一种低温海工用自动化埋弧焊机及焊接方法与流程
本发明涉及埋弧焊接的,特别是涉及一种低温海工用自动化埋弧焊机及焊接方法。
背景技术:
1、埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法,埋弧焊机在使用过程中,首选需要将焊剂倒在焊缝上,之后通过电弧在焊剂层下燃烧完成焊接,但是现有的埋弧焊机结构比较简单,如申请号为cn201310297315.2的专利中提出的一种自动埋弧焊机,其主要由焊接跟踪器和枪头等部件组成,使用时由于埋弧焊机跟着焊接跟踪器的活动部位在压簧的推力下移动,并且跟踪器的跟踪轴承贴着管板做伸缩动作,保证焊枪不离焊缝焊接,确保了焊接质量和焊接效率,但是在低温且潮湿的环境下进行埋弧焊作业,低温和潮湿环境会使环缝冷却速度过快,焊缝组织颗粒粗大,力学性能变差,影响焊接效果,而现有工作人员的解决方法是通过使用喷火枪对焊接位置进行加热,再进行焊接,分时费力,并且整个焊接过程均需要工作人员处于低温和潮湿环境中,导致实用性较差,因此亟需一种低温海工用自动化埋弧焊机及焊接方法。
技术实现思路
1、为解决上述技术问题,本发明提供一种将驱动装置摆放至焊接位置,之后通过驱动装置对撒药装置、预热装置、保温装置和焊剂回收装置进行移动,通过预热装置对焊接位置进行预热,提高焊接位置的温度,再通过撒药装置将焊剂倒在焊接位置上,通过埋弧焊机主体在焊剂下对焊接位置进行焊接,之后焊接完成后,通过保温装置对焊接位置进行保温,使焊接位置缓慢降温,待焊接完成后,驱动装置复位,同时通过焊剂回收装置对残留的焊剂进行回收,从而提高设备的实用性的一种低温海工用自动化埋弧焊机及焊接方法。
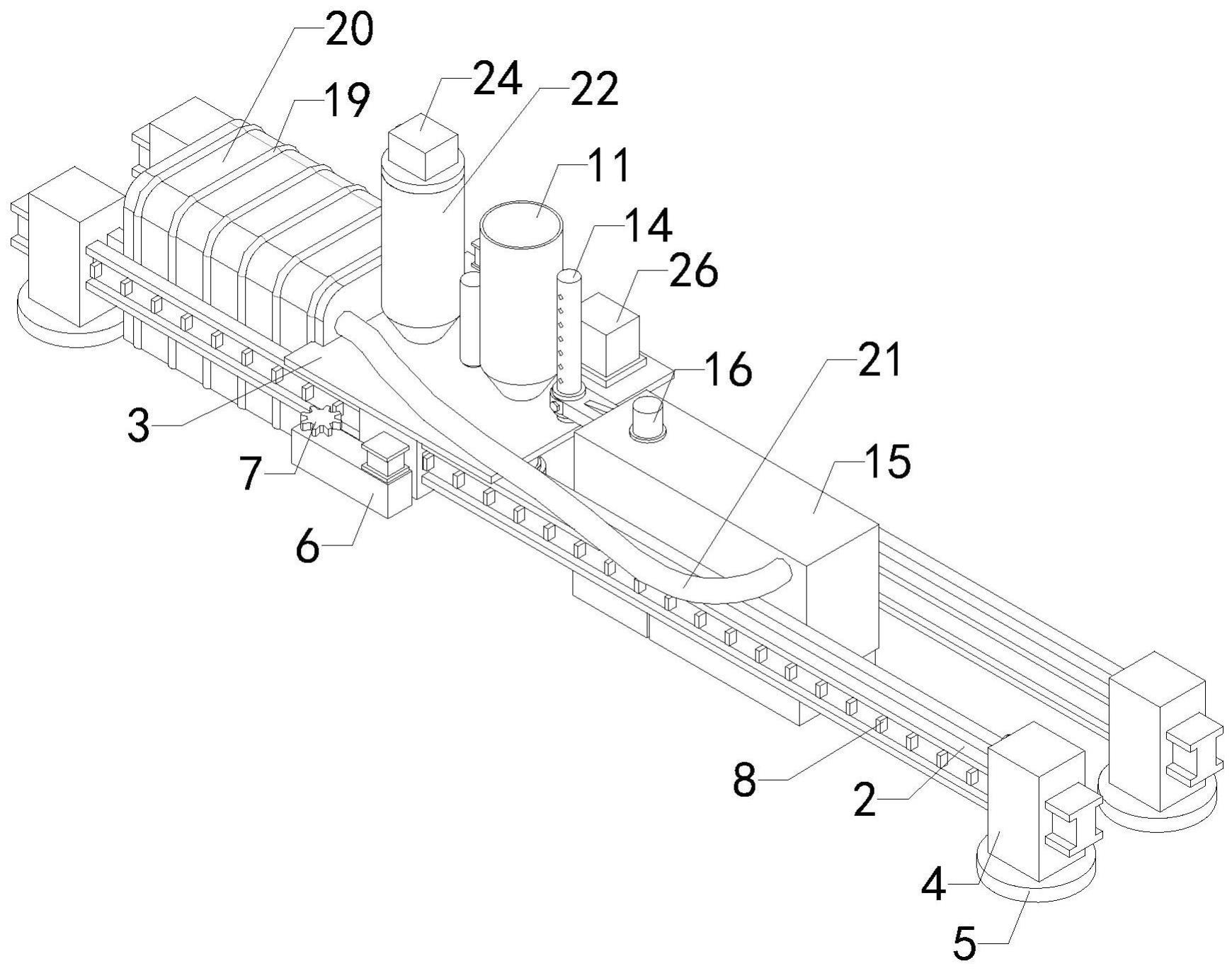
2、本发明的一种低温海工用自动化埋弧焊机及焊接方法,包括埋弧焊机主体;还包括驱动装置、撒药装置、预热装置、保温装置和焊剂回收装置,埋弧焊机主体、撒药装置、预热装置、保温装置和焊剂回收装置均安装于驱动装置上;
3、所述驱动装置对焊接位置进行调整,预热装置对焊接位置进行预热,撒药装置对焊接位置进行倒药,埋弧焊机主体对焊接位置进行焊接,保温装置对焊接后的位置进行保温,焊剂回收装置对残留的焊剂进行回收;
4、将驱动装置摆放至焊接位置,之后通过驱动装置对撒药装置、预热装置、保温装置和焊剂回收装置进行移动,通过预热装置对焊接位置进行预热,提高焊接位置的温度,再通过撒药装置将焊剂倒在焊接位置上,通过埋弧焊机主体在焊剂下对焊接位置进行焊接,之后焊接完成后,通过保温装置对焊接位置进行保温,使焊接位置缓慢降温,待焊接完成后,驱动装置复位,同时通过焊剂回收装置对残留的焊剂进行回收,从而提高设备的实用性。
