一种基于AGC缸的轧制力获取方法及装置与流程
本发明涉及热轧机agc控制,具体而言,尤其涉及一种基于agc缸的轧制力获取方法及装置。
背景技术:
1、自动增益控制(agc,automatic gain control)液压油缸是agc液压系统中最核心的液压执行元件。液压agc系统主要功能是实现压下位置自动控制及板厚自动控制,由于该系统响应速度快、控制精度高,在轧板生产线上得到了广泛的应用。
2、agc缸轧制力是用于实现板坯跟踪、plc程序时序及联锁、轧制力agc、二级模型计算和辊缝标定等控制功能的基础参量之一,是保证热轧机控制系统安全运行的必要条件之一。
3、目前agc缸轧制力的提取方案,是将r2粗轧机压头传感器安装在轧机牌坊两侧底部位置,检测轧制过程中下支撑辊轴承座传递到安装表面垂直的力,即轧制力,但压头传感器投资费用高,备件价格贵,工作环境差、维护及施工困难,一旦压头出现故障,无法获取准确的轧制力数据,将造成停产事故20小时以上,给现场生产运行带来极大的隐患威胁。
技术实现思路
1、本发明提供一种基于agc缸的轧制力获取方法及装置。本发明以压头的健康信号作为判断条件,当压头发生故障后,立即将压头的检测值切换到轧制力计算值,维持系统正常工作,避免事故时间,从而提高生产效率。
2、本发明采用的技术手段如下:
3、一种基于agc缸的轧制力获取方法,包括以下步骤:
4、判断压头状态,所述压头状态包括正常状态和故障状态;
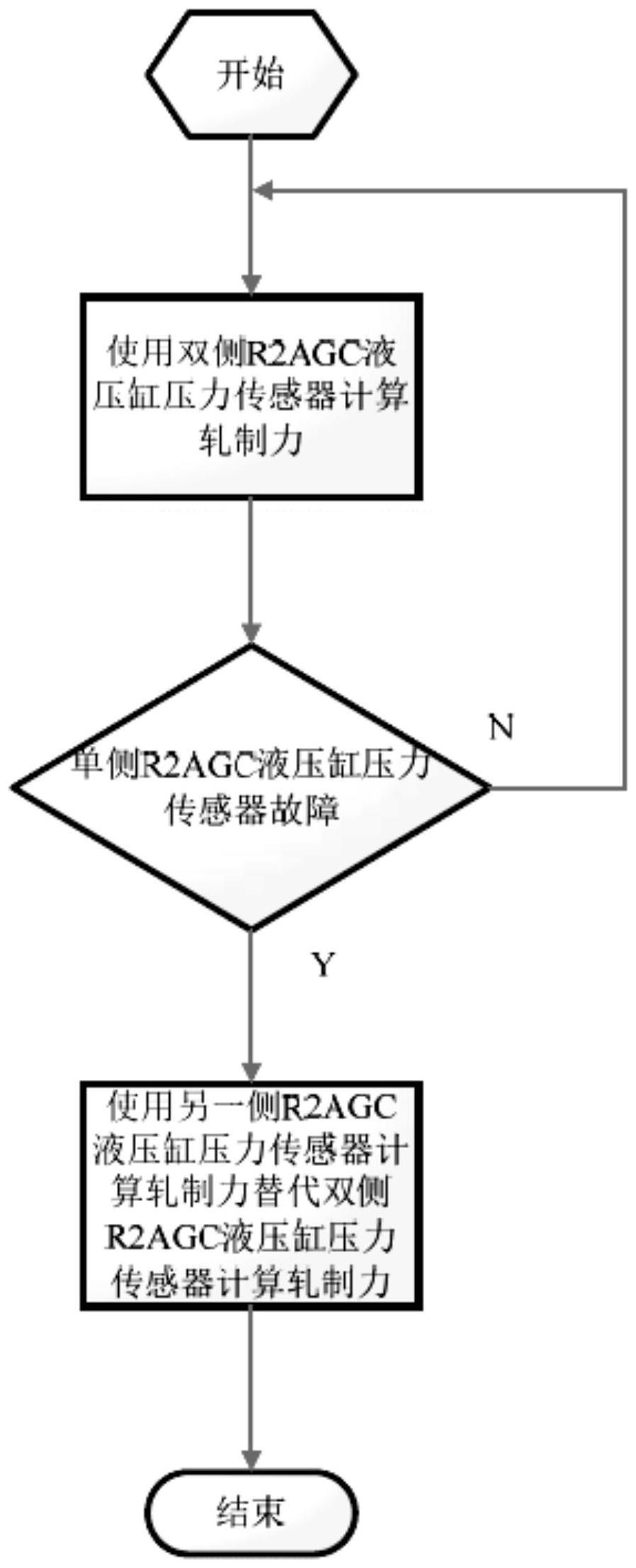
5、压头正常时,通过压头传感器检测轧制力;
6、压头故障时,获取agc缸的塞侧油压和agc缸的杆侧油压,根据agc液压缸的塞侧油压和agc液压缸的杆侧油压计算轧制力。
7、进一步地,根据agc液压缸的塞侧油压和agc液压缸的杆侧油压计算轧制力,包括:根据以下公式计算轧制力:
8、f=[p1*s1-p2*(s1-s2)]*a+b
9、其中,f表示轧制力,p1表示agc缸塞侧压力值,s1表示agc缸塞侧面积,p2表示agc缸杆侧压力值,s2表示agc缸杆侧面积,a表示单位转换常数,b表示轧制力偏差调整常数。
10、进一步地,判断压头状态,包括:
11、获取压头健康信号,通过压头健康信号判断压头状态:
12、能够获取到压头健康信号时,压头为正常状态;
13、不能获取到压头健康信号时,压头为故障状态。
14、本发明还公开一种基于agc缸的轧制力获取装置,包括:
15、判断单元,用于判断压头状态,所述压头状态包括正常状态和故障状态;
16、检测单元,用于在压头正常时,通过压头传感器检测轧制力;
17、计算单元,用于在压头故障时,获取agc缸的塞侧油压和agc缸的杆侧油压,根据agc液压缸的塞侧油压和agc液压缸的杆侧油压计算轧制力。
18、进一步地,所述计算单元根据以下公式计算轧制力:
