卷曲带钢的方法、装置、介质及卷取机与流程
所属的技术人员能够理解,本技术的各个方面可以实现为系统、方法或程序产品。因此,本技术的各个方面可以具体实现为以下形式,即:完全的硬件实施方式、完全的软件实施方式(包括固件、微代码等),或硬件和软件方面结合的实施方式,这里可以统称为“电路”、“模块”或“系统”。下面参照图4来描述根据本技术的这种实施方式的卷取机600。图4显示的卷取机600仅仅是一个示例,不应对本技术实施例的功能和使用范围带来任何限制。如图4所示,卷取机600以通用计算设备的形式表现。卷取机600的组件可以包括但不限于:上述至少一个处理单元610、上述至少一个存储单元620、连接不同系统组件(包括存储单元620和处理单元610)的总线630。其中,所述存储单元存储有程序代码,所述程序代码可以被所述处理单元610执行,使得所述处理单元610执行本说明书上述“实施例方法”部分中描述的根据本技术各种示例性实施方式的步骤。存储单元620可以包括易失性存储单元形式的可读介质,例如随机存取存储单元(ram)621和/或高速缓存存储单元622,还可以进一步包括只读存储单元(rom)623。存储单元620还可以包括具有一组(至少一个)程序模块625的程序/实用工具624,这样的程序模块625包括但不限于:操作系统、一个或者多个应用程序、其它程序模块以及程序数据,这些示例中的每一个或某种组合中可能包括网络环境的实现。总线630可以为表示几类总线结构中的一种或多种,包括存储单元总线或者存储单元控制器、外围总线、图形加速端口、处理单元或者使用多种总线结构中的任意总线结构的局域总线。卷取机600也可以与一个或多个外部设备1200(例如键盘、指向设备、蓝牙设备等)通信,还可与一个或者多个使得用户能与该卷取机600交互的设备通信,和/或与使得该卷取机600能与一个或多个其它计算设备进行通信的任何设备(例如路由器、调制解调器等等)通信。这种通信可以通过输入/输出(i/o)接口650进行。并且,卷取机600还可以通过网络适配器660与一个或者多个网络(例如局域网(lan),广域网(wan)和/或公共网络,例如因特网)通信。如图所示,网络适配器660通过总线630与卷取机600的其它模块通信。应当明白,尽管图中未示出,可以结合卷取机600使用其它硬件和/或软件模块,包括但不限于:微代码、设备驱动器、冗余处理单元、外部磁盘驱动阵列、raid系统、磁带驱动器以及数据备份存储系统等。