钛铝铌合金与不锈钢异质接头连接方法
本发明属于金属焊接,特别是一种钛铝铌合金与不锈钢异质接头连接方法。
背景技术:
1、ti2alnb合金具有较高的比强度和抗氧化性,以及优异的抗蠕变性能。在汽车和航空航天领域,它是一种很有前途的结构材料。ti2alnb合金是banerjee于1988年在ti3al基合金增韧实验中首次发现的。ti2alnb合金具有ti3al基合金更好的室温延展性和断裂韧性,以及比ti3al基合金更好的抗裂纹扩展能力,比ti3al基合金更好的高温强度和抗氧化能力。ti2alnb与不锈钢的连接具有一定的实际意义,但是存在着以下难点:1、钛的熔点为1668度、铝的熔点为660度、铌的熔点为2468、铁的熔点为1538度,这种热熔温度差别表现在当两者进行焊接时,由于熔点不同,热熔及热固化的温度差导致互熔困难;2、焊接时焊接界面容易形成脆性的ti-fe金属间化合物及裂纹;上述问题已成为制约钛铝铌合金和不锈钢异种金属结构在航空航天等领域广泛使用的主要技术瓶颈,因此,研发钛铝铌合金和不锈钢异种金属高质量连接技术具有重要的实际工程应用价值和广阔的应用前景。
2、在背景技术部分中公开的上述信息仅仅用于增强对本发明背景的理解,因此可能包含不构成本领域普通技术人员公知的现有技术的信息。
技术实现思路
1、针对现有技术中存在的问题,本发明提出一种钛铝铌合金与不锈钢异质接头连接方法,实现了钛铝铌合金与不锈钢的有效焊接,避免了钛铝铌合金与不锈焊接时出现的问题,焊接得到的异质接头兼具有良好的抗拉强度和良好的延伸率。
2、本发明的目的是通过以下技术方案予以实现,一种钛铝铌合金与不锈钢异质接头连接方法包括:
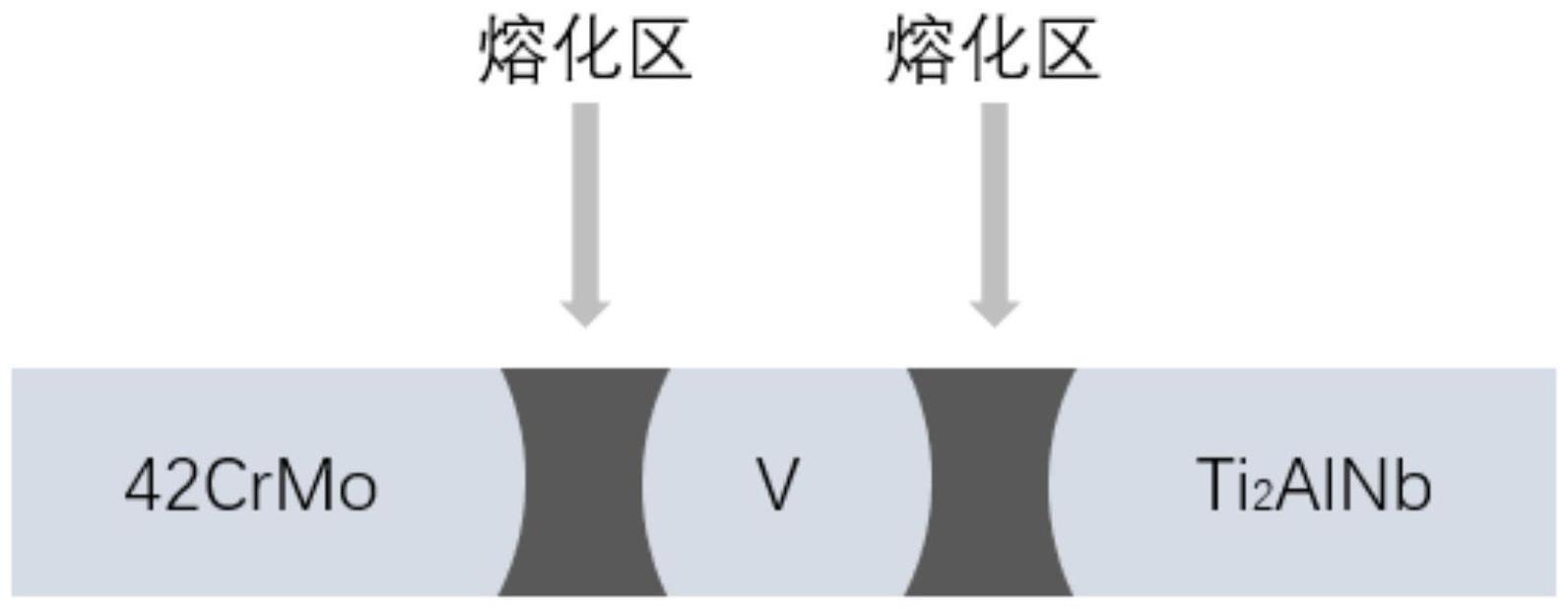
3、在不锈钢与钛铝铌合金接触界面问加入钒金属层,其中,不锈钢与钒金属层之间的结合界面为第一界面,钒金属层与钛铝铌合金结合界面为第二界面;
4、第一次焊接,将激光光斑置于第一界面处,第一次焊接时控制激光热源输出的热量使第一界面熔化而第二界面不发生熔化,且在第二界面处存在未熔化的钒金属层;
5、第二次焊接,将激光光斑置于第二界面处,第二次焊接时控制激光热源输出的热量使第一界面不熔化而第二界面发生熔化,最后在第一界面和第二界面处形成熔化焊焊缝且仍有未熔化的钒金属层。
6、所述的钛铝铌合金与不锈钢异质接头连接方法中,未熔化的钒金属层在不锈钢、钒金属层、钛铝铌合金的依次排列方向上的尺寸不超过不锈钢、钒金属层、钛铝铌合金构成的接头的厚度的60%。
7、所述的钛铝铌合金与不锈钢异质接头连接方法中,所述接头是对接接头或套接接头。
8、所述的钛铝铌合金与不锈钢异质接头连接方法中,所述钛铝铌合金为钛铝铌原子百分比为59∶21∶20的合金。
9、所述的钛铝铌合金与不锈钢异质接头连接方法中,所述不锈钢为42crmo不锈钢。
10、所述的钛铝铌合金与不锈钢异质接头连接方法中,所述钒金属层为纯钒。
11、所述的钛铝铌合金与不锈钢异质接头连接方法中,在不锈钢与钛铝铌合金接触界面间加入的钒金属层在不锈钢、钒金属层、钛铝铌合金的依次排列方向上的尺寸为1mm。
12、所述的钛铝铌合金与不锈钢异质接头连接方法中,第一次焊接中激光功率为3200w-3600w,离焦量为+2mm,焊接速度为3m/min-3.6m/min;第二次焊接中激光功率为3200w-3600w,离焦量为+2mm,焊接速度为3m/min-3.6m/min。
13、所述的钛铝铌合金与不锈钢异质接头连接方法中,第一次焊接和第二次焊接的保护气体流量均为20l/min。
14、所述的钛铝铌合金与不锈钢异质接头连接方法中,保护气体为惰性气体。
