一种手机充电器智能多工位环形组装设备及方法与流程
本发明涉及充电器组装,尤其涉及一种手机充电器智能多工位环形组装设备及方法。
背景技术:
1、手机充电器又名:手机适配器,其实都是由一个稳定电源(主要是稳压电源、提供稳定工作电压和足够的电流)加上必要的恒流、限压、限时等控制电路构成。原装充电器(指线充)上所标注的输出参数:比如输出5.0v/1a、输出5.0v/1500ma-11200就是指内部稳压电源的相关参数;手机充电器大致可以分为旅行充电器、座式充电器和维护型充电器,一般用户接触的主要是前面两种,而市场上卖得最多的是旅行充电器;
2、现有技术中的充电器组装生产时,充电器外壳通过注塑成型后,充电器外壳上会存在部分毛边、毛刺,影响充电器外观,造成充电器内部pcb电路板和外部充电器盖组装错位,甚至使得pcb电路板插入安装时被划伤,产生不良品,影响充电器组装效率;充电器组装过程中容易受外部因素干扰,导致放置在组装工件上的充电器粗品错位、偏移,造成充电器组装不良品,组装零件和设备损伤;
3、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种手机充电器智能多工位环形组装设备及方法,去解决现有技术中的充电器组装生产时,充电器外壳通过注塑成型后,充电器外壳上会存在部分毛边、毛刺,影响充电器外观,造成充电器内部pcb电路板和外部充电器盖组装错位,甚至使得pcb电路板插入安装时被划伤,产生不良品,影响充电器组装效率;充电器组装过程中容易受外部因素干扰,导致放置在组装工件上的充电器粗品错位、偏移,造成充电器组装不良品,组装零件和设备损伤的问题。
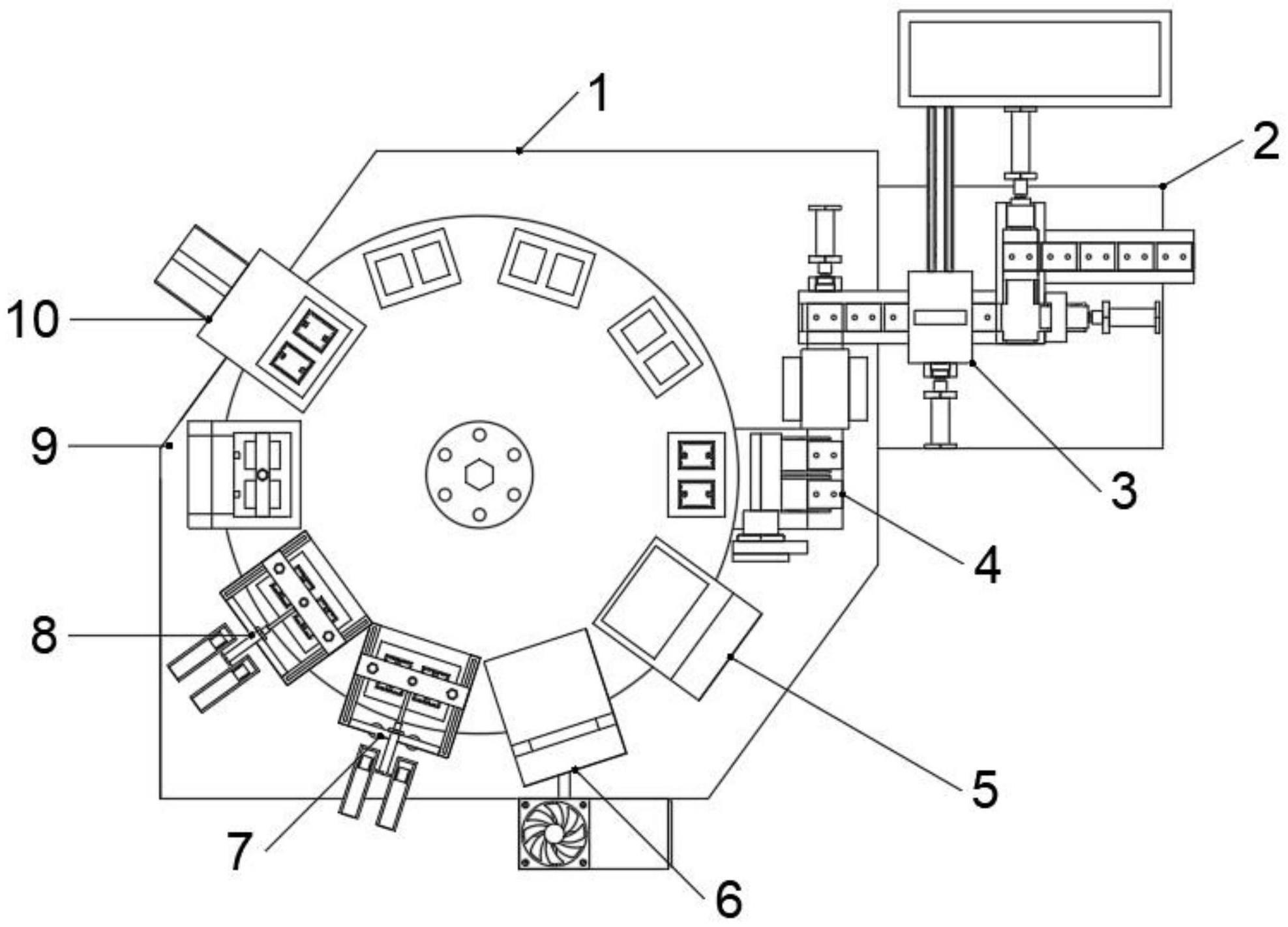
2、本发明的目的可以通过以下技术方案实现:一种手机充电器智能多工位环形组装设备及方法,包括加工台,所述加工台侧边并排固定安装有进料台,所述进料台顶部一侧架设安装有输送带一,所述进料台顶部中心设有与输送带一连接的滑座一,所述滑座一一端连接有滑座二,所述进料台顶部另一侧架设有与滑座二连接的压紧组件,所述压紧组件底部设有与加工台和滑座二连接的输送带二,所述加工台顶部侧边设有与输送带二连接的壳外清洁组件,所述壳外清洁组件侧边设有环形排布阵列在加工台顶部的壳内清洁组件和清灰组件;
3、所述加工台顶部中心转动架设有转盘三,所述加工台顶部侧边卡接有与转盘三底部滑动连接的滑轨,所述转盘三侧边设有靠近清灰组件的pcb板上料组件,所述转盘三侧边设有靠近pcb板上料组件的盖板上料组件,所述转盘三侧边设有靠近盖板上料组件的检测组件,所述转盘三侧边设有靠近检测组件的成品出料架。
4、优选的,所述滑座一内部滑动连接有限位滑块,所述滑座一另一端设有与限位滑块传动连接的推送气缸一,所述滑座二一侧内部滑接有推块,所述滑座二一侧外部设有与推块传动连接的推送气缸二。
5、优选的,所述输送带二靠近滑座二一侧顶部架设有支撑架,所述支撑架内部中心固定安装有固定套,所述支撑架顶部垂直安装有顶升气缸,所述顶升气缸底部设有与固定套滑动套接的滑杆,所述压紧组件一端底部设有与固定套卡接的挤压块,所述挤压块一端传动连接有推送气缸三,所述压紧组件另一端设有与固定套连接的输料架,所述输料架另一端设有与进料台固定连接的针料盘。
