一种优化剪切的坯料头尾跟踪系统及方法与流程
本发明属于冶金自动化控制,特别涉及一种优化剪切的坯料头尾跟踪系统及方法。
背景技术:
1、热连轧生产中,粗轧机轧出的中间坯需要经飞剪切掉不规则的头部和尾部后再进入精轧机轧制,如果切掉的头部和尾部长度太长会影响成材率,如果切掉的部分太短,会影响精轧机轧制的稳定性。
2、目前市面上的优化剪切系统一般为进口设备,需要在粗轧机出口安装测宽仪和激光测速仪以及在飞剪入口安装扫描式热检和激光测速仪,这种优化剪切系统由多台设备单独工作,集成化低,一旦前面的设备出现执行滞后问题,严重影响到后面设备的工作进程和测量数据准确性,进而降低了跟踪精度,此外,如果一个工作人员同时监护几台设备的话,工作效率很低。
3、针对上述问题,急需一种高集成化、高跟踪精度的优化剪切的坯料头尾跟踪系统。
技术实现思路
1、为了解决上述的现有技术中的坯料优化剪切系统集成化低和跟踪精度低的问题,本发明提供如下技术方案:
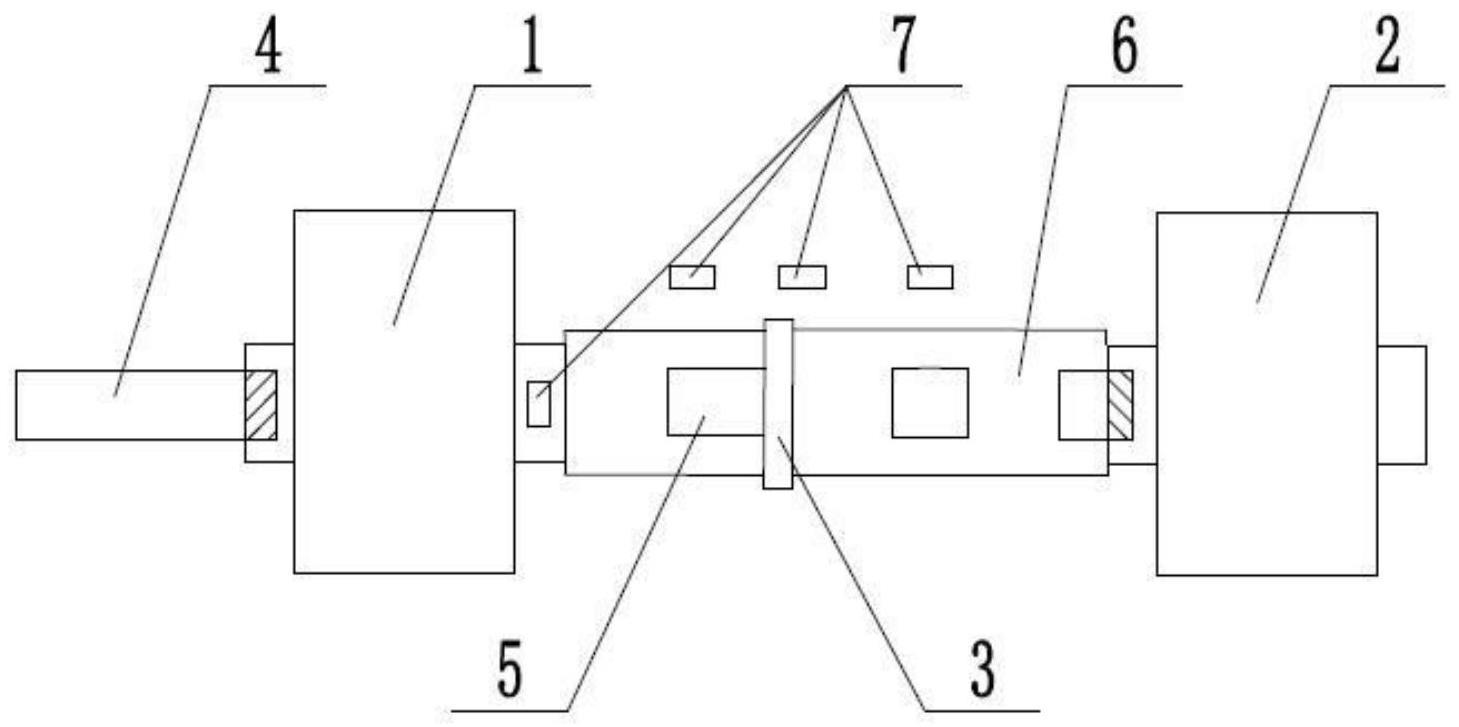
2、一种优化剪切的坯料头尾跟踪系统,包括粗轧机、精轧机和飞剪,粗轧机用于将钢板轧成若干个中间坯;飞剪安装在粗轧机和精轧机之间,用于切掉中间坯不规则的头部和尾部;精轧机用于对切去头尾的中间坯进行精加工,粗轧机和飞剪之间设置有机器视觉定位系统;机器视觉定位系统通过机器视觉识别中间坯头、尾的最优剪切线位置以及识别中间坯通过飞剪时的头、尾实时位置,根据判别结果来控制飞剪动作。
3、可选地,粗轧机和精轧机之间设置有传送装置;粗轧机轧出的中间坯能够在传送装置上运行,传送装置用于将飞剪裁剪后的中间坯运送到精轧机的入口。
4、可选地,机器视觉定位系统包括若干套机器视觉设备;机器视觉设备安装在粗轧机的出口以及飞剪的入口、出口处;粗轧机出口处的机器视觉设备用于识别中间坯头、尾的最优剪切线距离中间坯头、尾端部的距离;飞剪入口、出口处的机器视觉设备用于识别中间坯头部和尾部在飞剪区域的实时位置。
5、可选地,机器视觉设备包括图像摄取装置、图像处理系统和控制系统;图像摄取装置用于识别摄取目标,将被摄取目标转换成图像信号,传送给图像处理系统;图像处理系统用于将图像信号转变成数字化信号,对数字化信号进行运算来抽取目标的特征;控制系统用于根据判别结果控制飞剪动作。
6、可选地,飞剪包括上下两个滚筒;滚筒内安装有剪刃,滚筒做圆周运动,剪刃随滚筒旋转做剪切运动,飞剪可通过调整装置进行剪刃侧间隙的自动或人工调节。
7、可选地,飞剪横向剪切运动中的中间坯;飞剪的剪刃与中间坯接触时的速度与中间坯运动速度一致。
8、可选地,飞剪的剪刃作平面平移运动;飞剪的剪刃垂直于中间坯的表面。
9、本发明还提供了一种优化剪切的坯料头尾跟踪方法,包括如下步骤:
10、(1)在粗轧机出口安装一套机器视觉设备,识别中间坯头部和尾部的最优剪切线位置分别距离中间坯头、尾端部的距离为d1和d2;
11、(2)在飞剪的入口和出口间隔5米处安装三套机器视觉设备,识别中间坯头部和尾部在飞剪区域的实时位置;
