一种智能展示柜导流板冲压设备的制作方法
本技术涉及冲压技术设备的领域,尤其是涉及一种智能展示柜导流板冲压设备。
背景技术:
1、智能展示柜导流板的生产中需要用到冲床,冲床主要用作钣金零件的加工,通过电动机驱动飞轮,并通过离合器,传动齿轮带动曲柄连杆机构使滑块上下运动,带动拉伸模具对钢板成型,相较于传统机械加工来说有节约材料和能源,效率高的特点,对操作者技术要求不高,通过各种模具应用可以做出机械加工所无法达到的产品。
2、相关技术可参考公告号为cn206567449u的中国专利公开了冲床,包括机架和进料机构。进料机构包括用于收卷钢条的收卷盘和夹持在钢条两侧的夹持轮、驱动轮。机架上固定设置有定模,定模上方设置有用于往定模冲压的动模,定模与动模之间设置有供冲压钢条进入的间隙。定模上沿直线分布有用于对钢条冲孔的第一凸出部,动模上设置有与第一凸出部对应且用于收集冲裁出来废料的废屑孔,动模上设置有用于将产品冲裁成型的第二凸出部,定模上设置与第二凸出部对应且用于收集冲裁出来产品的集料孔。
3、针对上述中的相关技术,钢条通常以钢卷的形式储存和运输,因而钢条整体具有一定的弧度,将钢条输送至定模和动模之间时,钢条无法与定模完全贴合,在冲压过程中,钢条会由弧面顶端向两侧产生一定的伸展位移,难以保证冲压的精确度,影响冲压良品率。
技术实现思路
1、为了在冲压前使钢板与其底端的模具紧密贴合,提高冲压精确度进而提高冲压良品率,本技术提供一种智能展示柜导流板冲压设备。
2、本技术提供一种智能展示柜导流板冲压设备,采用如下的技术方案:
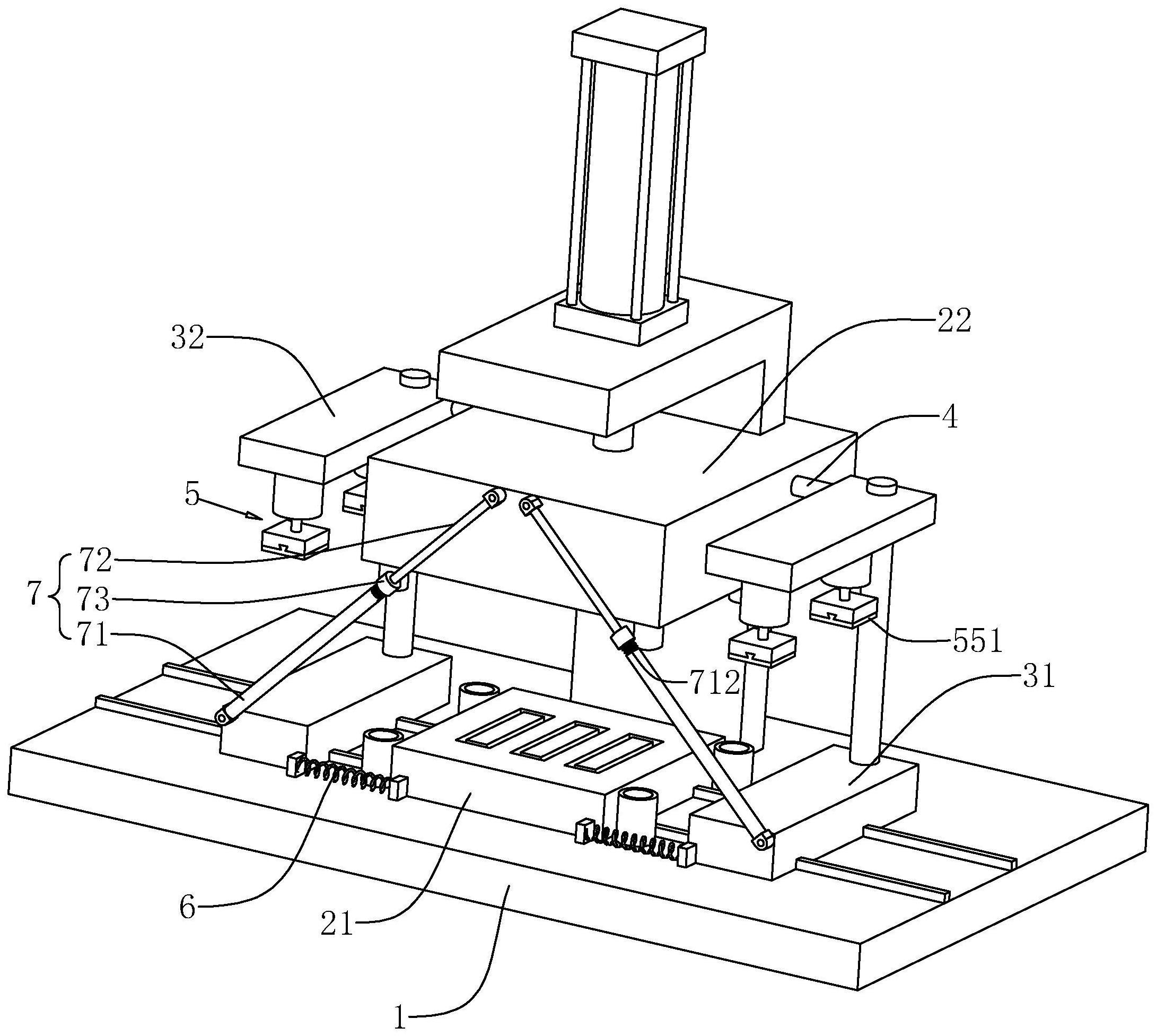
3、一种智能展示柜导流板冲压设备,包括基座、用于将钢板冲压为导流板的定模具和动模具,定模具固定连接于基座上,动模具竖直滑动连接于基座上,定模具与动模具在竖直方向上对正设置,所述基座上设有两个整料台,两个整料台分别位于定模具进出料方向两侧,整料台上竖直滑动连接有压板台,动模具与压板台之间连接有用于使两者在竖直方向上同步滑动的连接件,压板台靠近整料台一侧设有若干压紧机构,压紧机构包括缸筒、弹性件一、滑块、连接杆和接触块,缸筒与压板台固定连接,滑块竖直滑动连接于缸筒内,弹性件一位于缸筒内且两端分别与滑块和缸筒连接,连接杆连接于滑块远离弹性件一一侧,接触块连接于连接杆远离滑块一侧,弹性件一处于自然状态时,滑块下表面低于动模具下表面。