19、f=[p1*s1-p2*(s1-s2)]*a+b
20、其中,f表示轧制力,p1表示agc缸塞侧压力值,s1表示agc缸塞侧面积,p2表示agc缸杆侧压力值,s2表示agc缸杆侧面积,a表示单位转换常数,b表示轧制力偏差调整常数。
21、进一步地,所述判断单元具体通过获取压头健康信号判断压头状态:
22、能够获取到压头健康信号时,压头为正常状态;
23、不能获取到压头健康信号时,压头为故障状态。
24、进一步地,所述装置还包括输出单元,用于:
25、在压头正常时,输出检测单元检测得到的轧制力;
26、在压头故障时,输出计算单元计算得到的轧制力。
27、较现有技术相比,本发明具有以下优点:
28、本发明以压头的健康信号作为判断条件,当压头发生故障后,立即将压头的检测值切换到轧制力计算值,实现无间隔投入,维持系统正常工作,避免事故发生,从而提高生产效率。
29、实际生产中,平均每三年发生一次因压头损坏造成的停产事故,按照每次压头损坏造成停产事故20小时计算,热轧机平均小时产量575吨,吨钢效益371元,则应用本发明方法后,每年创效:20*575*371/3=142.22万元。
技术特征:
1.一种基于agc缸的轧制力获取方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于agc缸的轧制力获取方法,其特征在于,根据agc液压缸的塞侧油压和agc液压缸的杆侧油压计算轧制力,包括:根据以下公式计算轧制力:
3.根据权利要求1所述的一种基于agc缸的轧制力获取方法,其特征在于,判断压头状态,包括:
4.一种基于agc缸的轧制力获取装置,其特征在于,包括:
5.根据权利要求4所述的一种基于agc缸的轧制力获取装置,其特征在于,所述计算单元根据以下公式计算轧制力:
6.根据权利要求4所述的一种基于agc缸的轧制力获取装置,其特征在于,所述判断单元具体通过获取压头健康信号判断压头状态:
7.根据权利要求4所述的一种基于agc缸的轧制力获取装置,其特征在于,所述装置还包括输出单元,用于:
技术总结
本发明提供一种基于AGC缸的轧制力获取方法及装置。方法包括:判断压头状态,所述压头状态包括正常状态和故障状态;压头正常时,通过压头传感器检测轧制力;压头故障时,获取AGC缸的塞侧油压和AGC缸的杆侧油压,根据AGC液压缸的塞侧油压和AGC液压缸的杆侧油压计算轧制力。本发明压头的健康信号作为判断条件,当压头发生故障后,立即将压头的检测值切换到轧制力计算值,维持系统正常工作,避免事故发生,从而提高生产效率。
技术研发人员:张成斌,刘德辉,孙伟,宁腾,刘占全,崔亚锋,李明敏,靳龙,王祥君
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!