一种模冶具生产铣加工用钻孔攻丝设备及方法与流程
本发明钻孔攻丝,具体的说是一种模冶具生产铣加工用钻孔攻丝设备及方法。
背景技术:
1、模具工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具;简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成;它主要通过所成型材料物理状态的改变来实现物品外形的加工;素有“工业之母”的称号;治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作的一种工具;治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。
2、在生产模治具时,会根据实际需要,在模治具上钻孔攻丝,在钻孔攻丝时,会将模治具固定定位,再对其进行钻孔,钻孔后再进行攻丝;在固定以及定位的过程中,现有技术中操作繁琐,不够方便,在对模治具夹持的过程中需要大量步骤,且需要精准的定位过程,影响生产效率,尤其需要钻孔攻丝的数量较多时,频繁的固定以及解除固定,操作更为繁琐,且这一缺点在流水线作业中更为明显;且模治具形状不同时,需要更换不同类型的夹具,适用性不高。
3、鉴于此,本发明通过提出一种模冶具生产铣加工用钻孔攻丝设备及方法,以解决上述技术问题。
技术实现思路
1、为了弥补现有技术的不足,在对模治具钻孔攻丝时,对模治具进行快速夹持固定,且能够适应不同模治具,本发明提供一种模冶具生产铣加工用钻孔攻丝设备及方法。
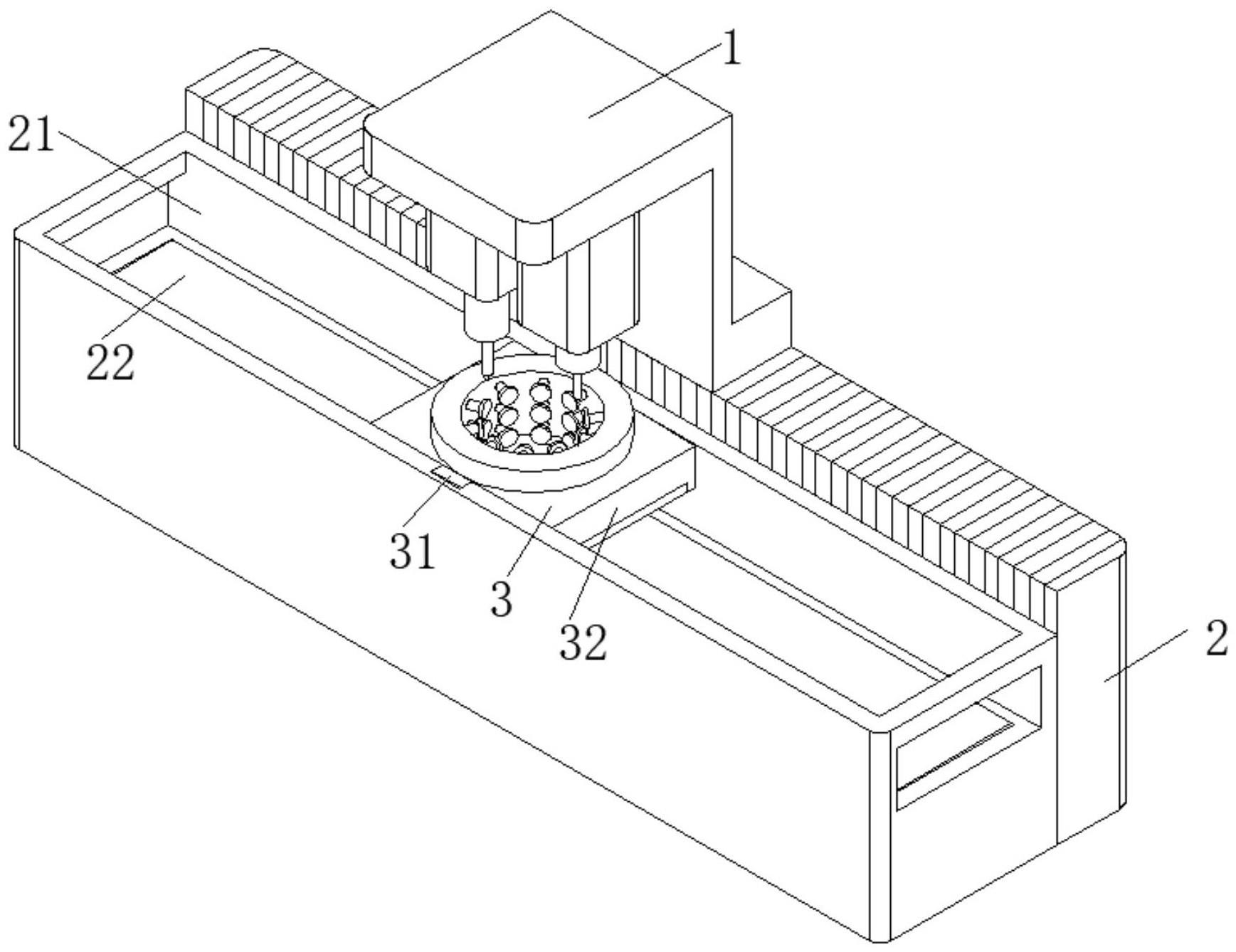
2、本发明解决其技术问题所采用的技术方案是:一种模冶具生产铣加工用钻孔攻丝设备,包括:钻孔攻丝座,所述钻孔攻丝座上设置有钻孔钻和攻丝钻;基座,所述钻孔攻丝座设置于基座上;所述基座上设置有一号空腔,所述一号空腔的底部设置有一号传送带;夹持机构,所述一号空腔内设置有夹持机构,所述夹持机构能够对不同形状的模治具进行自动且快速夹持;
3、设置夹持机构,夹持机构能够对不同形状的模治具进行自动且快速夹持,简化了夹持步骤,使得夹持变得简单方便,且能够适应不同形状的模治具,提高了适用性,适合进行多孔位钻孔攻丝,且更加适合流水线式作业,提高了生产效率;