4、通过采用上述技术方案,基座上的定模具和动模具配合开设有与智能展示柜导流板相匹配的轮廓,用于批量冲压加工导流板。冲压时将钢板放置于定模具和整料台上,压板台滑动连接于整料台上,压板台通过连接件与动模具连接,冲压时动模具向靠近定模具方向滑动,压板台随之一起同向滑动。压紧机构的接触头率先与钢板接触,钢板被逐渐挤压平整,进而使钢板与定模具贴合。滑块随之在缸筒内滑动并压缩弹性件一,完成冲压后动模具与压板台向上滑动,弹性件一驱使压紧机构复位。在动模具与定模具接触前使钢板与其底端的模具紧密贴合,提高了冲压精确度,进而提高冲压良品率。
5、可选的,所述接触块靠近整料台一端设有用于增加摩擦力的缓冲层,缓冲层与接触块可拆卸连接。
6、通过采用上述技术方案,冲压过程具有一定的冲击力,接触块频繁高速地与钢板接触,易导致接触头的形变损坏,影响整个冲压设备的使用寿命,缓冲层采用软橡胶材质制成,成本较低具有良好的缓冲性能,可以有效地缓冲接触头与钢板之间的冲击,延长接触头使用寿命,可拆卸连接方式便于缓冲层的快速更换。
7、可选的,所述连接件平行于进出料方向设置,连接件一端与压板台固定连接,另一端滑动连接于动模具内。
8、通过采用上述技术方案,在压紧机构挤压钢板的过程中,钢板由弯曲状态逐渐压展为平直状态,并有向两侧延展的趋势,整料台与基座滑动连接,连接件滑动连接于动模具内,压板台可以随整料台的滑动而改变与动模具的水平间距。减少了钢板延展的阻力,有助于钢板更充分的延展,进而使钢板与定模具更加贴合。
9、可选的,所述定模具与整料台之间连接有弹性件二。
10、通过采用上述技术方案,弹性件二是定模具与整料台之间始终保持相互靠近的趋势,冲压前定模具与整料台会随着钢板的延展而增大间距,在完成一次冲压工作后,在弹性件二的牵扯下,定模具与整料台会自动复位便于快速衔接下一次冲压工作。可以节省一定的人工并有助于提高工作效率。
11、可选的,所述动模具与整料台之间设有联动杆,联动杆两端分别与动模具和整料台转动连接且转动轴线均垂直于进出料方向,联动杆靠近动模具一端始终高于靠近整料台一端。
12、通过采用上述技术方案,冲压时随着动模具的向下滑动过程,联动杆靠近动模具一端随之逐渐向基座靠近,联动杆两端高度差降低,水平方向上的长度逐渐增加,整料台在联动杆的驱使下逐渐远离定模具,钢板被进一步拉动延展。借助外力帮助钢板进一步延展,可以使钢板更充分地延展,从而有助于钢板与定模具更加贴合。
13、可选的,所述联动杆包括固定杆和伸缩杆,固定杆开设有滑槽,伸缩杆滑动连接于滑槽内,固定杆侧壁靠近滑槽开口一端开设有若干均匀分布的分割槽,固定杆靠近滑槽开口一端螺纹连接有螺纹套,螺纹套的内径呈逐渐缩小的锥形,螺纹套靠近固定杆的一端内径较大,固定杆与动模具转动连接,伸缩杆与整料台转动连接。
