一种调节座拧紧工装及方法与流程
本发明涉及自动化工装,具体来说,是一种在汽车空调膨胀阀装配工艺中将调节座拧入阀体的工装。
背景技术:
1、参考cn102102924a公开的一种汽车空调热力膨胀阀,如其专利附图1所示的,需要在阀体底部拧入调节座,此为公知常识。但是,空调膨胀阀的调节座的安装一直是个难题,传统的调节座装配方式效率低,过程中缺乏监控,不良品很容易流入产品中不被发现,不良率高达2%,因此,有必要解决安装的效率性与对产品质量的把控力度的问题。
技术实现思路
1、本发明的目的是提供一种调节座拧紧工装及方法,以解决安装的效率性与对产品质量的把控力度的问题。
2、本发明的目的是这样实现的:一种调节座拧紧工装,包括主座、调节座安装单元;
3、所述调节座安装单元包括:
4、调节座定位块,所述调节座定位块上端具有开口朝上的、用于插配并定位调节座的定位槽;
5、竖直延伸的拧紧旋转轴,所述拧紧旋转轴上端固定连接调节座定位块,所述拧紧旋转轴的中心轴线与调节座的拧紧中心轴线重合;
6、拧紧驱动组件,所述拧紧驱动组件与拧紧旋转轴传动配合以驱使拧紧旋转轴自转,所述主座固定连接有旋转支撑块,所述拧紧旋转轴活动穿过旋转支撑块;
7、升降活动架及升降伺服驱动部件,所述升降活动架升降活动地设置于主座上,所述拧紧旋转轴下端水平转动地连接升降活动架,所述升降伺服驱动部件安装于主座上,并驱使升降活动架进行升降活动,同时所述拧紧旋转轴与拧紧驱动组件相对滑动配合;
8、阀体定位单元,所述阀体定位单元包括平旋臂以及平转驱动部件,所述平旋臂的中部水平旋转地连接于主座上,所述平旋臂两端均安装有用于锁定阀体的阀体位置锁定组件,在平转驱动部件的驱使下平旋臂往复旋转预设的角度以使平旋臂两端分别对应阀体的上料位置、阀体与调节座装配的位置。
9、作为本发明的另一方面,提出了一种利用上述调节座拧紧工装进行的调节座拧紧方法,至少包括如下步骤:
10、上料步骤s1:
11、s11、利用阀体位置锁定组件将阀体锁定于平转臂一端,利用平转驱动部件驱使平转臂水平旋转预设的角度,将阀体转运到安装工位,同时,使平转臂另一端处于上料位置;
12、s12、调节座插配调节座定位块,调节座向上正对阀体的安装孔;
13、安装步骤s2:
14、s21、利用升降伺服驱动部件驱使升降活动架和调节座上升,使得调节座向上插入阀体的安装孔;