4、本技术在使用时,先通过传输装置,如传送带将多个模治具运输至基座的一号空腔上,一号空腔内的一号传送带随后对多个模治具进行传输,当模治具运动至夹持机构下方时,夹持机构对模治具进行夹持,可在夹持机构下方安装光电传感器来实现这一效果;随后钻孔攻丝座对模治具进行钻孔,钻孔后再攻丝;钻孔攻丝座能够在基座上滑动,且上面安装有钻孔钻和攻丝钻,具体可参考现有技术。
5、优选的,所述夹持机构包括:二号传送带,所述一号空腔的两个侧壁设置有二号传送带;方座,所述方座设置于一号空腔内并与两个二号传送带固连;所述方座的中间部位开设有二号空腔,所述二号空腔的内壁环布有若干个伸缩柱。
6、优选的,每个所述伸缩柱的端部均固连有柔性气囊。
7、优选的,所述柔性气囊为空心结构,且所述方座内靠近二号空腔的部位环形分布有若干个三号空腔,每个所述伸缩柱均滑动连接于三号空腔内,每个所述伸缩柱内均开设有一号通道,所述一号通道将三号空腔与柔性气囊内部相通;所述方座内设置有二号通道,所述二号通道将每个三号空腔内部连通。
8、优选的,所述方座底部的两侧滑动连接有支撑板,每个所述支撑板的两端固定连接有l形杆,所述方座内开设有两个四号空腔,每个所述四号空腔的两端固连有一号电磁铁,每个所述l形杆伸入四号空腔内且固连有活塞,每个所述活塞的两端分别固连有二号电磁铁与三号电磁铁。
9、优选的,所述四号空腔与二号通道相通,且所述四号空腔、二号通道、三号空腔、一号通道以及柔性气囊内部填充有液压油。
10、当一号传送带将模治具运输至方座上二号空腔的下方时,二号传送带启动,二号传送带将方座带动,使方座下移,由于活塞远离支撑板的一端固定连接有二号电磁铁,且两个二号电磁铁相互靠近的一面磁性相异,故此时启动两个二号电磁铁,两个二号电磁铁相互吸引;两个支撑板相互靠近的一面可设置有斜面,方便铲动;
11、每个伸缩柱伸缩不同的长度,以此满足不同形状的模治具,柔性气囊膨胀,挤压模治具,增加挤压力,加固伸缩柱对模治具的夹持,且保护模治具表面,防止伸缩柱损坏模治具表面,伸缩柱夹持模治具表面,支撑板托起模治具底部。
12、优选的,所述方座上并位于两个支撑板的一侧固定设置有毛刷。
13、毛刷能够刷动两个支撑板上表面,将金属屑刷离至一号传动带上,一号传送带在输送模治具的同时,也带动金属屑运动,变相的清理了钻孔攻丝产生的金属屑。
14、一种模冶具生产铣加工用钻孔攻丝方法,该攻丝方法采用于上述中任意一项所述的一种模冶具生产铣加工用钻孔攻丝设备,包括以下步骤:
15、s1:先通过传输装置,将多个模治具运输至基座的一号空腔上,一号空腔内的一号传送带随后对多个模治具进行传输;