14、通过采用上述技术方案,在使用不同材料板材进行冲压时,板材的冲压系数不同,且板材通常采用成卷的方式储存和运输,不同部位的板材弯曲程度也会有所不同。联动杆可以根据板材弯曲程度的不同来调节其长度,进而调节冲压前整料台的位移量,有助于适配不同弯曲程度的板材,进而使不同弯曲程度的板材均能在冲压前充分延展并与定模具贴合。
15、可选的,所述基座上转动连接有调节杆,调节杆水平设置且中部设有调节齿轮,调节杆上开设有螺纹且调节齿轮两侧的螺纹方向相反,两个整料台均与调节杆螺纹连接,动模具上固定连接有竖直设置的驱动杆,驱动杆上设有调节齿条,调节齿条与调节齿条啮合。
16、通过采用上述技术方案,动模具向靠近定模具方向滑动时,驱动杆带动调节齿条随之移动,调节齿条带动调节齿轮转动进而带动调节杆转动,调节杆转动驱使整料台向远离定模具方向滑动。借助外力主动将钢板拉动延展。有助于钢板更充分地延展,从而使钢板与定模具更加贴合。
17、可选的,所述基座上设有用于向定模具上喷气的喷头,喷头的一端连接有输气管道,输气管道设有阀门,阀门连接有用于控制阀门开启或关闭的开关齿轮,驱动杆上设有开关齿条,开关齿条与开关齿轮相啮合。
18、通过采用上述技术方案,冲压时定模具和动模具会对钢板进行冲裁进而产生一定量的废料置于定模具中,如果不对废料进行清理,则会影响下一次的冲裁工作,人工清理效率较低并伴随一定的危险性。采用喷气的方式清理废料,节省人工且效率较高。使用开关齿条和开关齿轮将阀门的启闭与动模具的位移联动,冲压时动模具带动开关齿条向下移动带动开关齿轮转动关闭阀门,冲压完毕时动模具带动开关齿条向上移动带动开关齿轮反向转动开启阀门,气体从喷头喷出清理细小的废料。
19、综上所述,本技术包括以下至少一种有益技术效果:
20、1.冲压前将钢板放置定模具和整料台上,冲压时动模具向靠近定模具方向滑动,压板台随之一起同向滑动,压紧机构的接触头率先与钢板接触,钢板在动模具与定模具接触前被挤压平整,钢板与定模具紧密贴合,动模具与定模具接触后钢板几乎不会产生延展,提高了冲压精确度,进而提高了冲压良品率;
21、2.冲压时随着动模具的向下滑动,联动杆靠近动模具一端随之逐渐向基座靠近,联动杆两端高度差降低,水平方向上的长度逐渐增加,整料台在联动杆的驱使下逐渐远离定模具,钢板被进一步拉动延展,使钢板更充分地延展,有助于钢板与定模具更加贴合。
- 还没有人留言评论。精彩留言会获得点赞!