一种汽车座椅生产用焊接装置的制作方法
本发明属于汽车座椅生产,尤其涉及一种汽车座椅生产用焊接装置。
背景技术:
1、在汽车制造过程中,座椅无疑是其内部的重要装置之一,汽车座椅的核心组成部分就是座椅骨架总成。
2、座椅骨架为汽车座椅的核心部件之一,其基本结构主要为饭金结构或管框结构,饭金结构形式的座椅骨架总成主要由冲压工艺生产让后组装;管框结构形式的座椅骨架总成则多弯制、冲压(打扁)、钻孔后经机器人或手工焊接后组装。
3、现有技术中大多直接将靠背工件以及靠背外轮廓主管焊接在一起。然而,这样焊接至少存在以下缺陷:
4、首先,需要靠背工件以及靠背外轮廓主管的定位精准,这无疑提高了靠背夹持部和弯管夹持部的成本;其次,需要靠背工件以及靠背外轮廓主管焊接过程中保持稳定,这同样提高了靠背夹持部和弯管夹持部的成本;最后,需要靠背外轮廓主管与靠背工件的接触部位整圈焊接,这增加了焊接成本。
5、因此,如何提供一种能够提高座椅骨架焊接时的定位精准性以及焊接稳定性的汽车座椅生产用焊接装置,成为本领域亟需解决的技术问题。
技术实现思路
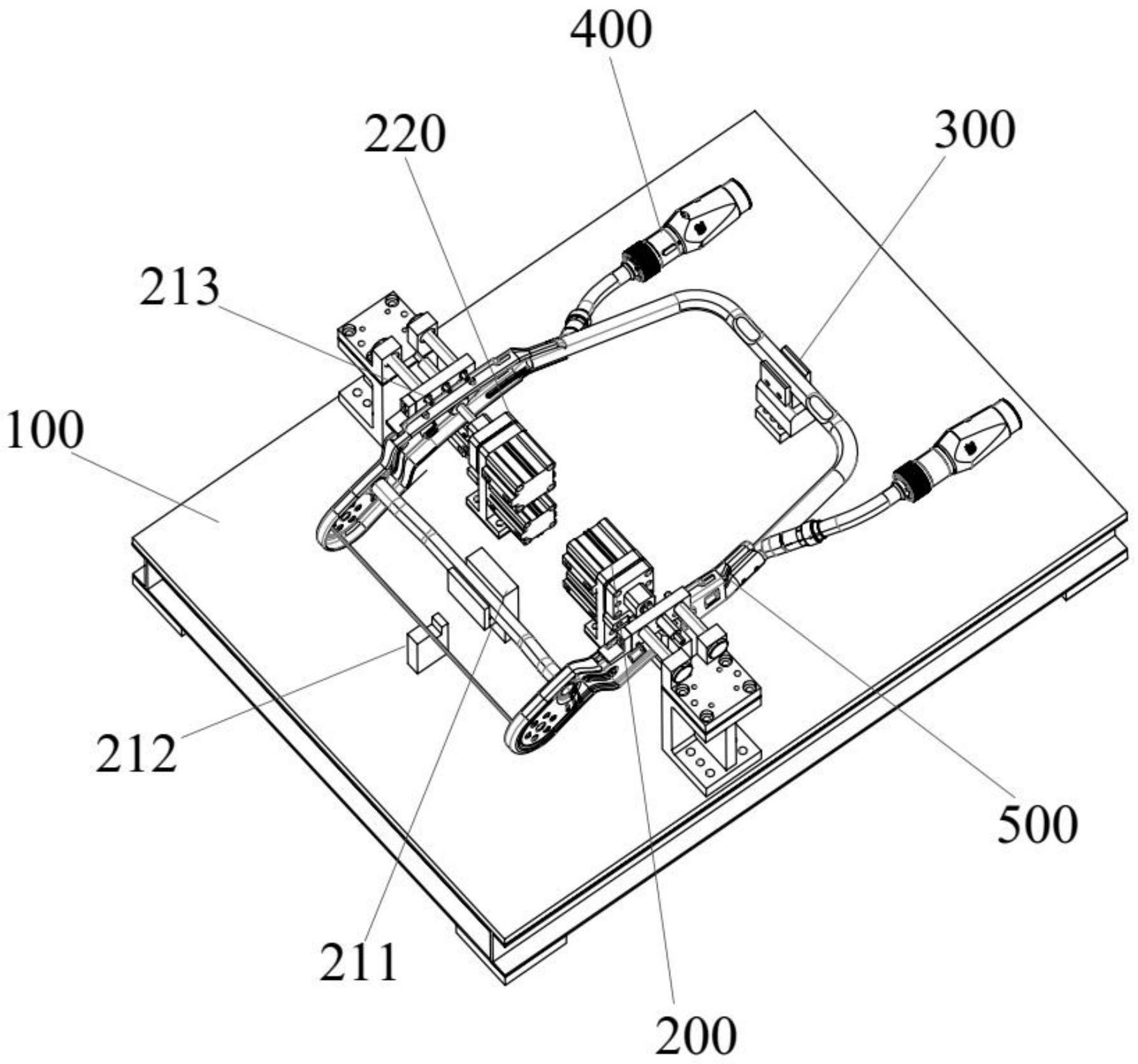
1、本发明提供一种汽车座椅生产用焊接装置,包括:
2、工作台;
3、靠背骨架,包括靠背工件以及靠背外轮廓主管;
4、靠背夹持部,安装于工作台上端面,用于夹持固定汽车座椅靠背骨架的靠背工件;
5、弯管夹持部,安装于工作台上端面,用于夹持固定汽车座椅靠背骨架的靠背外轮廓主管;
6、焊接器具,安装于工作台上端面,用于焊接靠背工件与靠背外轮廓主管之间的缝隙;
7、其中,靠背工件的上端设置有弧形接头,且弧形接头的径向尺寸于靠背外轮廓主管的直径相匹配。
8、进一步的,靠背夹持部包括定位件和夹持机构;
9、其中,定位件包括:
10、横管容置座,固定安装于工作台上,且设置有u形槽,工件横管搭接于u形槽内;
11、加强板容置座,固定安装于工作台上,且设置有u形槽,工件加强板搭接于u形槽内;
12、挂件定位部,固定安装于工作台上,且设置有挂柱,挂架件挂设于挂柱上;
13、夹持机构固定安装于工作台上,且配置为一对,分别夹持固定一对型材侧板。