通过以上的实施方式的描述,本领域的技术人员易于理解,这里描述的示例实施方式可以通过软件实现,也可以通过软件结合必要的硬件的方式来实现。因此,根据本技术实施方式的技术方案可以以软件产品的形式体现出来,该软件产品可以存储在一个非易失性存储介质(可以是cd-rom,u盘,移动硬盘等)中或网络上,包括若干指令以使得一台计算设备(可以是个人计算机、服务器、终端装置、或者网络设备等)执行根据本技术实施方式的方法。此外,上述附图仅是根据本技术示例性实施例的方法所包括的处理的示意性说明,而不是限制目的。易于理解,上述附图所示的处理并不表明或限制这些处理的时间顺序。另外,也易于理解,这些处理可以是例如在多个模块中同步或异步执行的。应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围执行各种修改和改变。本技术的范围仅由所附的权利要求来限制。
背景技术:
1、酸轧轧机卷取机在进行卷曲带钢时,卷取机的芯轴先对带钢的带头进行卷曲,当卷曲圈数达到一定数值后,芯轴再高速对带钢进行卷曲直至成品卷下线,每次新的带钢在进行卷曲时需要根据不同带钢厚度及芯轴扇形板磨损程度改变带头初卷圈数,由于原料厚度频繁变化,修改频次也同时增加,有时因操作人员工作繁忙,造成带头初卷圈数忘记修改的情况,造成带头初卷圈数过大或过小,影响轧机生产节奏,减低了产线产量,并且长时间使用大的带头初卷圈数加大了对芯轴扇形板及助卷器的磨损,减低芯轴扇形板及助卷器的使用寿命。
技术实现思路
1、本技术的目的在于提供一种卷曲带钢的方法、装置、介质及卷取机,本技术可以提高芯轴扇形板及助卷器的使用寿命。
2、本技术的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本技术的实践而习得。
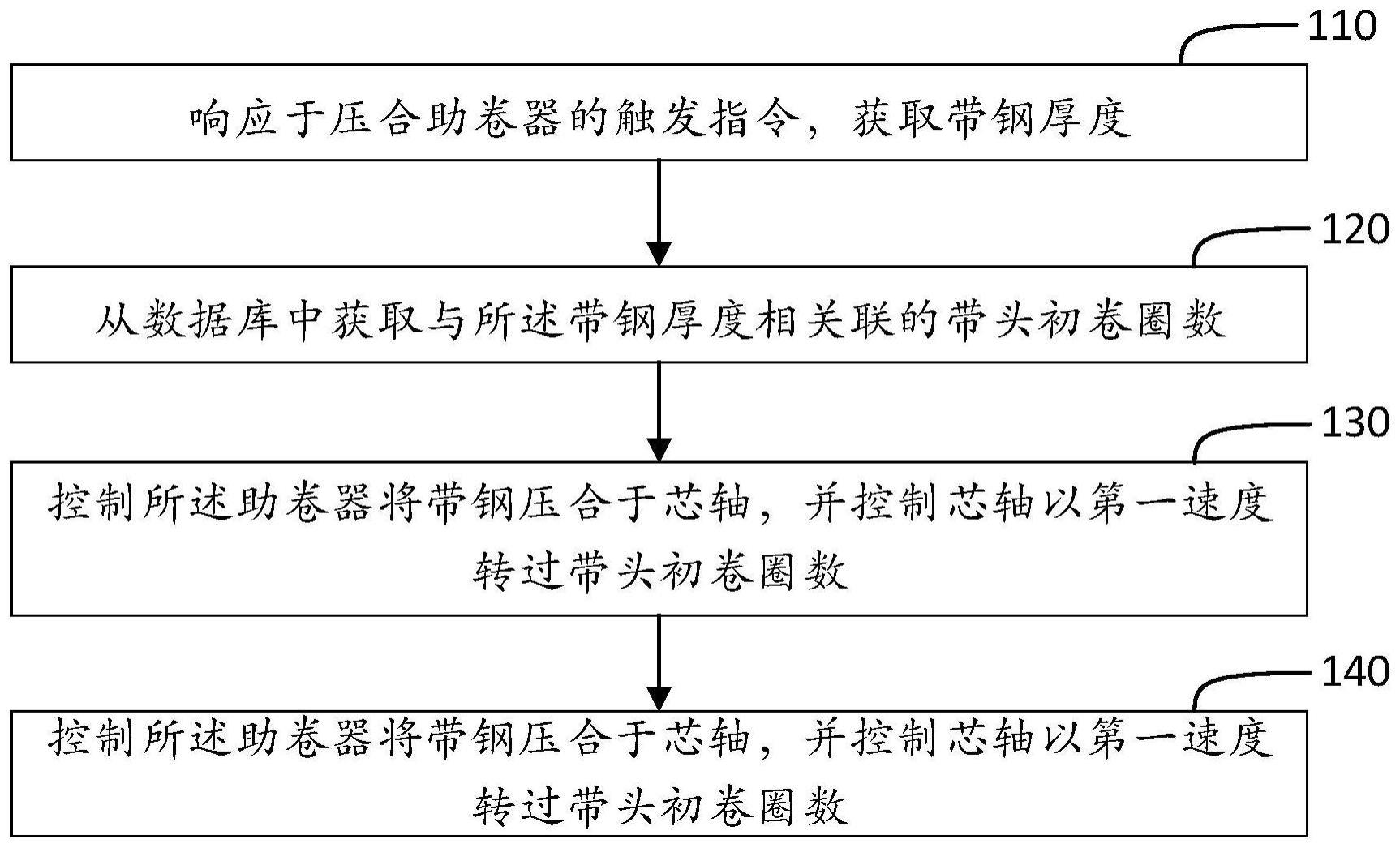
3、根据本技术实施例的一个方面,提供了一种卷曲带钢的方法,所述方法包括:响应于压合助卷器的触发指令,获取带钢厚度;从数据库中获取与所述带钢厚度相关联的带头初卷圈数;控制所述助卷器将带钢压合于芯轴,并控制芯轴以第一速度转过带头初卷圈数;控制所述助卷器远离带钢,并控制芯轴以第二速度转动直至带钢卷曲成成品卷。
4、在本技术的一个实施例中,基于前述方案,所述从数据库中获取与所述带钢厚度相关联的带头初卷圈数前,还包括:设定带钢厚度范围以及在此范围内带钢厚度相关联的带头初卷圈数。
