一种汽车空调冷凝器部品铆接线的制作方法
本发明涉及冷凝器生产设备领域,尤其涉及一种汽车空调冷凝器部品铆接线。
背景技术:
1、冷凝器芯子的两侧分别设有接头侧管总成和罐侧管总成,其中,接头侧管总成由侧管、隔板和接头件组成,而罐侧管总成由外侧管、隔板与罐总成组成,而罐总成又由底盖和内螺纹接头与壳体组成,目前对于该冷凝器芯子的生产中,接头侧管总成和罐侧管总成的组装过程均通过生产人员手工进行铆接或焊接形成,劳动强度较大,且难以保证装配过程中定位的精度,进而导致对成品后的冷凝器芯子产品质量造成影响。
技术实现思路
1、本发明的目的在于提出一种汽车空调冷凝器部品铆接线,以解决上述背景技术中存在的一个或多个技术问题。
2、为达此目的,本发明采用以下技术方案:
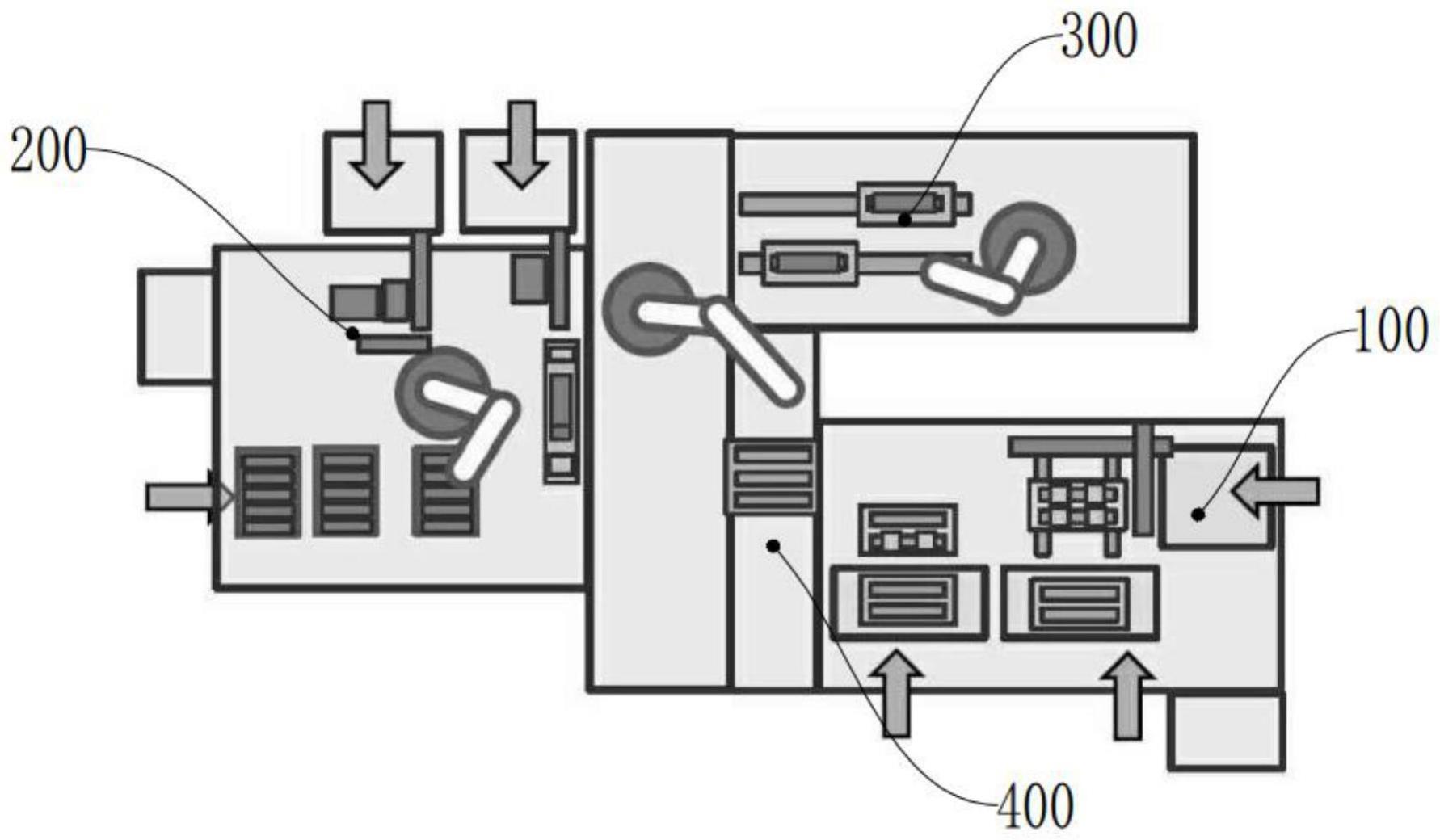
3、一种汽车空调冷凝器部品铆接线,包括隔板铆接装置、壳体铆接装置、壳体熔接装置和侧管输送带;
4、所述隔板铆接装置包括隔板铆接单元和接头铆接单元,所述隔板铆接单元包括隔板上料机构、侧管搬送机构和隔板铆接机构,所述隔板上料机构用于将待组装的隔板放置于所述隔板铆接机构上,所述侧管搬送机构用于夹持待组装的侧管并移动至所述隔板铆接机构处,所述隔板铆接机构使待组装的隔板与待组装的侧管铆接形成第一侧管半成品和第二侧管半成品;
5、接头铆接单元包括接头上料机构和接头铆接机构,所述接头上料机构用于夹持待组装的接头件并移动至所述接头铆接机构上,所述接头铆接机构用于使待组装的接头件与第一侧管半成品铆接形成接头侧管总成;
6、所述壳体铆接装置包括底盖铆接单元和内螺纹接头铆接单元,所述底盖铆接单元用于使待组装底盖与待组装壳体铆接形成壳体半成品;所述内螺纹接头铆接单元用于使壳体半成品与待组装内螺纹接头铆接形成罐总成;
7、所述隔板铆接装置和所述壳体熔接装置分别设在所述侧管输送带的始端和末端,所述侧管输送带用于将接头侧管总成传送至壳体熔接装置中;
8、所述壳体熔接装置用于将罐总成与第二侧管半成品焊接形成罐侧管总成。
9、优选的,所述隔板上料机构包括隔板振盘、上料台和隔板取出组件,所述上料台设在所述隔板振盘的出料端,所述隔板取出组件包括隔板上料模组和多个隔板夹具,多个所述隔板夹具前后设置在所述隔板上料模组的活动端,所述隔板上料模组的移动方向垂直于所述上料台的出料方向;
10、所述侧管搬送机构包括第一侧管前后搬送模组、第一侧管端部夹紧模组、第一侧管压紧气缸、第一扭矩感应器和上料感应器,所述侧管搬送机构的前侧设有侧管上料工位,所述第一侧管前后搬送模组用于带动所述第一侧管端部夹紧模组在所述侧管上料工位与所述隔板铆接定位组件之间移动,所述第一侧管端部夹紧模组的固定端和活动端均设有第一侧管治具,所述第一侧管治具的一侧设有所述第一侧管压紧气缸,所述第一侧管压紧气缸的伸缩端设有第一压紧块,当所述第一侧管压紧气缸伸出时,所述第一压紧块伸出至所述第一侧管冶具的上方;所述第一扭矩感应器用于检测所述第一侧管端部夹紧模组的输出扭矩;所述上料传感器设在第一侧管上料工位的上下两侧;