12、(3)计算飞剪切头剪刃运动到与中间坯垂直的位置时需要走过的距离s1和切尾剪刃运动到与中间坯垂直时需要走过的距离s2;
13、(4)当机器视觉设备识别到中间坯头部端部与飞剪中心线的距离达到2s1-d1或中间坯尾部端部与飞剪中心线的距离达到2s2+d2时,飞剪启动并根据中间坯的实时速度修正剪刃的加速度,使得剪刃与中间坯接触时速度与中间坯一致。
14、可选地,步骤(3)中切尾剪刃运动到与中间坯垂直时需要走过的距离s2为切尾剪刃从飞剪切头后停下来的位置开始运动到与中间坯垂直时需要走过的距离。
15、本发明实施例提供的技术方案带来的有益效果是:
16、通过在粗轧机和飞剪之间设置机器视觉定位系统,多套机器视觉设备中的图像摄取装置将被摄取目标转换成图像信号,传送给专用的图像处理系统,图像处理系统将图像信号转变成数字化信号,图像系统对这些信号进行各种运算来抽取目标的特征,控制系统根据判别的结果来控制飞剪动作,飞剪将中间坯不规则的头部和尾部减掉,避免了通过速度积分来计算中间坯头、尾位置时由于加减速产生的跟踪误差,增强了剪切系统的集成化,提高了跟踪精度和工作效率。
技术特征:
1.一种优化剪切的坯料头尾跟踪系统,包括粗轧机、精轧机和飞剪,其特征在于:
2.根据权利要求1所述的优化剪切的坯料头尾跟踪系统,其特征在于,所述粗轧机和精轧机之间还设置有传送装置;
3.根据权利要求1所述的优化剪切的坯料头尾跟踪系统,其特征在于,所述机器视觉定位系统包括若干套机器视觉设备;
4.根据权利要求3所述的优化剪切的坯料头尾跟踪系统,其特征在于,所述机器视觉设备包括图像摄取装置、图像处理系统和控制系统;
5.根据权利要求1所述的优化剪切的坯料头尾跟踪系统,其特征在于,所述飞剪包括上下两个滚筒;
6.根据权利要求5所述的优化剪切的坯料头尾跟踪系统,其特征在于,所述飞剪横向剪切运动中的中间坯;
7.根据权利要求6所述的优化剪切的坯料头尾跟踪系统,其特征在于,所述飞剪的剪刃作平面平移运动;
8.一种优化剪切的坯料头尾跟踪方法,适用于如权利要求1-7任一项所述的跟踪系统,其特征在于:包括如下步骤:
9.根据权利要求8所述的优化剪切坯料头尾跟踪方法,其特征在于:
技术总结
本发明公开了一种优化剪切的坯料头尾跟踪系统及方法,涉及冶金自动化控制领域,包括粗轧机、精轧机和飞剪,粗轧机用于将钢板轧成若干个中间坯,飞剪安装在粗轧机和精轧机之间,用于切掉中间坯不规则的头部和尾部,精轧机对切去头尾的中间坯进行精加工,粗轧机和飞剪之间设置有机器视觉定位系统,机器视觉定位系统通过机器视觉识别中间坯头、尾的最优剪切线位置以及识别中间坯通过飞剪时的头、尾实时位置,根据判别结果来控制飞剪动作;按照本发明的操作方法,可以使飞剪剪刃与中间坯接触时的速度与中间坯运动速度一致,提高了跟踪精度、集成化和工作效率,解决了现有剪切系统执行滞后问题。
技术研发人员:梁伟森,裴红平,张飞,肖雄,黄日清,黄学忠,欧小秋,王攀,韦代超,黄荣
受保护的技术使用者:广西北港新材料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!