6、优选的,所述壳外清洁组件包括与输送带二连接的滑架,所述滑架内滑动连接有错位滑块,所述滑架靠近输送带二一端设有与错位滑块传动连接的推送气缸四,所述滑架中部两侧架设有吸气架,所述吸气架两侧内壁上转动连接有多组修边辊,所述滑架远离输送带二一端架设安装有电动推杆一,所述电动推杆一靠近吸气架一端滑接有转盘一,所述转盘一表面转动连接有朝向吸气架的气动夹爪一。
7、
8、优选的,所述壳外清洁组件侧边设有与加工台固定连接的电动推杆二,所述电动推杆二靠近转盘三一侧架设安装有转动电机,所述转动电机底部传动连接有细辊,所述清灰组件顶部侧边设有与加工台固定连接的电动推杆三,所述电动推杆三靠近转盘三一侧架设安装有喷气管,所述喷气管顶部套接有半球形吸气罩,所述清灰组件底部一侧设有与加工台固定连接的气泵,所述清灰组件底部另一侧设有与气泵连接的收集盒。
9、优选的,所述加工台顶部中心设有与转盘三转动连接的驱动电机,所述转盘三顶部边缘环形阵列排布有多组卡座,所述卡座内部滑动连接有多组夹块,所述转盘三底部设有与夹块连接的弹簧杆,所述弹簧杆中部套接有与滑轨滑接的导块,所述滑轨靠近输送带二和成品出料架区域呈弧形槽结构。
10、优选的,所述pcb板上料组件包括靠近转盘三的输送带三,所述pcb板上料组件靠近输送带三一侧底部架设安装有多组旋转座,所述旋转座顶部安装有气动夹爪二,所述气动夹爪二侧边设有与旋转座顶部转动连接的转盘二,所述pcb板上料组件顶部架设安装有延伸至转盘三上方的导架一,所述导架一顶部滑动连接有伸缩气缸一,所述伸缩气缸一底部设有靠近转盘三的气动夹爪三,所述导架一靠近旋转座一侧架设有与伸缩气缸一传动连接的伸缩气缸二。
11、优选的,所述盖板上料组件包括靠近转盘三的输送带四,所述盖板上料组件顶部架设有延伸至转盘三上方的导架二,所述导架二顶部滑动连接有伸缩气缸三,所述伸缩气缸三底部设有靠近转盘三的吸盘,所述导架二靠近输送带四一侧设有与伸缩气缸三传动连接的伸缩气缸四。
12、优选的,所述检测组件顶部固定安装有靠近转盘三的伸缩气缸五,所述伸缩气缸五底部套接安装有固定架,所述固定架底部两侧安装有垫块,所述垫块顶部设有与固定架连接的弹簧阻尼器,所述固定架内部中心卡接安装有检测插头。
13、一种手机充电器智能多工位环形组装设备的工作方法,包括以下步骤:
14、步骤一:使用时,充电器粗品沿输送带一有序输送至限位滑块上,限位滑块带动单组充电器粗品移送至滑座二,推送气缸二活动杆带动推块沿滑座二侧边推挤限位滑块上充电器粗品,直至充电器粗品沿滑座二侧边进入输送带二,输送带二带动充电器粗品移送至压架下方,输料架持续将针料盘内插针输送至固定套顶部凹口内,顶升气缸活动杆带动推杆轴向下滑行进,使得滑杆下压插针套接固定在充电器粗品针脚上,得充电器插针粗品;