11、所述隔板铆接定位组件包括第一铆接定位模组、第一顶升气缸、第一铆接气缸、第一铆接治具和第二铆接治具,所述第一铆接定位模组的移动方向垂直于所述侧管搬送机构的移动方向,所述第一顶升气缸设在所述第一铆接定位模组的活动端,所述第一铆接治具设在所述第一顶升气缸的伸缩端,所述第一铆接治具上设有第一铆接气缸,所述第一铆接气缸的伸缩端设有所述第二铆接治具;
12、所述铆接下压组件包括第二铆接定位模组、第二铆接气缸和铆接爪,所述第二铆接定位模组平行设置于所述第一铆接定位模组的上方,所述第二铆接气缸竖直设在所述第二铆接定位模组的活动端,所述铆接爪设在所述第二铆接气缸的伸缩端。
13、优选的,所述接头上料机构包括接头搬送模组、接头定位治具和接头投入治具,所述接头上料机构的前侧设有接头上料工位,所述接头投入治具设在所述接头上料工位上,所述接头定位治具设在所述接头搬送模组的活动端;
14、所述接头铆接机构包括第二铆接定位模组、第二顶升气缸、第三铆接治具和第四铆接治具,所述第二顶升气缸设在所述第二铆接定位模组的活动端,所述第三铆接治具设在所述第二顶升气缸的伸缩端,所述第三铆接治具上设有第二铆接气缸,所述第二铆接气缸的伸缩端设有第四铆接治具。
15、优选的,所述隔板铆接装置还包括侧管中转单元,所述侧管中转单元包括第一半成品搬送机构和第二半成品搬送机构,所述第二半成品搬送机构的一端设在所述侧管搬送机构和所述第一半成品搬送机构的上方;所述第一半成品搬送机构包括第二侧管前后搬送模组、第二侧管端部夹紧模组、第二侧管压紧气缸和第二扭矩感应器,所述第二侧管前后搬送模组用于带动所述第二侧管端部夹紧模组在所述第二半成品搬送机构与所述接头铆接机构之间移动,所述第二侧管端部夹紧模组的固定端和活动端均设有第二侧管治具,所述第二侧管治具的一侧设有所述第二侧管压紧气缸,所述第二侧管压紧气缸的伸缩端设有第二压紧块,当所述第二侧管压紧气缸伸出时,所述第二压紧块伸出至所述第二侧管冶具的上方;所述第二扭矩感应器用于检测所述第二侧管端部夹紧模组的输出扭矩;
16、所述第二半成品搬送机构包括半成品搬送模组、半成品升降气缸、第二旋转气缸和气动夹爪,所述半成品搬送模组的一端设在所述侧管搬送机构的上方,所述半成品搬送模组的另一端经过所述第一半成品搬送机构的上方延伸至所述所述第一半成品搬送机构外,所述半成品升降气缸设在所述半成品搬送模组的升降端,所述第二旋转气缸设在所述半成品升降气缸的伸缩端,所述气动夹爪设在所述第二旋转气缸的转动端。