15、s22、利用拧紧驱动组件驱使拧紧旋转轴旋转,以带动调节座定位块和调节座一同围绕其轴线自转,结合上述驱使调节座向上插入阀体的安装孔的轴向作用力,使得调节座以螺纹配合的方式旋入阀体的安装孔中;
16、s23、调节座定位块下方设有角度监测装置、速度监测装置和位置检测装置,通过拧紧的角度、速度和位置来判断调节座是否拧紧于阀体的安装孔中。
17、本发明的有益效果在于:
18、1、能够自动地实现调节座的拧紧安装操作,能大大提升拧紧效率和装配质量,降低不良率,降低生产成本;
19、2、能够很好地控制调节座和阀体之间的相对位置,将调节座的拧紧动作分解为轴向移动和旋转两大动作,轴向移动和旋转动作均由相应的部件配合完成,使得调节座向上顺利地拧入阀体的安装孔中。
技术特征:
1.一种调节座拧紧工装,其特征在于,包括主座(31)、调节座安装单元;
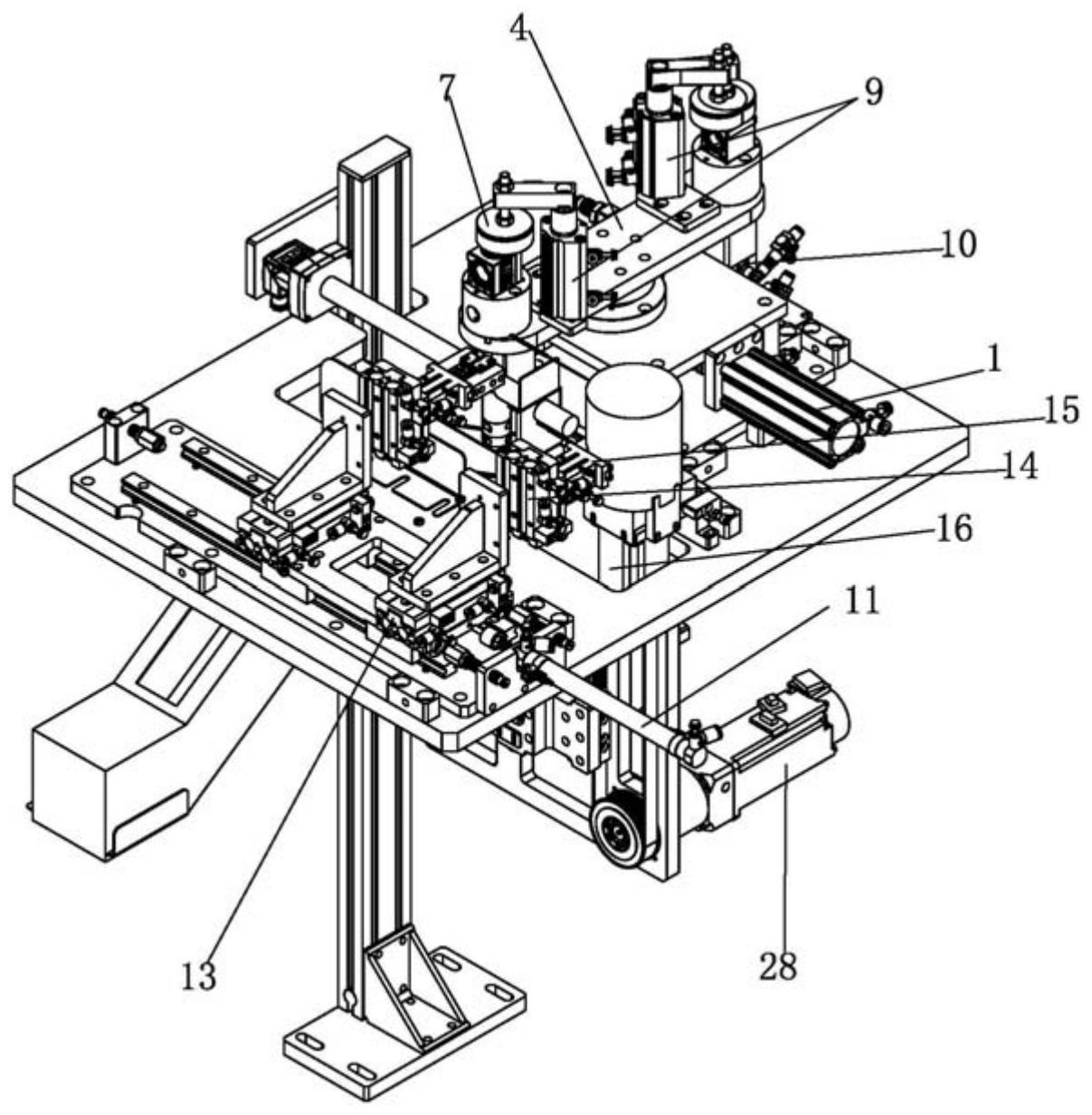
2.根据权利要求1所述的一种调节座拧紧工装,其特征在于,还包括阀体定位单元,所述阀体定位单元包括平旋臂(4)以及平转驱动部件,所述平旋臂(4)的中部水平旋转地连接于主座(31)上,所述平旋臂(4)两端均安装有用于锁定阀体(6)的阀体位置锁定组件,在平转驱动部件的驱使下平旋臂(4)往复旋转预设的角度以使平旋臂(4)两端分别对应阀体(6)的上料位置、阀体(6)与调节座(30)装配的位置。
3.根据权利要求2所述的一种调节座拧紧工装,其特征在于,还包括调节座旋向步进电机(16),所述调节座旋向步进电机(16)的输出轴朝上并固定连接有用于定位插配调节座(30)的调节定位座(17),以驱使调节定位座(17)及其调节座(30)水平旋转一定角度。
4.根据权利要求3所述的一种调节座拧紧工装,其特征在于,还包括水平滑动连接于主座(31)上的侧拉移动座(12),所述侧拉移动座(12)配置有与其相互平行的侧拉气缸(11),所述侧拉气缸(11)的缸筒安装在主座(31)的固定板上,所述侧拉气缸(11)的活塞杆与侧拉移动座(12)相连;
5.根据权利要求2所述的一种调节座拧紧工装,其特征在于,所述阀体位置锁定组件包括:
6.根据权利要求1所述的一种调节座拧紧工装,其特征在于,所述升降活动架配置有数个高度控检传感器(29),所有高度控检传感器(29)沿升降活动架的升降活动轨迹排列。