15、步骤二:输送带二带动充电器插针粗品移送至错位滑块凹口内,当错位滑块行进经过吸气架时,吸气架内修边辊转动,并对错位滑块上充电器插针粗品进行表面处理,错位滑块沿滑架移送至电动推杆一区域,电动推杆一带动气动夹爪一靠近错位滑块上充电器插针粗品并将其夹持,转盘一带动气动夹爪一翻转,使得充电器插针粗品内腔朝上,将充电器插针粗品放置在卡座上,驱动电机带动转盘三沿加工台旋转,导块与滑轨接触,当遇到输送带二和成品出料架区域弧形槽时,导块带动弹簧杆轴向移动,使得夹块滑动收纳至卡座内壁中,在导块持续移动脱离导轨弧形槽区域时,导块带动夹块轴向滑动行进至卡座内腔,并使得充电器插针粗品固定在卡座内,卡座套夹固定充电器插针粗品移送至壳内清洁组件下方时,电动推杆二带动细辊延伸至充电器插针粗品内腔中,由转动电机带动细辊转动,为充电器插针粗品内腔进行毛边、毛刺清理,壳内清洁组件复位,高压气泵为吸气罩和喷气管提供进气流和出气流,吸气罩、喷气管通过电动推杆三下滑行进靠近充电器插针粗品内腔,喷气管对充电器插针粗品内腔进行吹气清理,吸气罩抽取充电器插针粗品内腔上方空气,得充电器半成品;
16、步骤三:转盘三带动套夹有充电器半成品的卡座移动至pcb板上料组件下方,输送带三将pcb电路板移动至旋转座侧边,旋转座带动气动夹爪二将pcb电路板夹取,伸缩气缸一带动气动夹爪三将pcb电路板夹持并移送至充电器半成品上方,伸缩气缸一活动杆带动气动夹爪二将pcb电路板套接至充电器半成品内腔,转盘三转动,套夹有充电器半成品的卡座移动至盖板上料组件下方,输送带四将充电器盖移送至盖板上料组件下方,伸缩气缸三活动杆带动吸盘将充电器盖吸取并卡合在充电器半成品上,转盘三转动,套夹有充电器半成品的卡座移动至检测组件下方,伸缩气缸五活动杆带动固定架下滑接触充电器半成品上方充电器盖,垫块受压推挤充电器盖与充电器半成品卡接,得充电器成品,检查插头与充电器成品套接,并通电检测充电器成品,伸缩气缸五复位,转盘三带动套夹有充电器成品的卡座移动至成品出料架,由成品出料架将充电器成品夹取转移。
17、本发明的有益效果:
18、(1)本发明通过修边辊和吸气架辅助壳外清洁组件使用,对充电器粗品外壳进行表面精修处理毛边、毛刺,同时除去充电器外壳表面附着物;通过细辊辅助壳内清洁组件使用,对充电器粗品内腔进行毛边、毛刺处理,避免影响后续pcb电路板插入安装,杜绝毛边、毛刺对pcb电路板插入安装时的划伤问题;通过高压气泵和收集盒辅助清灰组件使用,便于快速清理充电器粗品毛边、毛刺清理过程中产生的含粉空气;
19、(2)通过滑轨辅助转盘和卡座使用,利用导块和弹簧杆带动夹块根据滑轨轨迹在卡座内腔中伸展,便于将充电器粗品夹持固定在卡座内,避免外部因素干扰产生错位,有利于充电器粗品内腔定位清洁、pcb精准插入和充电器盖精准压合;通过检测组件便于对充电器盖进行压合扣紧的同时,完成对充电器成品的通电检测,进料台辅助加工台构成充电器多工位环形组装结构,实现高效自动化多工位同步加工,提高充电器加工组装效率,故而既能对组装前的充电器粗品进行全面清洁处理,提高充电器粗品外观品质,以及后续配件组装适配性,又能将充电器粗品稳固在卡座内,便于内部pcb电路板和外部充电器盖的高精度校准装配,以及对组装完成的充电器进行快速检测。
- 还没有人留言评论。精彩留言会获得点赞!