5、优选的,所述驱动装置包括两组直导轨、滑块、多组支撑座、多组永磁块、两组减速电机和两组齿轮,直导轨滑动安装于两组直导轨上,并且两组直导轨上均设置有若干第一轮齿,多组支撑座分别滑动安装于两组直导轨上,并且右前侧支撑座的左端设置有停止开关,多组永磁块的顶端分别与多组支撑座的底端相连接,两组减速电机分别安装于滑块的前端和后端,两组齿轮分别安装于两组减速电机的输出轴上,并且两组齿轮分别与两组直导轨上的第一轮齿啮合连接;将多组永磁块吸附在焊接位置附近,将两组直导轨的两端对齐,再使用螺栓将两组直导轨分别固定于多组支撑座上,打开两组减速电机,经两组齿轮分别与两组直导轨上的第一轮齿啮合传动,对滑块由左向右移动,使埋弧焊机主体配合撒药装置、预热装置和保温装置相互配合对焊接位置进行焊接,之后滑块的右端挤压右前侧的支撑座上的停止开关后,两组减速电机、撒药装置和预热装置停止运行,从而提高设备的实用性。
6、优选的,还包括两组弧形导轨,两组弧形导轨均滑动安装于滑块上,所述两组弧形导轨上均设置有若干第二轮齿;对管件或弧面进行焊接时,使用带有弧形滑槽的滑块和多组支撑座,将两组弧形导轨均滑动安装于滑块上,再将多组支撑座分别安装于两组弧形导轨上,并使多组永磁块吸附在焊接位置附近,通过两组齿轮分别与两组弧形导轨上的第二轮齿啮合传动,使埋弧焊机主体配合撒药装置、预热装置和保温装置对焊接位置进行焊接,从而提高设备的实用性。
7、优选的,所述撒药装置包括储存筒、电磁阀和震动电机,电磁阀的顶端穿过滑块与储存筒的底端螺纹连接,震动电机安装于储存筒的侧端;将焊剂倒入至储存筒中,打开电磁阀和震动电机,通过震动电机的震动配合电磁阀将储存筒内的焊剂排至焊接位置上,从而提高设备的实用性。
8、优选的,所述预热装置包括支撑柱、预热仓、喷火枪、两组阻燃框和排风扇,支撑柱的底端与滑块的顶端相连接,预热仓的左端套装于支撑柱上,并通过限位螺栓进行固定,预热仓的内部为两组腔室,两组腔室相通,喷火枪安装于预热仓上,并且喷火枪位于预热仓左侧的腔室中,两组阻燃框的顶端均与预热仓的底端相连接,排风扇的右端与预热仓的左端相连接;打开喷火枪,喷出火焰对焊接位置进行加热,之后打开排风扇将空气排入至预热仓的左侧腔室中,为喷火枪提供空气,预热仓左侧腔室内的烟气进入至预热仓的右侧腔室中,使用烟气中的余热对未预热的焊接位置进行加热,从而提高设备的实用性。