17、优选的,所述底盖铆接单元包括底盖上料机构、底盖搬送机构、角度校正机构和第一壳体端部铆接机构,所述第一壳体端部铆接机构包括上下设置的第一壳体固定组件和底盖铆接组件,所述底盖搬送机构用于将所述底盖上料机构出料端中的待组装底盖抓取至所述角度校正机构中,所述角度校正机构用于调整待组装底盖的角度,所述底盖搬送机构还用于将所述角度校正机构中调整角度后的待组装底盖抓取至所述底盖铆接组件处,第一壳体固定组件用于在铆接时对待组装壳体的定位,所述底盖铆接组件用于向内铆压使待组装底盖与待组装壳体铆接形成壳体半成品。
18、优选的,所述角度校正机构包括校正电机、带轮传动组件、旋转座和校正气缸,所述旋转座设在所述底盖搬送机构的下方,所述校正电机的转轴与所述带轮传动组件的输入端连接,所述带轮传动组件的输出端与所述旋转座的底部相连,所述旋转座上设有气动吸盘,所述校正气缸设在所述旋转座的一侧,所述校正气缸的伸缩端朝所述旋转座设置;
19、所述底盖上料机构包括底盖振盘、底盖输送通道、底盖上料台和挡料气缸,所述底盖输送通道的一端与所述底盖振盘的出料端对应,所述底盖输送通道的另一端与所述底盖上料台对应,所述挡料气缸设在所述底盖输送通道末端的下方,所述挡料气缸的伸缩端朝向所述底盖输送通道设置,所述底盖上料台设在所述底盖搬送机构的下方;
20、所述底盖搬送机构包括第一底盖搬送组件和第二底盖搬送组件,所述第一底盖搬送组件包括底盖搬送气缸、第一底盖升降气缸和第一底盖吸盘,所述第一底盖搬送气缸设在所述底盖上料台与所述角度校正机构之间,所述第一底盖升降气缸设在所述底盖搬送气缸的活动端,所述第一底盖升降气缸的升降端设有所述第一底盖吸盘;所述第二底盖搬送组件包括底盖搬送模组、第二底盖升降气缸和第二底盖吸盘,所述底盖搬送模组设在所述角度校正机构与所述底盖铆接组件之间,所述第二底盖升降气缸设在所述底盖搬送模组的活动端,所述第二底盖升降气缸的升降端设有所述第二底盖吸盘;
21、所述第一壳体端部铆接机构还包括铆接台,所述第一壳体固定组件包括压紧模组、缓冲结构和限位圆台,所述压紧模组竖直设置在所述铆接台的顶部,所述缓冲结构的一端连接于所述压紧模组的活动端,所述限位圆台设在所述缓冲结构的另一端;所述底盖铆接组件包括固定台、升降台、底盖治具、底盖铆接气缸和铆接爪,所述固定台设在所述铆接台的底部,所述底盖铆接气缸设在所述固定台的底部,所述底盖治具设在所述固定台上,所述铆接爪设在所述底盖治具的外侧,所述铆接爪铰接于所述升降台的顶部,所述底盖铆接气缸的伸缩端穿过所述固定台与所述升降台连接,当所述底盖铆接气缸伸出时,所述铆接爪向内合拢。
22、优选的,所述内螺纹接头铆接单元包括内螺纹接头上料机构、内螺纹接头搬送机构和第二壳体端部铆接机构,所述第二壳体端部铆接机构包括第二壳体固定组件和内螺纹接头铆接组件,所述内螺纹接头铆接组件设在所述第二壳体固定组件的外侧,所述内螺纹接头搬送机构用于将所述内螺纹接头上料机构出料端中的待组装内螺纹接头抓取至所述内螺纹接头铆接组件处,所述第二壳体固定组件用于夹持壳体半成品并使壳体半成品的一端部套在待组装内螺纹接头的外侧,所述内螺纹接头铆接组件用于向内铆压使壳体半成品与待组装内螺纹接头铆接形成罐总成。