16、s2:当一号传送带将模治具运输至方座上二号空腔的下方时,二号传送带启动,二号传送带使方座下移,启动两个二号电磁铁,两个二号电磁铁相互吸引,使得两个支撑板相互靠近,将模治具从底部铲起;在活塞相互靠近时,挤压四号空腔内的液压油,液压油从四号空腔进入二号通道,再从二号通道进入三号空腔,挤压伸缩柱,使得伸缩柱伸出,直至接触模治具,每个伸缩柱伸缩不同的长度,以此满足不同形状的模治具,伸缩柱夹持模治具表面,支撑板托起模治具底部;随后二号传送带带动方座上移,钻孔攻丝座对模治具进行钻孔,钻孔结束后,钻孔攻丝座在基座上移动,再对模治具进行攻丝;
17、s3:钻孔攻丝结束后,二号传送带带动方座下移,两个二号电磁铁断电,四号空腔内的两个一号电磁铁通电,三号电磁铁通电,一号电磁铁与三号电磁铁相互吸引,故支撑板相互远离,接触支撑板对模治具底部的托起作用,在活塞相互远离时,四个活塞抽动液压油,伸缩柱收缩,伸缩柱接触对模治具的夹持,二号传送带带动方座上升,随后一号传动带将钻孔攻丝后的模治具运输走。
18、本发明的有益效果如下:
19、1.本发明所述的一种模冶具生产铣加工用钻孔攻丝设备及方法,通过设置夹持机构,夹持机构能够对不同形状的模治具进行自动且快速夹持,简化了夹持步骤,使得夹持变得简单方便,且能够适应不同形状的模治具,提高了适用性,适合进行多孔位钻孔攻丝,且更加适合流水线式作业,提高了生产效率。
20、2.本发明所述的一种模冶具生产铣加工用钻孔攻丝设备及方法,当一号传送带将模治具运输至方座上二号空腔的下方时,二号传送带启动,二号传送带使方座下移,启动两个二号电磁铁,两个二号电磁铁相互吸引,使得两个支撑板相互靠近,将模治具从底部铲起;在活塞相互靠近时,挤压四号空腔内的液压油,液压油从四号空腔进入二号通道,再从二号通道进入三号空腔,挤压伸缩柱,使得伸缩柱伸出,直至接触模治具,每个伸缩柱伸缩不同的长度,以此满足不同形状的模治具,伸缩柱夹持模治具表面,支撑板托起模治具底部;随后二号传送带带动方座上移,钻孔攻丝座对模治具进行钻孔,钻孔结束后,钻孔攻丝座在基座上移动,再对模治具进行攻丝。
21、3.本发明所述的一种模冶具生产铣加工用钻孔攻丝设备及方法,当钻孔攻丝结束后,二号传送带带动方座下移,两个二号电磁铁断电,四号空腔内的两个一号电磁铁通电,三号电磁铁通电,一号电磁铁与三号电磁铁相互吸引,故支撑板相互远离,接触支撑板对模治具底部的托起作用,在活塞相互远离时,四个活塞抽动液压油,伸缩柱收缩,伸缩柱接触对模治具的夹持,二号传送带带动方座上升,随后一号传动带将钻孔攻丝后的模治具运输走。
- 还没有人留言评论。精彩留言会获得点赞!