15、和现有技术相比,本发明具有以下优点:本发明所述的钛铝铌合金与不锈钢异质接头连接方法基于铁与钒有一定的互溶区间,铌与钒无限互溶,钛和钒无限互溶,通过精确控制光束位置和焊接热输入,使得钒(v)/不锈钢和v/钛铝铌界面形成熔化焊连接缝,避免了fe-ti和fe-al金属间化合物形成;本方法得到的钛铝铌合金/不锈钢异种金属接头兼具有较高强度和良好的塑性,其抗拉强度达到530-570mpa。对得到的钛铝铌合金/不锈钢异种金属接头进行拉伸试验,其拉伸断裂位置位于未熔化的v中间层,呈延性断裂模式。本方法避免焊缝中形成脆性金属间化合物,得到的接头具有良好的力学性能。
技术特征:
1.一种钛铝铌合金与不锈钢异质接头连接方法,其特征在于,其包括以下步骤,
2.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,优选的,未熔化的钒金属层在不锈钢、钒金属层、钛铝铌合金的依次排列方向上的尺寸不超过不锈钢、钒金属层、钛铝铌合金构成的接头的厚度的60%。
3.根据权利要求2所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,所述接头是对接接头或套接接头。
4.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,所述钛铝铌合金为钛铝铌原子百分比为59:21:20的合金。
5.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,所述不锈钢为42crmo不锈钢。
6.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,所述钒金属层为纯钒。
7.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,在不锈钢与钛铝铌合金接触界面间加入的钒金属层在不锈钢、钒金属层、钛铝铌合金的依次排列方向上的尺寸为1mm。
8.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,第一次焊接中激光功率为3200w-3600w,离焦量为+2mm,焊接速度为3m/min-3.6m/min;第二次焊接中激光功率为3200w-3600w,离焦量为+2mm,焊接速度为3m/min-3.6m/min。
9.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,第一次焊接和第二次焊接的保护气体流量均为20l/min。
10.根据权利要求1所述的钛铝铌合金与不锈钢异质接头连接方法,其特征在于,保护气体为惰性气体。
技术总结
公开了一种钛铝铌合金与不锈钢异质接头连接方法,方法中,在不锈钢与钛铝铌合金接触界面间加入钒金属层,其中,不锈钢与钒金属层之间的结合界面为第一界面,钒金属层与钛铝铌合金结合界面为第二界面;第一次焊接,将激光光斑置于第一界面处,第一次焊接时控制激光热源输出的热量使第一界面熔化而第二界面不发生熔化,且在第二界面处存在未熔化的钒金属层;第二次焊接,将激光光斑置于第二界面处,第二次焊接时控制激光热源输出的热量使第一界面不熔化而第二界面发生熔化,最后在第一界面和第二界面处形成熔化焊焊缝且仍有未熔化的钒金属层。本方法避免焊缝中形成脆性金属间化合物,得到的接头具有良好的力学性能。
技术研发人员:宁杰,潘隆政,张林杰,于涵,龙健
受保护的技术使用者:西安交通大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!