5、在本技术的一个实施例中,基于前述方案,所述设定带钢厚度范围以及在此范围内带钢厚度相关联的带头初卷圈数后,还包括:当成品卷质量要求变化时,可修改带钢厚度相关联的带头初卷圈数。
6、在本技术的一个实施例中,基于前述方案,在从数据库中获取与所述带钢厚度相关联的带头初卷圈数中,所述带头初卷圈数范围为5~60圈。
7、在本技术的一个实施例中,基于前述方案,在设定带钢厚度范围以及在此范围内带钢厚度相关联的带头初卷圈数中,所述带钢厚度范围划分四段,带钢厚度<0.45mm,0.45mm≤带钢厚度≤0.6mm,0.6mm<带钢厚度≤0.8mm,带钢厚度大于0.8mm。
8、在本技术的一个实施例中,基于前述方案,所述芯轴包括a轴和b轴,所述设定带钢厚度范围以及在此范围内带钢厚度相关联的带头初卷圈数,包括:分别设定a轴和b轴的带钢厚度范围以及在此范围内带钢厚度相关联的a轴初卷圈数和b轴初卷圈数。
9、在本技术的一个实施例中,基于前述方案,所述第一速度小于第二速度。
10、根据本技术实施例的一个方面,提供了一种卷曲带钢的装置,所述装置包括:第一获取单元,被用于响应于压合助卷器的触发指令,获取带钢厚度;第二获取单元,被用于从数据库中获取与所述带钢厚度相关联的带头初卷圈数;第一控制单元,被用于控制所述助卷器将带钢压合于芯轴,并控制芯轴以第一速度转过带头初卷圈数;第二控制单元,被用于控制所述助卷器远离带钢,并控制芯轴以第二速度转动直至带钢卷曲成成品卷。
11、根据本技术实施例的一个方面,提供了一种计算机可读存储介质,所述计算机可读存储介质中存储有至少一条程序代码,所述至少一条程序代码由处理器加载并执行以实现如上述的方法所执行的操作。
12、根据本技术实施例的一个方面,提供了一种卷取机,所述卷取机包括一个或多个处理器和一个或多个存储器,所述一个或多个存储器汇总存储有至少一条程序代码,所述至少一条程序代码由所述一个或多个处理器加载并执行以实现如上述的方法所执行的操作。
13、在本技术实施例的技术方案中,响应于压合助卷器的触发指令,获取带钢厚度,从数据中获取与带钢厚度相关联的带头初卷圈数,使不同厚度的带钢能自动匹配对应的带头初卷圈数,减少操作人员的失误,能有效减少芯轴扇形板及助卷器皮带的磨损,提高芯轴扇形板及助卷器皮带的使用寿命。
14、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!