14、进一步的,夹持机构包括固定安装于工作台上的支座,且支座位于靠背工件内侧;
15、支座的外侧壁上安装有上伸缩杆和下伸缩杆,上伸缩杆的动作端安装有内夹头,下伸缩杆的动作端安装有外夹头;
16、其中,内夹头位于靠背工件的内侧,外夹头位于靠背工件的外侧;
17、上伸缩杆与下伸缩杆共同伸长时,内夹头与外夹头相互靠近;上伸缩杆与下伸缩杆共同缩短时,内夹头与外夹头相互远离。
18、进一步的,内夹头固定安装于上伸缩杆动作端的端头;
19、外夹头呈l形,其竖直段的上端内侧壁形成有夹持部位,其水平段的端部与下伸缩杆动作端的端部铰接连接;
20、夹持机构还包括铰接座和连杆,铰接座固定安装于支座的外侧壁,连杆的一端与铰接座铰接,连杆的另一端与竖直段铰接。
21、进一步的,弯管夹持部包括:
22、升降座,固定安装于工作台上;
23、升降杆,可升降地安装于升降座内;
24、u形夹,固定安装于升降杆的上端;
25、其中,u形夹的开口朝上,开口尺寸与靠背外轮廓主管的外径匹配。
26、进一步的,升降杆的内侧设置有顶升杆,且顶升杆与升降杆接触;
27、其中,顶升杆的下端传动连接伸缩动力源;
28、而且,在第一状态下,顶升杆与升降杆相对固定;在第二状态下,顶升杆与升降杆相对滑动。
29、进一步的,其特征在于,升降座的内部开设有上下贯通的安装腔,升降杆为阶梯状矩形柱,且其下端为大端,上端为小端;
30、大端可滑动地安装在安装腔内,小端自安装腔的上口贯穿而出;
31、升降杆的中央开设有滑动孔,顶升杆可滑动地设置于滑动孔内,且顶升杆下端从滑动孔伸出并自安装腔的下口贯穿而出;
32、顶升杆的外侧壁开设有若干安装孔,且若干安装孔竖向阵列设置;
33、安装孔内设置有可相对安装孔滑动的滑动件,升降杆的内侧壁开设有若干球槽,且若干球槽竖向阵列设置,球槽的数量大于安装孔的数量;
34、其中,滑动件远离球槽的一端为柱状部,且柱状部的形状及尺寸与安装孔相匹配;
35、滑动件靠近球槽的一端为球状部,且球状部的形状及尺寸与球槽相匹配;
36、安装孔内还设置有弹性元件,弹性元件的一端固定连接安装孔,另一端固定连接滑动件。