7.根据权利要求6所述的一种调节座拧紧工装,其特征在于,所述拧紧驱动组件包括拧紧伺服电机(22)、拧紧同步带(21)、输出侧带轮(20)、驱动侧带轮,所述拧紧同步带(21)与输出侧带轮(20)和驱动侧带轮相配,所述拧紧伺服电机(22)固定安装于主座(31),其输出主轴套装驱动侧带轮,所述输出侧带轮(20)转动连接旋转支撑块(23),所述拧紧旋转轴(19)活动穿过旋转支撑块(23),所述拧紧旋转轴(19)升降活动地同轴穿过输出侧带轮(20),所述输出侧带轮(20)旋转时与拧紧旋转轴(19)一同旋转;
8.根据权利要求7所述的一种调节座拧紧工装,其特征在于,所述升降伺服驱动部件包括升降伺服电机(28)、升降同步带(27)和一对转动连接于主座(31)的同步带轮,所述升降伺服电机(28)安装在主座(31)上,所述升降同步带(27)与一对同步带轮相配,所述升降伺服电机(28)与其中一个同步带轮转动连接,所述底升降滑块(26)固定连接升降同步带(27)。
9.根据权利要求2所述的一种调节座拧紧工装,其特征在于,所述平转驱动部件包括旋转驱动气缸(1)、旋转驱动齿条(2)、旋转驱动齿轮(3),所述旋转驱动气缸(1)的缸筒固定安装在主座(31)上,所述旋转驱动齿轮(3)同轴套接平旋臂(4)的旋转轴,所述旋转驱动齿条(2)固定对接旋转驱动气缸(1)的活塞杆,所述旋转驱动齿条(2)与旋转驱动齿轮(3)相啮合,以驱使平转臂(4)水平旋转。
10.一种利用如权利要求2所述的调节座拧紧工装进行的调节座拧紧方法,其特征在于,至少包括如下步骤:
技术总结
本发明公开了一种调节座拧紧工装及方法,包括主座、调节座安装单元;调节座安装单元包括:调节座定位块,调节座定位块上端具有定位槽;拧紧旋转轴,拧紧旋转轴上端固定连接调节座定位块,拧紧旋转轴的中心轴线与调节座的拧紧中心轴线重合;拧紧驱动组件,拧紧驱动组件与拧紧旋转轴传动配合以驱使拧紧旋转轴自转;升降活动架及升降伺服驱动部件,升降活动架升降活动地设置于主座上,拧紧旋转轴下端水平转动地连接升降活动架,升降伺服驱动部件驱使升降活动架进行升降活动,同时拧紧旋转轴与拧紧驱动组件相对滑动配合。采用本发明的方案,以解决安装的效率性与对产品质量的把控力度的问题。
技术研发人员:梁世春,顾春亮
受保护的技术使用者:权星智控系统工程(上海)股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!