接接头进行焊接对接焊缝;(三)、采用焊接机器人对不对称K型坡口角接接头进行焊接角焊缝。本发明的一种不清根的水闸门焊接方法通过采用机器人焊接方法以及优化工艺参数设置,显著提高了焊接接头的焊接效率和焊缝质量及产品合格率。
技术研发人员:吕崧,舒发兵,包崇笼,杨鼎,付有泰,杨保维,原嘎嘎,李诚,张永林,李承金,袁永杰
受保护的技术使用者:中国水利水电第十四工程局有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!