37、进一步的,焊接器具包括第一焊具和第二焊具,第一焊具和第二焊具均安装于工作台,且分别位于靠背外轮廓主管的两侧。
38、进一步的,第一焊具的第一焊针与第二焊具的第二焊针在上下方向上交错布置;
39、焊接时,第一焊具对于靠背骨架施加的力的竖直分力,和第二焊具对于靠背骨架施加的力的竖直分力的值相等。
40、进一步的,初始状态时,第一焊具位于靠背外轮廓主管的斜上侧,第二焊具位于靠背外轮廓主管的斜下侧;
41、其中,第一焊具还包括第一转盘,第一焊具的主体固定安装于第一转盘上;
42、第二焊具还包括第二转盘,第二焊具的主体固定安装于第二转盘上;
43、第一焊具在第一转盘上的安装位置与第二焊具在第二转盘上的安装位置上下交错。
44、本发明的有益效果:
45、(1)通过靠背工件的弧形接头与靠背外轮廓主管的定位与固定,提高了二者的定位精准性以及焊接稳定性,进而可降低靠背夹持部和弯管夹持部的成本。同时,由于靠背工件与靠背外轮廓主管过盈配合固定,只需焊接弧形接头与靠背外轮廓主管之间的缝隙即可保证二者连接的牢固性,降低了焊接成本。
46、(2)对于型材侧板两侧形状不规则的靠背骨架,本发明的夹持机构,内夹头和外夹头均能移动,使二者相互远离和靠近,方便型材侧板的放置以及夹紧。并且,结构简单、操作方便。
47、(3)本发明仅通过弯管夹持部在靠背外轮廓主管的下方抵接,即可配合弧形接头完成靠背外轮廓主管的固定。弯管夹持部的结构简单,且夹持固定过程方便、省时。
48、(4)当u形夹向上顶靠背外轮廓主管的力超过阈值时,u形夹自动停止向上顶靠背外轮廓主管,避免u形夹向上顶靠背外轮廓主管的力过大,造成靠背工件和靠背外轮廓主管的位置的精准性受到影响。并且,不依赖于传感器及控制系统,排除了由于信号传输的滞后性,导致的u形夹向上顶靠背外轮廓主管的力超过阈值。
49、(5)第一焊具对于靠背骨架施加的力与第二焊具对于靠背骨架施加的力,二者在上下方向上抵消,使得靠背外轮廓主管在整体上没有受到在上下方向上的力,从而靠背外轮廓主管不容易移位,避免靠背工件和靠背外轮廓主管的位置的精准性受到影响。同时,本发明的焊接装置,能够实现靠背外轮廓主管的双侧焊接,提高了焊接效率。
- 还没有人留言评论。精彩留言会获得点赞!