9、优选的,所述保温装置包括多组支撑架、保温层和连接管,所述两组直导轨的顶端均设置有导向槽,多组支撑架均滑动安装于两组直导轨的导向槽中,右侧支撑架的右端与滑块的左端相连接,左侧支撑架的左端与两组直导轨的左部相连接,保温层固定安装于多组支撑架上,连接管的一端与预热仓右侧的腔室中相通,连接管的另一端与保温层的右端相连接;滑块由左向右移动,使多组支撑架在直导轨上滑动,将保温层展开,同时通过连接管将预热仓右侧腔室中的烟气排入至保温层内,对焊接后的位置进行保温,延长焊缝的冷却时间,从而提高设备的实用性。
10、优选的,所述焊剂回收装置包括回收筒、顶盖、真空泵和单向阀,回收筒的底端穿过滑块与单向阀的顶端螺纹连接,顶盖螺纹安装于回收筒的顶端,真空泵的底端与顶盖的顶端相连接,并且真空泵的吸气口穿过顶盖,真空泵的吸气口上设置有滤网;埋弧焊机主体对焊接位置焊接完成后,两组减速电机反向运行,对滑块进行复位,同时打开真空泵,通过单向阀将残留的焊剂吸入至回收筒中进行储存,方便对焊剂进行再利用,减少焊剂的浪费,从而提高设备的实用性。
11、优选的,包括如下步骤:
12、s1:对焊接位置进行清理,并将温度检测器安装至合适位置,使温度检测器对焊接位置反面的温度进行检测;
13、s2:直线焊缝选用直导轨,弧形环缝选用弧形导轨,之后通过永磁块将直导轨或弧形导轨固定在焊接位置附近,并使埋弧焊机主体和电磁阀的底端位于焊缝的上方,并调节埋弧焊机主体的高度,调节多组支撑座的位置;
14、s3:通过减速电机驱动齿轮与直导轨上的第一轮齿或弧形导轨上的第二轮齿啮合传动,使滑块由左向右移动,通过预热装置对焊接位置进行加热,同时温度检测器对焊接位置反面的温度进行检测,温度达标后滑块继续移动,并通过电磁阀将焊剂排至焊缝上,通过埋弧焊机主体在焊剂下对焊缝进行焊接;
15、s4:焊接过后,通过保温装置对焊接位置进行笼罩,并通过连接管将预热装置内的烟气排入至保温装置中,对焊缝进行保温,延长焊缝的冷却时间;
16、s5:滑块接触到右前侧支撑座上的停止开关后,滑块停止移动,电磁阀停止排焊剂,埋弧焊机主体停止焊接;
17、s6:减速电机反向运行,对滑块复位,通过焊机回收装置对残留的焊剂进行回收;
18、s7:工作人员对残留的焊皮进行清理;
19、s8:焊接过程中,工作人员可通过遥控器向控制箱发送控制信号,对焊机进行远程控制。
20、与现有技术相比本发明的有益效果为:
21、1、通过驱动装置配合埋弧焊机主体和撒药装置对焊缝进行自动焊接,提高焊接效果;
22、2、通过预热装置配合保温装置对焊缝进行加热,并对焊接后的焊缝进行保温,延长焊缝的冷却时间,提高焊接效果;
23、3、焊缝冷却后再通过焊剂回收装置对残留焊剂进行回收,通过焊剂对刚刚焊接的焊缝保温,并通过对焊剂回收,减少焊剂的浪费。
- 还没有人留言评论。精彩留言会获得点赞!