23、优选的,所述内螺纹接头上料机构包括内螺纹接头振盘、内螺纹接头上料台、内螺纹接头输送通道和内螺纹接头上料夹紧气缸,所述内螺纹接头输送通道的一端与所述内螺纹接头振盘的出料端对应,所述内螺纹接头输送通道的另一端与所述内螺纹接头上料台对应,所述所述内螺纹接头上料夹紧气缸设在所述内螺纹接头上料台上,所述上料夹紧气缸垂直于所述内螺纹接头输送通道的出料方向设置;
24、所述内螺纹接头搬送机构包括内螺纹接头搬送模组、内螺纹接头搬送旋转气缸、内螺纹接头搬送夹爪和内螺纹接头搬送回转组件,所述内螺纹接头搬送模组设在所述内螺纹接头上料机构与所述内螺纹接头铆接组件之间,所述内螺纹接头搬送旋转气缸设在所述内螺纹接头搬送模组的活动端,所述内螺纹接头搬送回转组件设在所述内螺纹接头搬送旋转气缸的转动端,所述内螺纹接头搬送夹爪设在所述内螺纹接头搬送回转组件的转动端;
25、所述内螺纹接头铆接组件包括铆接固定爪、两个铆接压头、内螺纹接头铆接气缸和连杆结构,两个所述铆接压头分别设在所述铆接固定爪的两侧,两个所述铆接压头设在所述连杆结构的输出端,所述连杆结构的输入端与所述内螺纹接头铆接气缸的伸缩端相连,当所述内螺纹接头铆接气缸伸出时,两个所述铆接压头相向移动;
26、第二壳体固定组件包括壳体固定气缸和直线移动部件,所述壳体固定气缸设在所述直线移动部件的活动端,所述壳体固定气缸的伸缩端设有壳体夹持挡板,所述直线移动部件的活动端朝所述铆接固定爪的方向设置。
27、优选的,所述壳体熔接装置包括焊接单元、装夹单元和送料单元,所述送料单元包括直线驱动机构和至少一个熔接集成夹取机构,所述熔接集成夹取机构设在所述直线驱动机构的活动端,所述直线驱动机构用于带动所述熔接集成夹取机构在所述焊接单元和所述装夹单元之间移动;所述焊接单元包括焊接机器人和mig焊接头,所述mig焊接头设在所述焊接机器人的手部,所述装夹单元包括装夹机器人和装夹夹具,所述装夹夹具设在所述装夹机器人的手部,所述焊接机器人和所述装夹机器人分别设在所述直线驱动机构的两端。
28、优选的,所述熔接集成夹取机构包括送料底座、摆动组件、横向夹紧组件、竖向夹紧组件和侧管定位治具,所述侧管定位治具设在所述摆动组件上,所述摆动组件用于驱动所述侧管定位治具相对所述送料底座摆动,所述横向夹紧组件设在所述侧管定位治具的两侧并可沿所述侧管定位治具的轴向移动,所述竖向夹紧组件设在所述侧管定位治具的上方。
29、本发明的有益效果为:本发明通过设置隔板铆接装置、壳体铆接装置、壳体熔接装置,实现了对接头侧管总成和罐侧管总成的自动组装,组装过程中实现对各待组装零件自动定位及铆接,节省了人力,提高了生产效率,且保证了冷凝器芯子产品质量。
- 还没有人留言评论。精彩留言会获得点赞!